



DPH(T)系列平板式铝塑泡罩包装机是在辊辊式和平板式铝塑泡罩包装机的技术基础上优化组合设计的又一种新型包装机。它除了具备辊辊式和平板式铝塑泡罩包装机的优点,更兼备高效节能等特点,是近年来比较受欢迎的机种,市场占有率也逐年提升。
1.工作原理
DPH(T)系列铝塑泡罩包装机的工作原理、选型方法同DPA系列铝塑泡罩包装机。广泛用于药品、食品的包装。
DPH(T)系列铝塑泡罩包装机工艺流程图如图11-11所示。
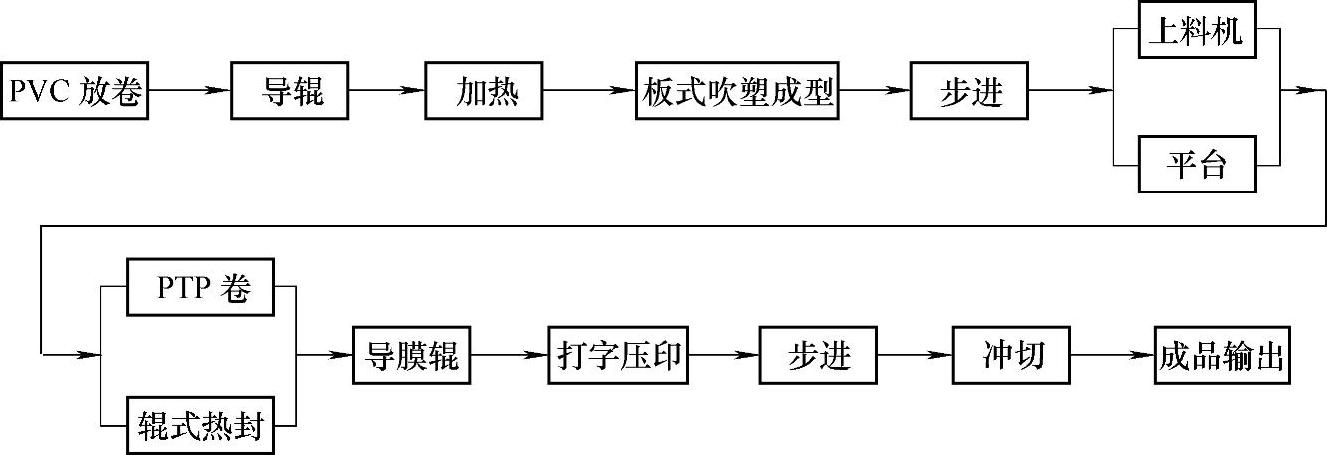
图11-11 DPH(T)系列铝塑泡罩包装机工艺流程图
2.特点
DPH(T)系列铝塑泡罩包装机的主要结构特点是板式成型、辊式封合,因此称为辊板(或板辊)铝塑泡罩包装机。它生产效率高、运行平稳、结构合理、操作简单、性能可靠。
3.DPH系列(辊板型)铝塑泡罩包装机典型设计
这类铝塑泡罩包装机采用板式预热、板式正压吹塑成型和辊式热封合的先进结构,整机符合GMP认证有关规定,达到国外先进国家20世纪90年代初同类产品水平,填补我国空白,可以代替进口产品。用于医药、食品等行业,对各种规格的胶囊、素片、糖衣片、胶丸剂及异型片等药品进行泡罩包装。
(1)主要机构设计 该机由下列主要机构部件组成:PVC放卷机构、铝箔放卷机构、PVC成型机构、PVC步进机构、平台装置、上料系统、热封合装置、板块校平装置、打字断裂线机构、冲裁前步进机构、冲裁机构、架体、传动系统、电控系统、气动控制系统,如图11-12所示。
