



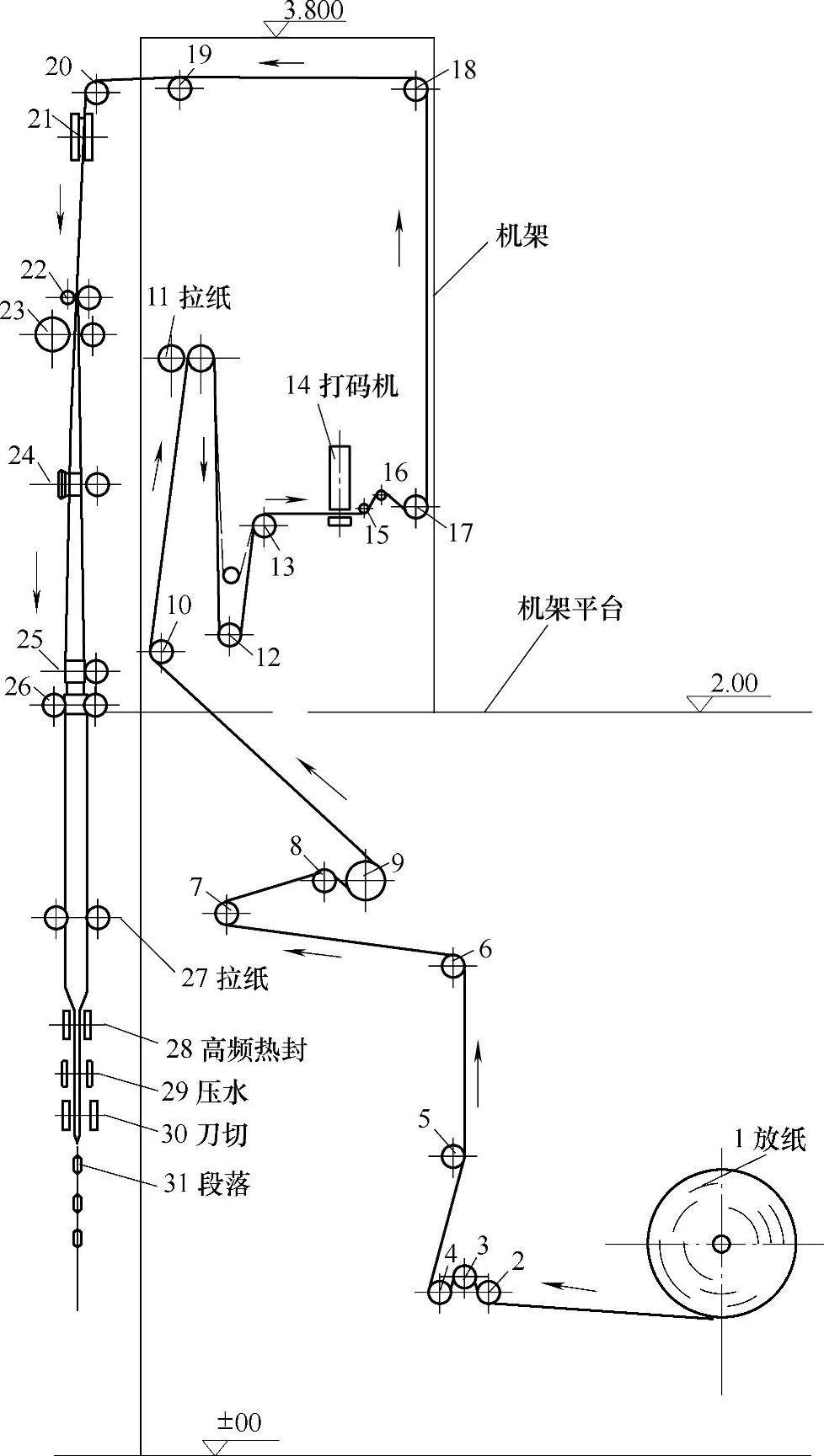
图12-8 枕形无菌包装机示意图
屋顶包的包装常见于纯牛奶、纯酸奶、高档果汁饮品的包装。市场所有包装机采用模切压痕预制包装盒,包装过程中达不到商业无菌,纯牛奶的屋顶包在全程冷链情况下保质期为七天,是订单式生产。纯酸奶、果汁的屋顶包保质期3~6个月不等,消费对象以酒店为主,属于高档饮品消费。大部分设备引进国外生产厂家,国内少数独资或合资企业生产。设备购置成本和生产成本相应比较高,目前仅有大型乳品、果汁饮料企业使用。它的发展潜力在于包装材料环保和可回收性。这种机器又可分冷灌装和热灌装。冷灌装出来的产品即可入库,而热灌装出来的产品还有经过倒罐、冷却等工序才能入库。它的特点是使用四面宽度相等的半成品纸盒,边上盒、边成形、边大盖、边灭菌、边灌装封顶和打印日期与批号。通过调整高度可以生产多种不同容量的产品。
(1)BWD50型屋顶形包装机的总体结构 图12-11是BWD50型屋顶形包装机的总体结构示意图。主要组成为传动系统、取盒机构、盒传送、盒顶预成型机构、杀菌系统、盒成型系统、冷却系统、CIP系统、灌装系统、料缸、盒顶加热机构、盒顶封合机构、日期打印机构、成品输出机构、机体总成、无菌系统等。