



(1)一般贴体包装机(即非食品类贴体包装机) 用于包装小五金等物品的一般贴体包装机其外形如图9-3所示,主要由以下几部分组成:①加热装置;②真空装置;③薄膜供给及夹持装置;④输送装置;⑤电控装置;⑥机架。
1)该类贴体包装机的包装工艺过程(图9-4):①将贴体薄膜从膜卷中拉出经夹持器(膜框)固定,随后夹持器上升,薄膜由加热装置加热;与此同时将包装物置于包装底板上,并送入真空室顶部的工作底盘内;②当薄膜经加热软化后夹持器下降,将其覆盖在待包装物上;③启动真空装置,在真空负压作用下薄膜紧贴包装物表面,并与底板相粘,形成密封包装;④贴体薄膜吸附到位后,夹持器打开,取出包装成品并进行分切。
2)该类机型的主要结构:
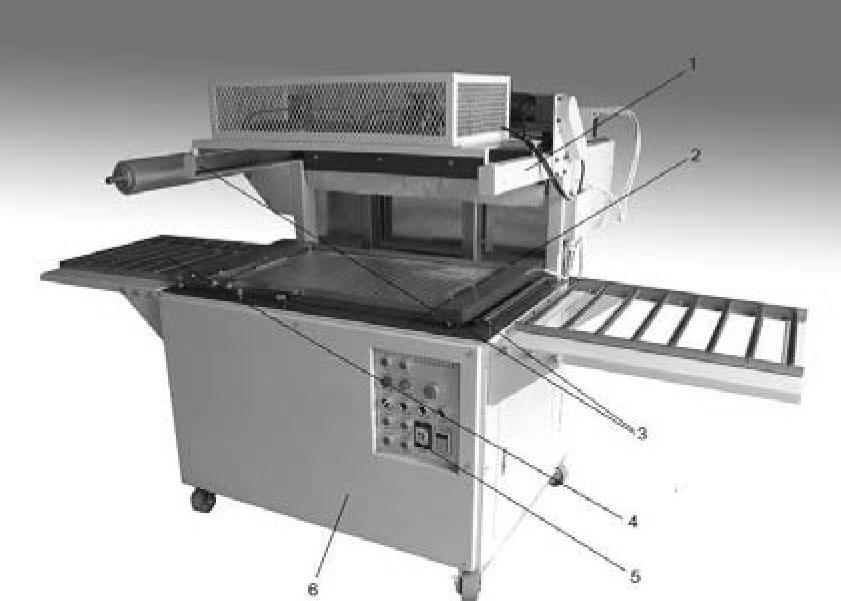
图9-3 非食品类一般贴体包装机外形图

图9-4 非食品类一般贴体包装机工艺过程
① 加热装置。该装置供加热贴体膜用,经加热后薄膜软化,便于贴体成形并易与底板相粘。目前热源提供方式一般有三种:电加热、远红外线加热及晶体辐射加热。加热装置的加热方式有常热式及瞬热式两种,前者能耗较大,但加热快,功效高,后者节能。为提高加热效果,常热式的加热装置一般做成移动式即可前后移动,而瞬热式加热均匀,迅速高效,加热时间可控。
② 真空装置。真空装置由真空泵、真空室及相应连接管路组成。真空室为一密闭腔室,上部作为工作台用,工作时,包装底板置于工作台上。由于底板具有透气功能,当真空泵开启抽真空时,覆盖物品的贴体膜与底板间形成负压,使薄膜紧贴物品表面并与底板牢牢粘合。真空泵为该装置的核心部件,其性能应达到抽力大、噪声低、适于长时间连续工作的要求。真空装置抽真空时间及加热装置的加热时间均应可调可控,其调整应根据薄膜厚度、底板透气性、包装物高度及外界环境温度等决定之(表9-1)。