1)PVC放卷机构。PVC放卷机构由放卷轴、放卷导辊、接片台等组成。工作时PVC片在步进机构的牵引下,PVC片经过导向辊和接片台进入预热装置。接片台的作用是将两卷PVC片接头利用粘胶带很方便的接上。当PVC用完时,设有自动停机开关。
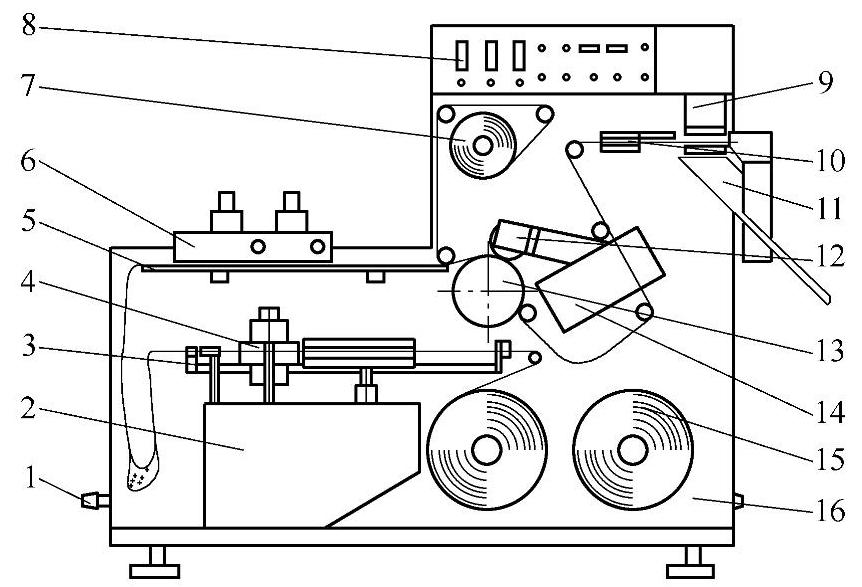
图11-12 整机示意图
1—气动系统 2—传动系统 3—PVC步进 4—预热、成型装置 5—平台装置 6—充填上料机 7—铝箔放卷 8—电气系统 9—冲裁装置 10—冲裁装置 11—成品输出机构 12—热压辊 13—主动辊 14—断裂线装置 15—PVC放卷装置 16—架体
2)铝箔放卷机构。铝箔放卷机构由放卷轴、固定导辊、张紧机构等组成。主要是将铝箔送入热封合机构,为防止铝箔卷松弛并保持一定的张力。该机构带有制动和张紧装置,当铝箔用完或折断时,设有自动停机开关,如图11-13所示。
3)PVC预热成型机构。
① 预热装置:采用接触式加热方式,由上下两块加热板提供热源,在上下加热板内均装有加热管。上加热板固定不动,下加热板随成型模具同步上下运动,当停机时下加热板由气缸带动下降到最低点,防止PVC温度过高而软化,如图11-14所示。
② 成型装置:该机采用板式正压吹塑成型,经加温软化的薄膜进入成型装置后,上下模具合上,压缩空气进入上模腔内,在气体的压力下PVC片贴紧在下模上,然后进行吹气成型。利用传动凸轮使上下模具合模,通过碟形弹簧来调整合模压力,上下模具分别通入冷却水进行冷却,如图11-15所示。

图11-13 PTP放卷辊示意图
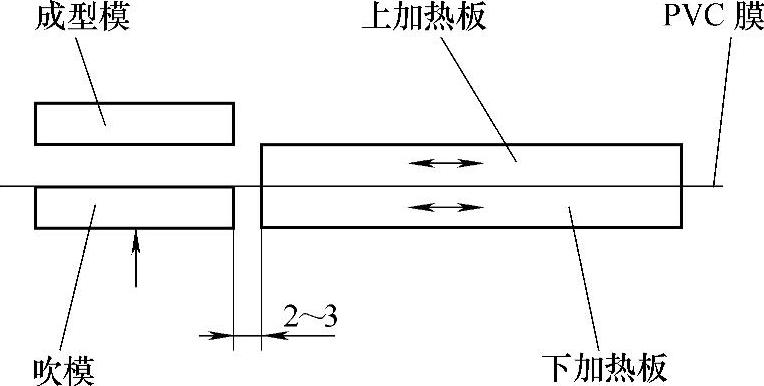
图11-14 加热板位置示意图