本机自动化程度高,有一套完整的生产和CIP清洗工艺控制系统,机械设计紧凑,自动完成开盒、封底、杀菌、定量灌装、顶部成型、封合、日期打印、成品输出的全过程。图12-12为生产包装工艺工位平面图。
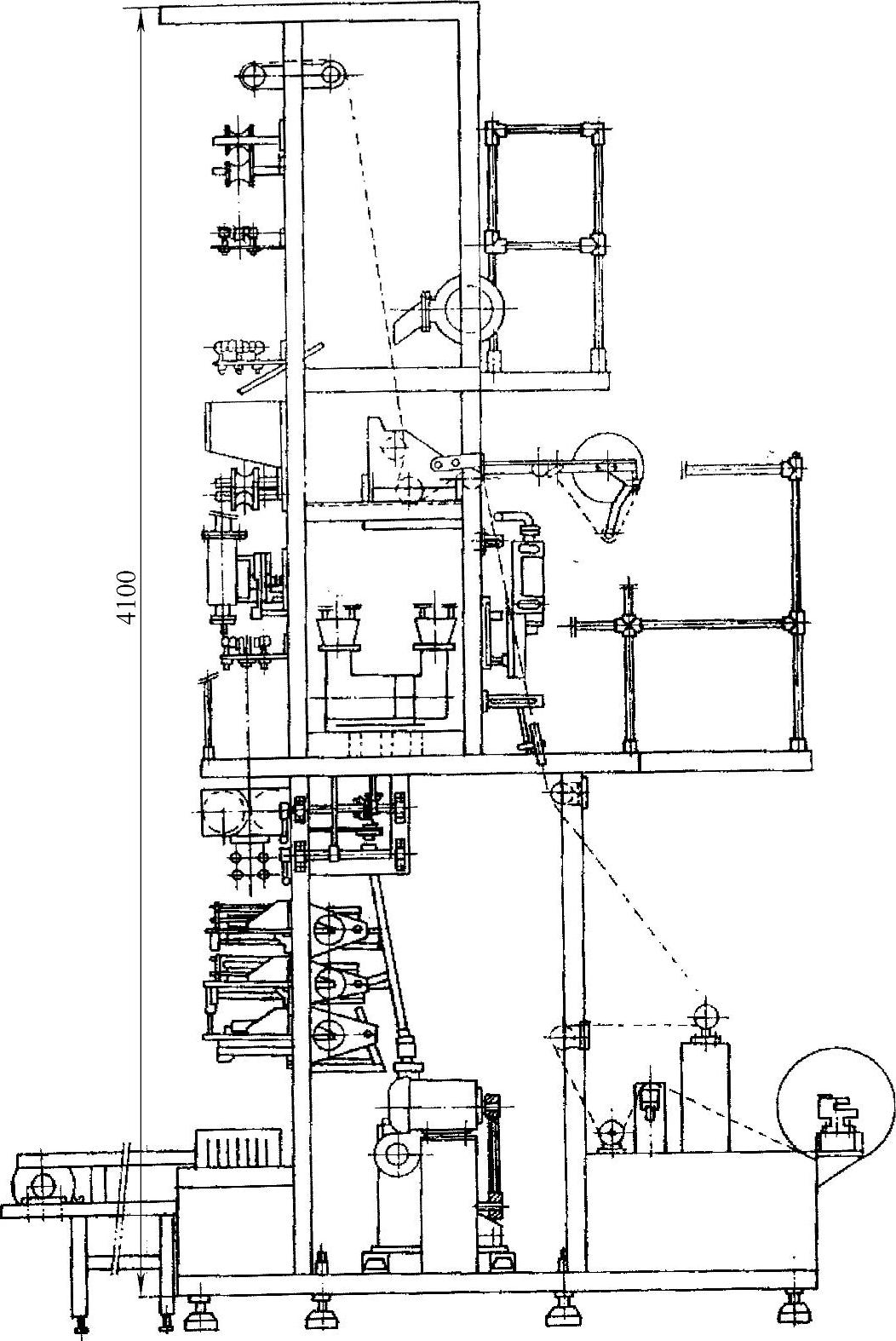
图12-9 立式全自动三角形无菌包装机总图
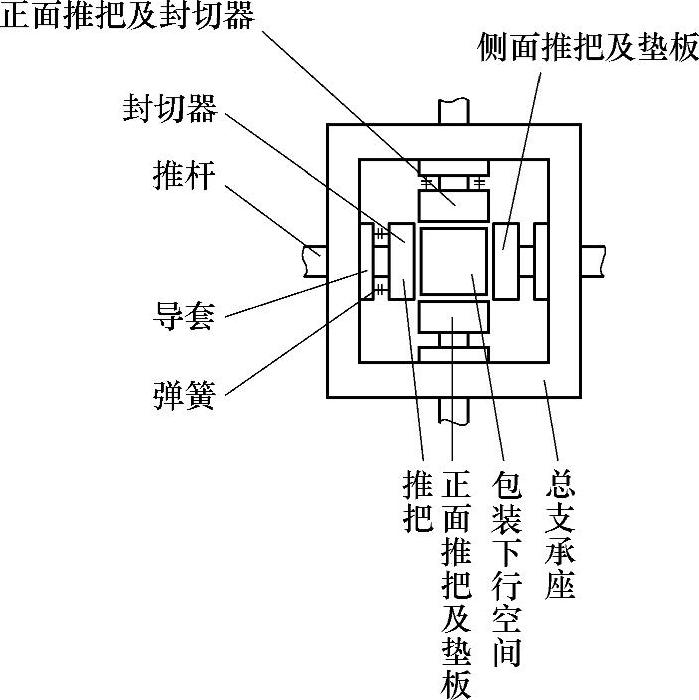
图12-10 三角形产品封切机构示意图
(2)BWD50型屋顶形包装机的传动系统 图12-13是BWD50型屋顶形包装机的传动系统图。主减速器5是双输出轴的减速器,右端连接长转轴10,长转轴安装灌装凸轮6、升盒凸轮7、盒顶封合凸轮8和旋转编码器9,电气控制系统根据旋转编码器上产生的数据,控制包装机的各个动作。左端连接主动链轮,通过链条带动次减速器1,次减速器输出驱动盒子成型系统和盒子传动系统,速度关系比是主齿轮3和盒子传动驱动齿轮4之比。
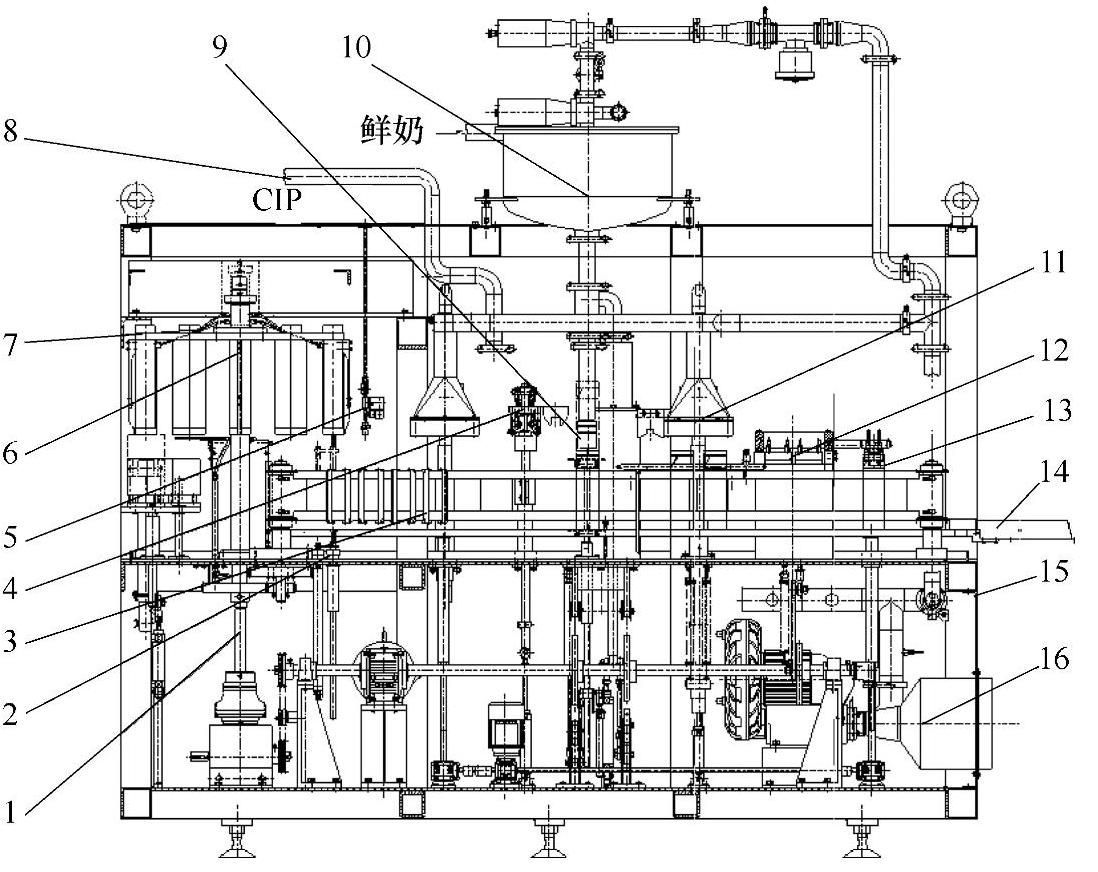
图12-11 BWD50型屋顶形包装机的总体结构示意图
1—传动系统 2—取盒机构 3—盒传送 4—盒顶预成型机构 5—杀菌系统 6—盒成型系统 7—冷却系统 8—CIP系统 9—灌装系统 10—料缸 11—盒顶加热机构 12—盒顶封合机构 13—日期打印机构 14—成品输出机构 15—机体总成 16—无菌系统