表9-1 抽真空及加热时间参考值

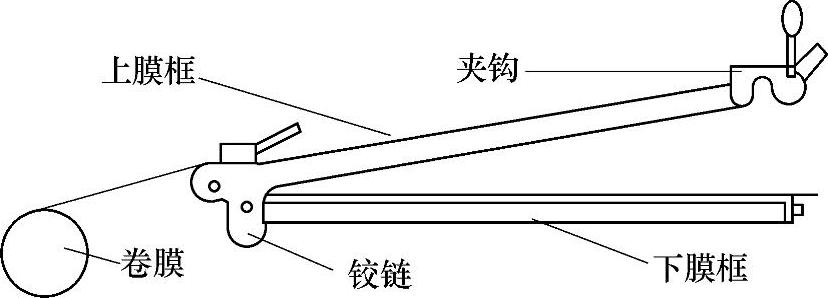
图9-5 薄膜夹持装置结构示意图
③ 薄膜供给及夹持装置。此装置包括卷膜支架和薄膜夹持机构两部分。夹持机构由上下两个长方形膜框铰接而成,上膜框可绕铰链开闭,当薄膜送入上下膜框之间后,将上膜框闭合,此时薄膜被上下膜框夹紧并由夹钩固定。结构示意图如图9-5所示。夹持机构可上下移动,使薄膜接近或远离加热装置,以便软化薄膜或进行真空贴体包装。其上升或下降均应有安全保护,以保证人身及设备安全。④输送装置。置于底板上的待包装物的送入及包装成品的输出均由该装置完成,一般为滚筒式,即由多个滚筒并列构成。根据物流需要有左进右出及右进左出两种输送方式。⑤电控装置。膜框升降、薄膜加热、真空室抽真空等控制均由电控装置完成,有关参数及时序定后,机器便按其自动完成。
(2)食品真空贴体包装机 食品真空贴体包装机是继一般体贴包装机后而发展的另一类贴体包装机型。由于其包装物为食品,故对薄膜、底板以及机器结构均有不同于上述一般贴体包装机的技术要求。首先要求薄膜无毒,符合食品安全卫生要求;其次底板为不透气型材料(一般为塑料片材,或纸塑复合板材,以及由他们加工而成的托盘),且与薄膜易于粘合;机器结构也应适合食品贴体包装工艺要求。
按自动化程度,食品真空贴体包装机可分为:手动单室式、手动双室式以及自动连续式三种。产品规格:对手动式真空室尺寸,按其宽度、长度划分;对自动式按最大托盘尺寸,即其宽度、长度区分。机器三种型式的外形如图9-6中a、b、c所示。