 (https://www.xing528.com)
(https://www.xing528.com)
图11-15 成型模、吹模的更换
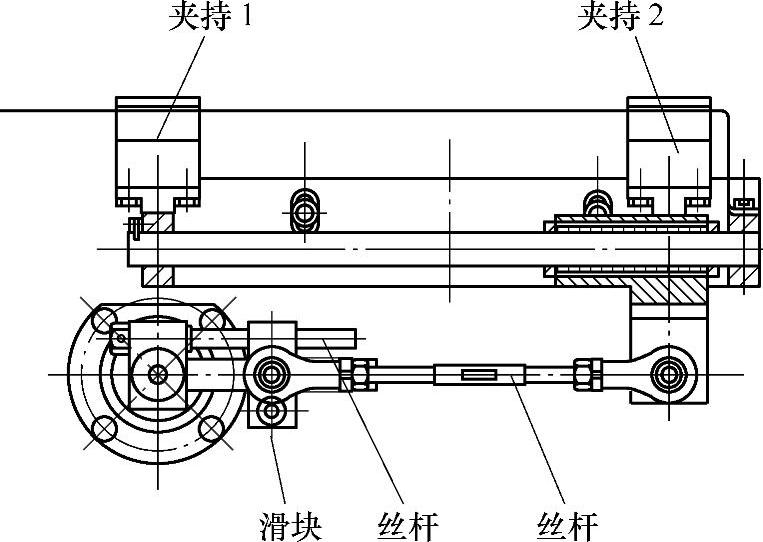
图11-16 夹持步进
4)PVC步进机构。PVC步进主要由机械传动和气动系统来完成,由机械凸轮通过摆杆带动导柱进行往复运动。步进由机械凸轮带动,回位靠弹簧拉动。该机在加热板前和成型后各有一处气动夹持机构,两处夹持由同一凸轮带动,保证加热软化后的PVC不被拉伸变形,如图11-16所示。
5)平台装置。DPH130机的充填平台长达1000mm,这足以保证设备在高速运行时所需的充填空间,特别是对特殊的包装物需要手工上料时,足够的充填距离更是至关重要的。
6)上料系统。DPH130机根据不同的物料配有不同的上料机,也可以根据用户要求设计专用上料机构。但无论何种上料机构都将最大限度满足用户要求。
7)热封合机构。DPH130机采用辊式封合,主要由热压辊、主动辊、自动平衡压力机构等部分组成,当停机时热压辊由气缸带动上升到最高点,防止PVC片温度过高。封合压力通过调整气缸压力来实现。加热管安装在热压辊中,为防止连续封合过程中温度过高而影响PVC泡罩和药品的稳定性,主动辊内通入冷却水对PVC泡罩进行冷却,如图11-17所示。
8)板块校平装置。根据辊式封合后板块弯曲的特点,DPH130机在封合后增加了一个游动辊来改善板块弯曲的状况,使板块平整。
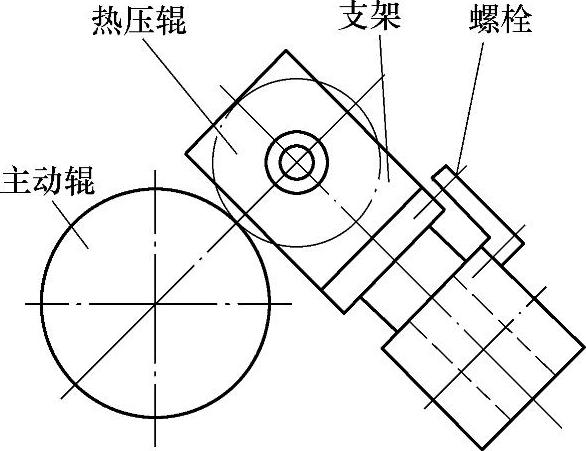
图11-17 热封合示意图