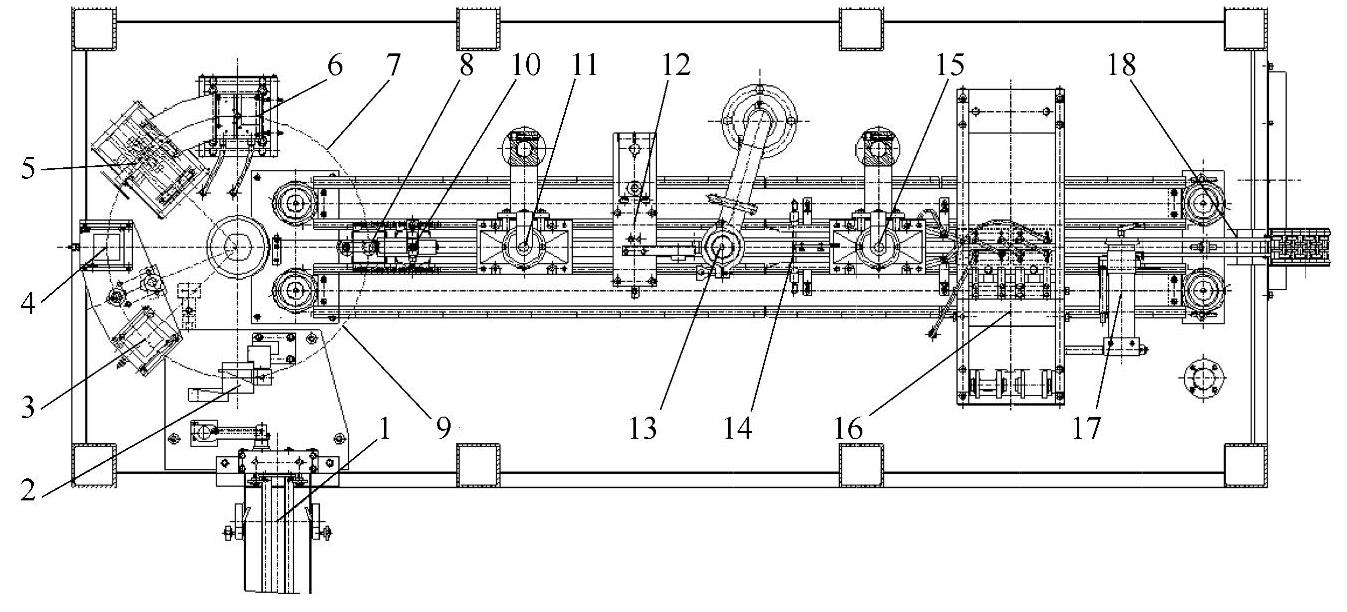
图12-12 BWD50型屋顶形包装机工艺过程平面布置图
1—纸盒储存库 2—开盒并套入心轴 3—盒底加热1 4—盒底加热2 5—盒底预成型 6—盒底封合 7—空工位 8—取盒 9—空工位 10—喷洒双氧水 11—烘干双氧水 12—盒顶预成型 13—灌装 14—盒顶再次预成型 15—盒顶加热 16—盒顶封合 17—日期打印 18—成品输出
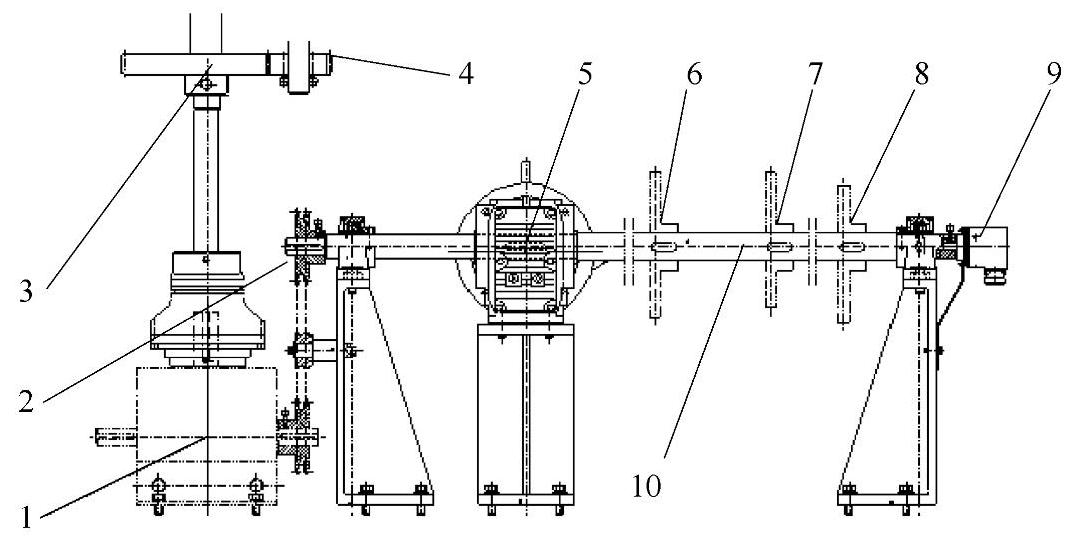
图12-13 屋顶形包装机传动系统图
1—次减速机 2—被主动链轮 3—主齿轮 4—盒传送驱动齿轮 5—主减速器 6—灌装凸轮 7—升盒凸轮 8—盒顶封合凸轮 9—旋转编码器 10—长转轴
(3)BWD50型屋顶形包装机的盒成型封底系统
1)成型系统组成。图12-14是盒子成型系统机构简图,成型总成11上均匀安装八个成型心轴10,成型心轴垂直于水平面,心轴的下方均布的安装开盒机构,盒底加热1、盒底加热2、盒底预封、盒底封合及取盒机构。