1)手动单室贴体包装机(图9-7):(https://www.xing528.com)
① 包装工艺过程:a.接通电源后,加热装置开始加热,直至设定温度;将盛有包装物的托盘装入托盘架中,并一并送入下工作室预料装置平台上;b.按下气缸按钮,顶料托板下降,托盘架随之落入下工作室内;将薄膜从供膜装置中拉出覆盖于下工作室顶面;c.将上工作室下压,直至与下工作室密合,随之上工作室先行短暂抽气,以便将薄膜上吸与加热装置中加热板靠近,使之加热软化;d.上下工作室同时抽气,此时受负压作用上下室自动紧闭。此后上工作室先停止抽气,下工作室继续抽气,位于其中的托盘架内的薄膜便紧贴包装物表面及托盘内壁完成贴体包装;e.上工作室放气,上工作室自动开启,顶料装置托板上升,将托盘架连同包装产品顶出,经人工或机械分切,至此完成了一个工作循环。

图9-6 三种形式外形图
a)手动单室式 b)手动双室式 c)自动连续式
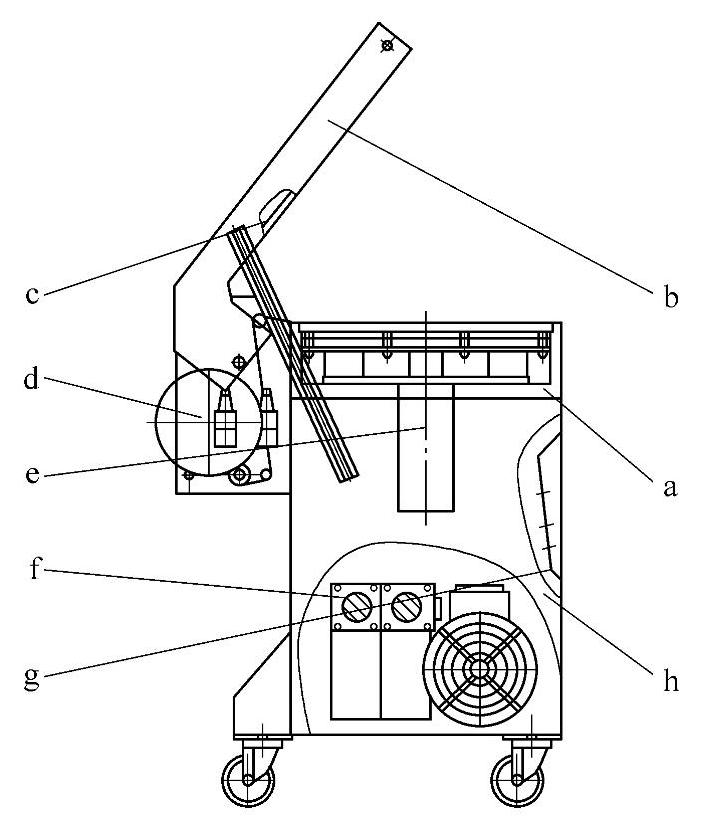
图9-7 手动单室式贴体包装机结构图
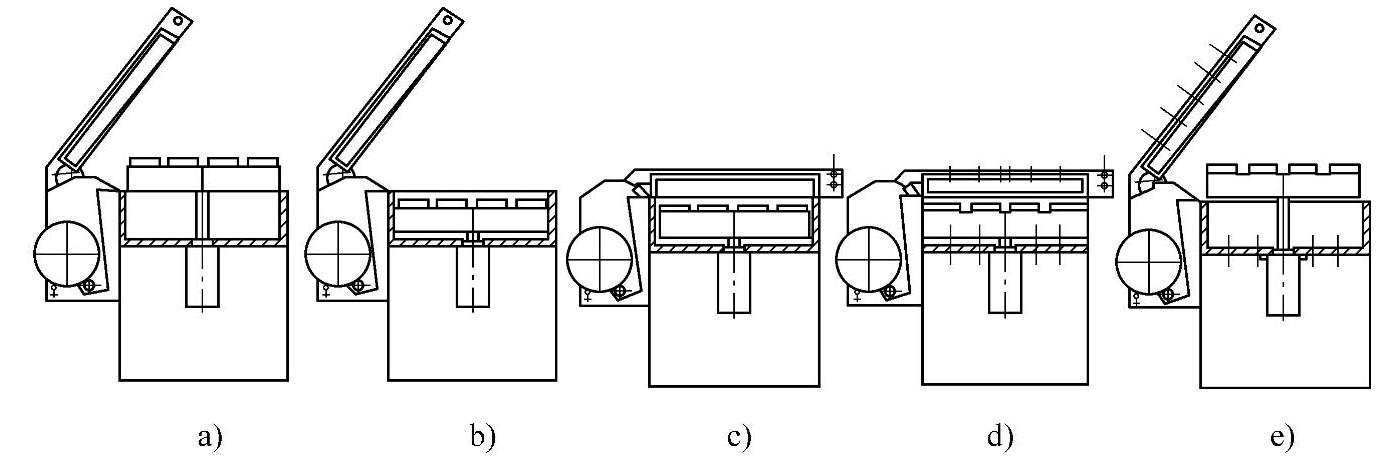
图9-8 手动单室式贴体包装机包装工艺过程
以上包装工艺过程如图9-8所示,其包装速度约为每分钟三个循环。
② 主要结构简介:a.下工作室。下工作室为该机核心部件,整个贴体包装在此完成。为保证足够的气密性及机械强度,一般由铝合金精密铸造而成,其上表面需精加工并保证一定平面度要求。b.上工作室。上下工作室闭合后形成一密封空间对食品进行贴体包装,二室结合处有密封条密封。上工作室气密性、机械强度、材料、加工等技术要求与下室相同。c.加热装置。