9)打字、断裂线机构。该机构由中间固定板、导柱、导向套、直线轴承、断裂线刀、字头、字头夹、退料板等部分组成,由偏心轴传动实现打字、打断裂线功能。字头夹、断裂线刀安装拆卸方便,调整容易。可同时打横纵断裂线。当板块改变时,需要更换此机构,如图11-18所示。
10)冲裁前步进机构。冲裁前步进机构由固定架、压紧装置、同步调整机构等零部件组成,其主要功能是向冲裁机构输送铝塑泡罩。
11)冲裁机构。冲裁是最后的包装工序,它把包装物品按规定的数量和排列形式冲切成板块,它主要由凸模、凹模、导柱、导套、凸模安装板和退料板等部件组成,如图11-19所示。
12)传动系统。传动系统主要由电动机、减速器、齿轮、链轮、凸轮、传动轴、连杆、摆杆等组成,整机的传动部件主要安装在主立板上,这样可保证传动系统的稳定性和各部件的安装基准,从而使整机的各执行机构平稳可靠的运转。根据辊板机的受力特点,为保证整机的性能,传动系统中采用了大量的进口轴承(图11-20、表11-1)。

图11-18 打字、断裂线机构
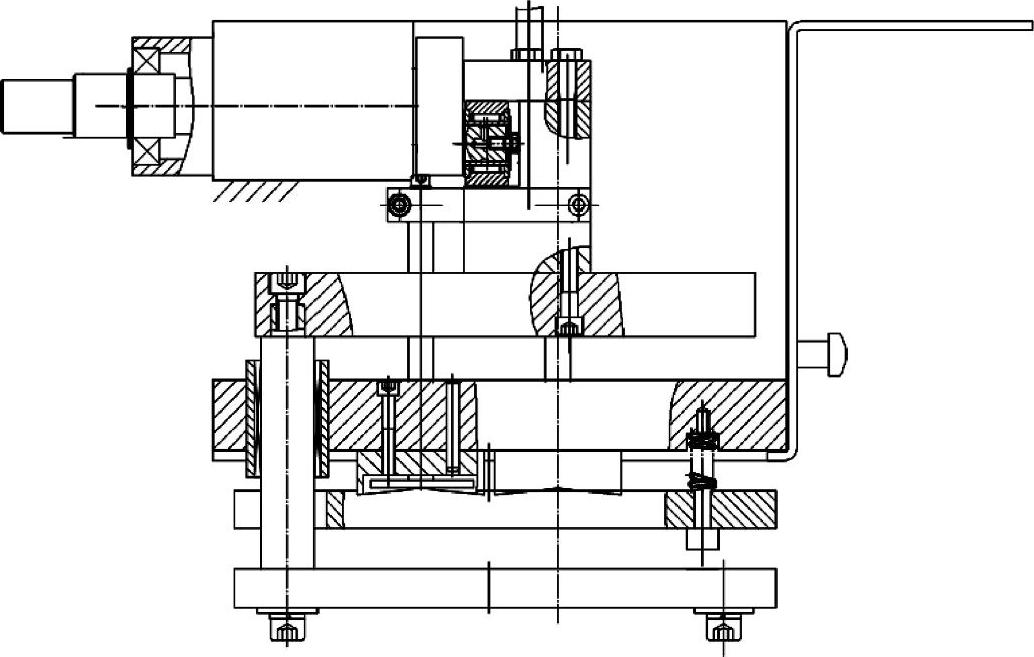
图11-19 冲裁装置示意图

图11-20 传动系统图
表11-1 关键位置轴承一览表

13)架体。架体采用箱式结构,内部安装有传动系统、气动系统等。架体前后均为可以打开的门,便于安装、检查和维修,架体上部安装有电控系统,主要传动件均安装在主立板上。机体下面有四个可调地脚,可使设备处于水平状态。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。