开盒机构2从储盒器取出盒子并打开,套在成型心轴上,盒子套在心轴上,经过各个工位,完成加热、封盒底、取盒等功能。在盒子成型过程中对盒底加热,成型心轴吸热温度不断升高。为了防止成型心轴温度过高,设计时增加冷却水循环系统,图中12为进水管,13为出水管。
2)加热器。加热器是专门设计的大功率(10kW)干式空气加热器,和空气输送系统配合使用,不可单独使用,并且空气输送必须达到设定风速和风量。结构示意图如图12-15所示,瞬间将空气加热到300~350℃之间。由六个独立的加热管组成,控制接线采用三相380V的星形接法,由于加热温度比较高,在停止加热后,必须待温度降到50℃以下后,吹风机方可停止,否则会损坏加热器。
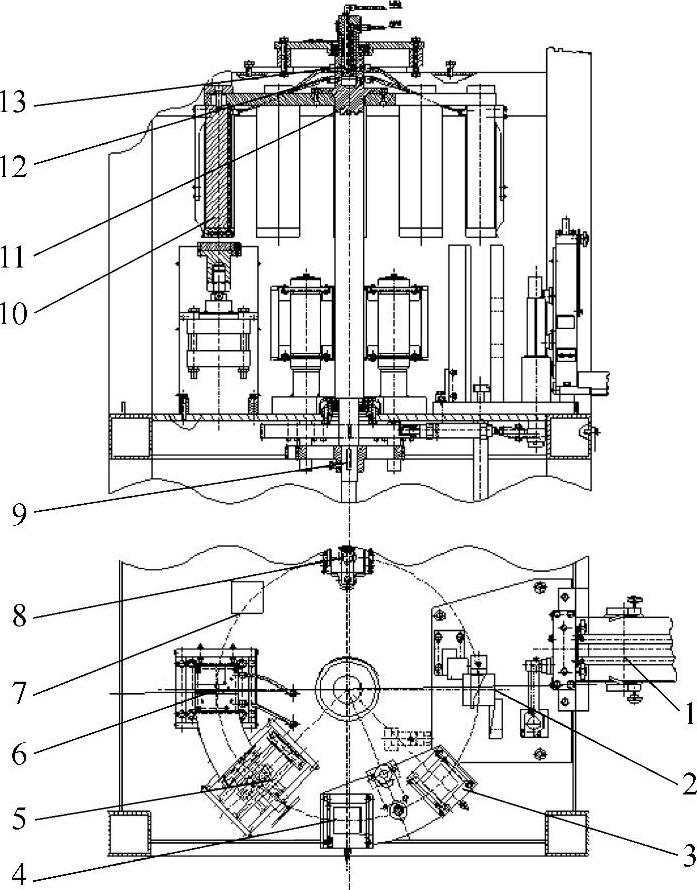
图12-14 盒子成型系统机构简图
1—储盒器 2—取开盒机构 3—盒底加热1 4—盒底加热2 5—盒底预封 6—封盒底 7—空工位 8—取盒机构 9—驱动轴 10—成型心轴 11—成型总成 12—冷却水进管 13—冷却水出管
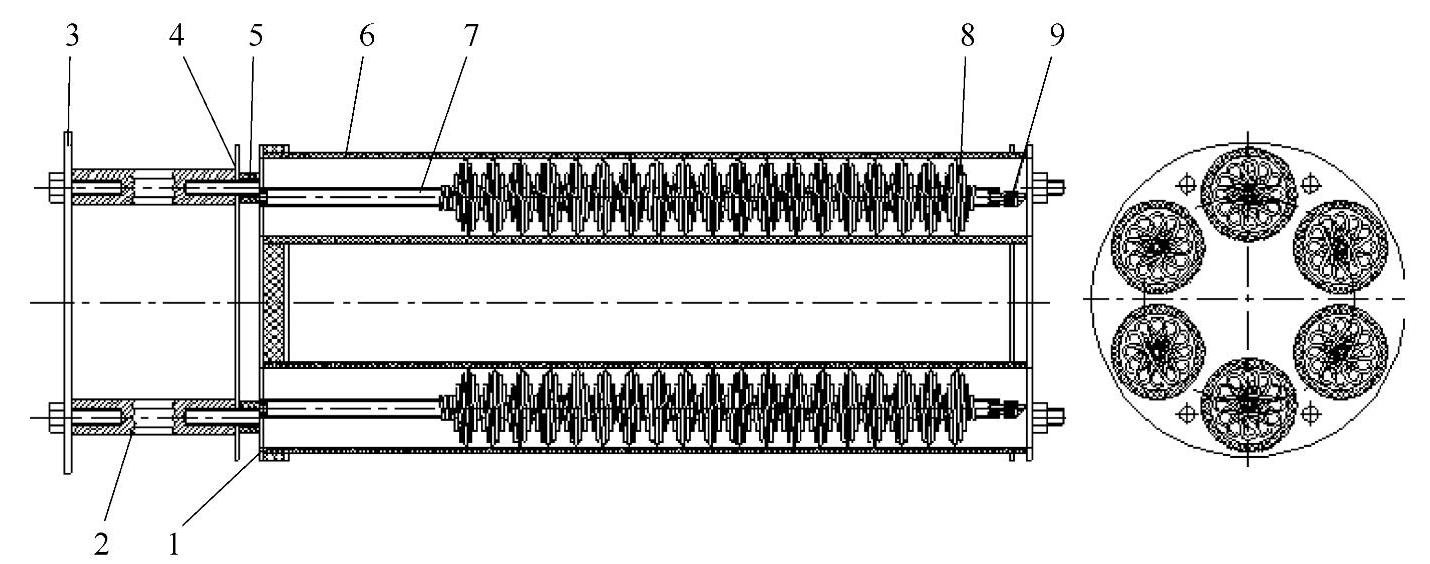
图12-15 加热器结构示意图
1—硅橡胶板 2—连接杆 3—安装板 4—固定杆 5—云母板 6—耐高温瓷套管 7—耐高温瓷芯管 8—电炉丝 9—引出电炉丝