该装置有蛇形电加热、加热板以及热电偶构成,并安装在上工作室腔内,加热板周围与上工作室接触处由密封条密封,加热板平面上均匀分布多排小孔,以便上室抽气时将薄膜上吸加热,为防止薄膜加热时与加热板粘连,加热板表面涂有防粘涂层。d.供膜装置。该装置用于放置卷筒薄膜,并可对拉出的薄膜进行展平、导向及切断。e.顶料装置。顶料装置由真空气缸及托板构成,气缸固定在下工作室底部,托板与气缸活塞相连,活塞上下运动时托板随之升降,从而将包装成品顶出或将待包装食品送入下工作室。f.真空系统。该装置为设备提供真空贴体包装动力源,包括真空泵、电磁阀及管路等。真空泵在整个包装过程中均处于运转状态,通过各电磁阀实现真空贴体包装工艺过程。g.电控系统。该机电气控制主要包括加热控制系统及真空控制系统两大部分。它们分别对加热温度和上、下工作室抽、放气时间、时序以及顶料托板的升降进行有效控制。
2)手动双室式贴体包装机:该机型有两个下工作室,两者轮番交替工作,共用一个上工作室,工作效率较高,包装速度约为每分钟五个循环,这是与手动单腔式不同之处。其结构组成及贴体包装工艺过程与手动单室完全相同。
3)连续式贴体包装自动机:自动连续式机型的工作原理如图9-9所示。
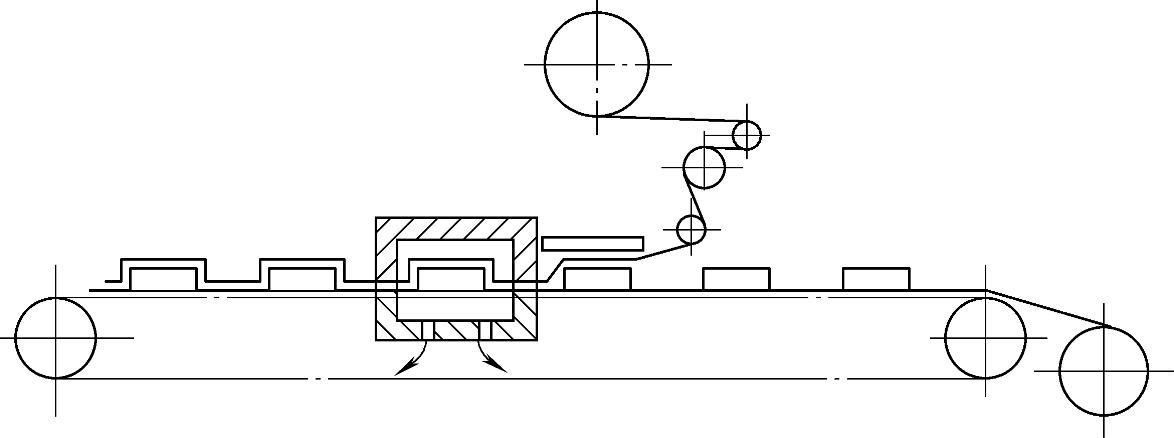
图9-9 自动连续式贴体包装机工作原理图
从卷筒膜拉出的贴体薄膜及塑料片材底托由输送带同步步进送入真空室,上膜经过加热装置时被加热软化,进入真空室后覆盖在位于底托上的食品表面,在真空作用下,上膜随即紧贴食品,并与底托周边粘合,包装成品排出后进行分切。
该机型由于自动连续作业,生产效率较高,每分钟最高可达10~15个循环。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。