(4)BWD50型屋顶形包装机的灌装系统
1)灌装阀和灌装驱动机构。图12-16为灌装阀和灌装驱动机构简图,灌装阀由定量柱塞泵5、三通连接器6、单向阀7、单向阀8、阀桶9、灌装阀头10组成。驱动系统由安装构件1、驱动机构2、凸轮3、连杆4、安装板11、灌装量调节电动机12、连杆13、无盒不灌装气缸14组成。凸轮3安装在图12-16的长转轴上,带动驱动机构2,驱动连杆机构4,向下移动使定量注塞泵5通过单向阀7把物料从料缸中吸入到注塞泵中,向上移动使定量注塞泵5通过三通连接器6,把物料从注塞泵经过单向阀8灌装到盒子中,完成灌装过程。
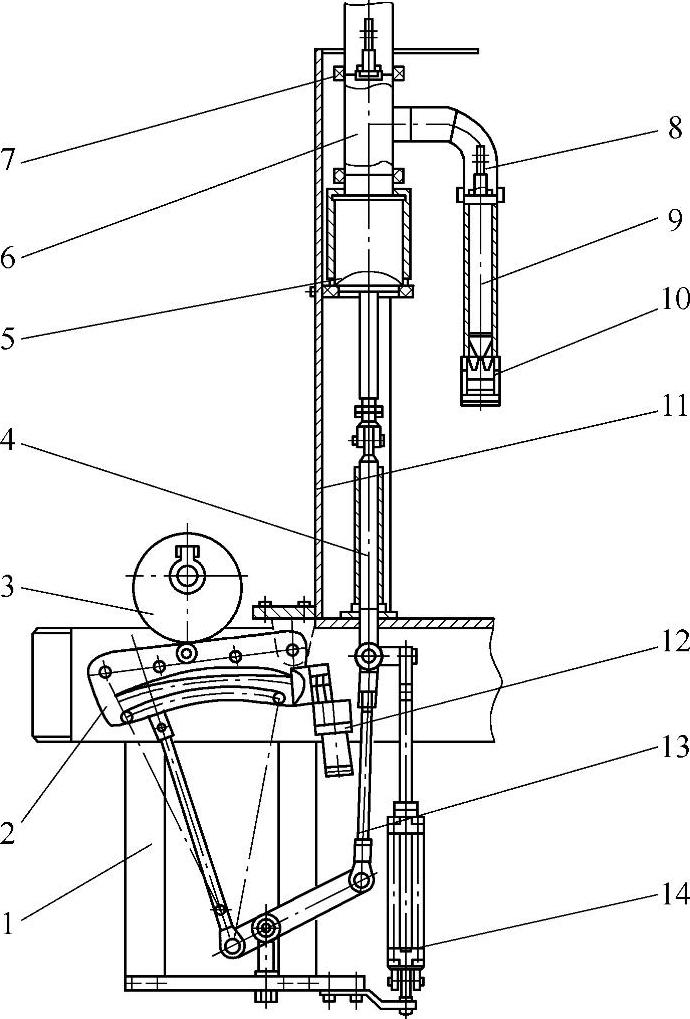
图12-16 灌装驱动机构和灌装阀
1—安装构件 2—驱动机构 3—凸轮 4—连杆 5—定量注塞泵 6—三通连接器 7—单向阀1 8—单向阀2 9—阀桶 10—灌装阀头 11—安装板 12—灌装量调节机构 13—连杆 14—无盒不灌装气缸
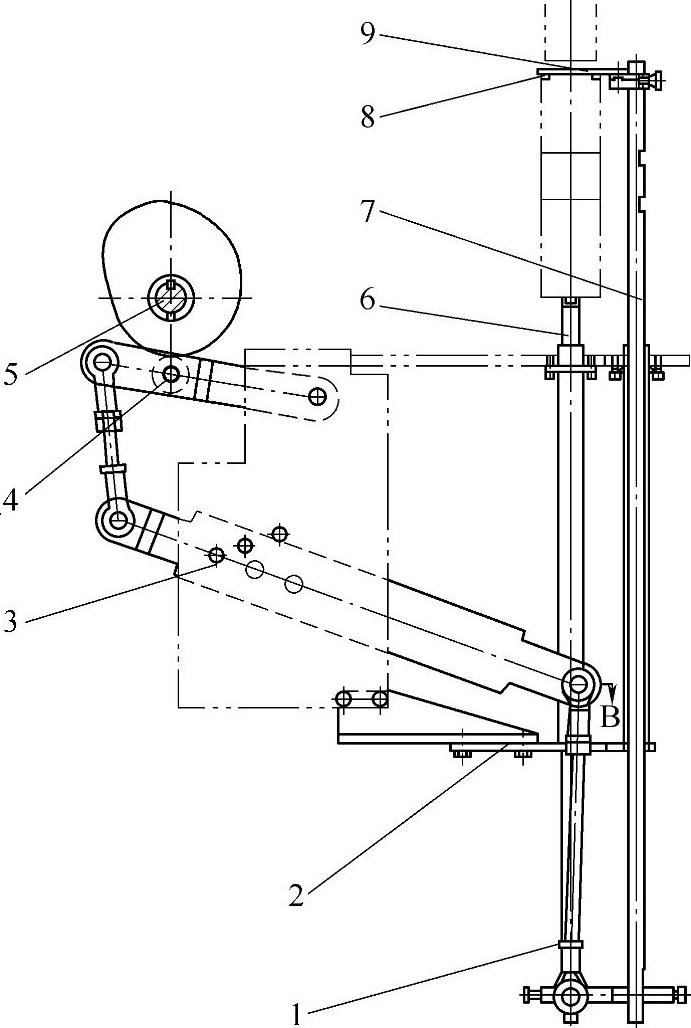
图12-17 灌装升盒机构示意图
1—驱动杆1 2—安装支架 3—驱动杆2 4—驱动机构 5—凸轮 6—滑杆1 7—滑杆2 8—稳盒器 9—夹紧螺母(https://www.xing528.com)
气缸14通过电磁阀控制,当检测无盒进入灌装头时,电磁阀不换向,注塞泵处在上方,驱动机构和凸轮脱开,就不能完成灌装过程,达到无盒不灌装,避免了物料的浪费和污染。
灌装量调节机构12由蜗轮、丝杠和电动机组成,灌装量需要调整时,起动电动机驱动涡轮,带动丝杠旋转,调整支点位置,改变连杆的有效长度,从而改变注塞泵的位移,调整了灌装量,达到灌装量连续可调。
2)灌装升盒机构。图12-17为灌装升盒机构示意图,由驱动杆1、安装支架2、驱动杆2、驱动机构、凸轮、滑杆1、滑杆2、稳盒器、夹紧螺母等组成。凸轮5安装在图12-16的长转轴上,带动驱动机构4使滑杆1、2上下移动,将盒子升高到灌装阀口。包装盒更换时,松动夹紧螺母9,移动滑杆2到适当的位置。
(5)BWD50型屋顶形包装机的CIP清洗系统
1)CIP清洗系统组成。CIP清洗系统主要由酸碱罐、冷热水罐、蝶阀、CIP泵、管道等组成,对储料罐,料缸的清洗。CIP清洗系统原理如图12-18所示。
2)CIP清洗工艺。清洗步骤:
① 关闭风机,取下灌装头及压盒杆,取下料缸的空气滤芯,连接管路,关闭进料阀。
② 取下灌装栓,将控制柜上的运行/空转/试机选择开关转到运行位。
③ 将控制柜上的CIP选择扭转到开位,开启CIP泵。
④ 开启CIP阀(角座阀),每隔10min开启、关闭进料阀数次,冲洗进料管路。
⑤ 打开直角截止阀和CIP管路上其他阀门,CIP回流。
⑥ 关闭直角截止阀和CIP管路上其他阀门,按住料缸溢满钮30s以上,清洗进气管路。
⑦ 重复进行步骤⑤和步骤⑥各一次。
⑧ 关闭CIP泵,打开直角截止阀和CIP管路上其他阀门,排空。
⑨ 取下需要手洗的零部件:灌装头、盒顶折叠器、加热器罩、灌装活塞等,进行手洗、消毒。
⑩ 起动机器以清洁所有心轴,清洗心轴和纸盒定位栓。
(11) 起动机器,用热水冲洗整个纸盒传送链,清洁纸盒传送带和防磨损条。
(12) 机器停止时,被洗输入曲板及空盒匣,用压缩空气吹掉纸盒残绒,清洁工作台。
(13) 取下连接软管,装好所有拆下清洗过的零部件,进行下次灌装的准备工作。
清洗工艺流程:
① 预冲洗:灌装完成后,用冷水冲洗5~10min,直到排出的水中饮料浓度极小。
② 清洗:用热的碱性溶液循环清洗20~30min,清除全部饮料残余。
③ 水洗:用热水循环清洗碱性溶液残余10~15min,直到冲洗干净。
④ 酸洗:每一周至半个月一次,用酸性溶液清除“奶垢”及矿物质积垢20~30min。
⑤ 冲洗:用冷水冲洗5~10min,直到排出的水中不含任何杂质。
⑥ 若不须酸洗,可跳过步骤④,直接进行步骤⑤。
⑦ CIP清洗完成,进行下一次灌装的准备工作。
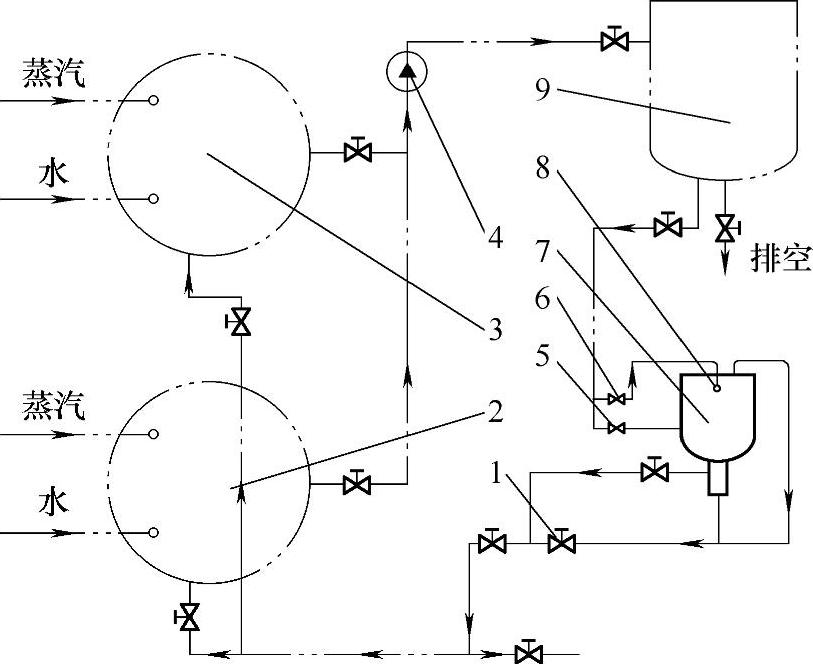
图12-18 CIP清洗系统原理图
1—蝶阀 2—酸碱罐 3—冷水罐 4—CIP泵 5—进料阀 6—CIP阀 7—料缸 8—CIP喷球阀 9—储料缸
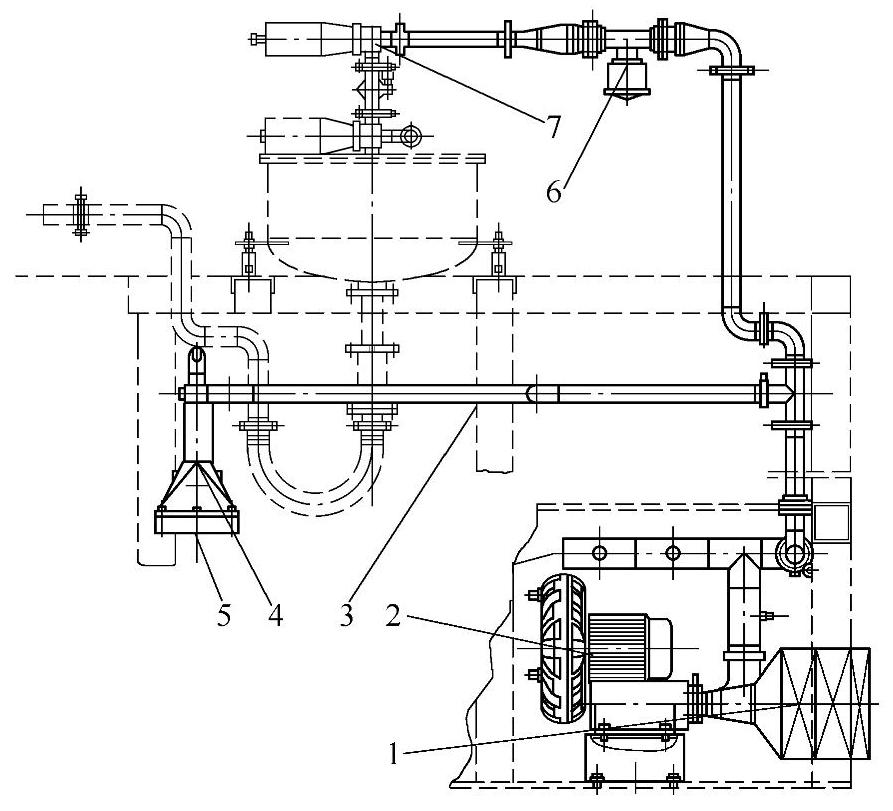
图12-19 无菌空气系统简图
1—空气过滤组件 2—风机 3—管道总成 4—加热器 5—加热喷头 6—节流减压阀 7—气动无菌隔膜阀
(6)BWD50型屋顶形包装机的无菌空气系统 无菌空气系统是BWD50型屋顶形包装机的一个重要组成部分,承担对包装盒的杀菌和对料缸提供无菌空气,确保在包装过程中有害菌的污染。图12-19为无菌空气系统简图,主要由空气过滤组件、风机、管道总成、加热器、加热喷头、节流减压阀、气动无菌隔膜阀等组成。空气过滤组件包括初效空气过滤器、中效空气过滤器和高效空气过滤器,确保给灌装系统提供无菌的空气。加热器是大功率高效的空气加热器,严格按照工艺和技术要求使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。