



该类包装机按其包装工艺要求,一般由以下八个主要部分组成,如图7-6所示。
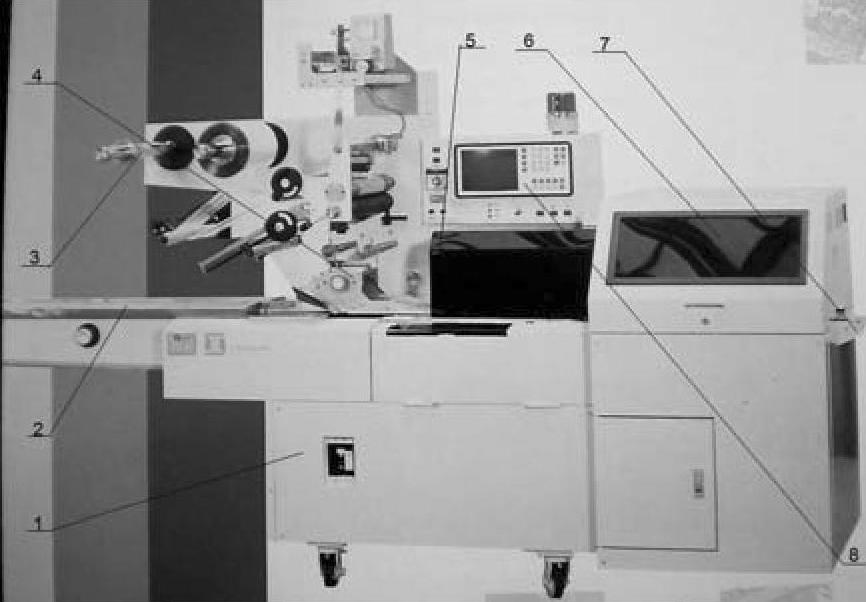
图7-6 结构组成
1)传动装置。该装置由传动部件和机架组成。传动部件由电动机驱动控制,目前其传动方式有很多种,如双变频、双伺服、单变频单伺服、三轴伺服等。机架一般为焊接结构,也有采用焊接件与铸件相结合。机架下部有可调支承座,用以调节整机水平位置,对于小机型为便于移动,还装有可移动脚轮。
2)进料装置。该装置由工作台及物料传送带组成。工作台面板位于工作台两侧,用于放置包装物,由人工放入传送带,其宽度可以调节;工作台中间为物料引导板,物料置于两个引导板之间,并根据物料宽度,可对引导板间距进行调节,以保证物料在其间顺利通过。
传送带主要由一环形特制输送链及推料头构成,推料头等间距分布在环形链条上,其间距按物品长度确定。推料头调整或更换应方便快速,有不同结构可供选用。
3)供膜装置。位于机架左上方的供膜装置用于安装卷筒包装薄膜,卷膜轴向位置可调,以保持其中心与进料中心一致,有的还具备自动对中功能,节约调整时间,筒膜更换方便快捷。
为了提高功效,一些供膜装置设有前后平行的两个筒膜轴,当一卷薄膜用完后,另一卷薄膜自动对接,不需停机更换。
与筒膜轴相连的制动机构可保证薄膜卷运行中具有恒定张力,不致因其松散或爬行而影响包装效果。
筒膜轴下方的一组辊筒,其作用是将薄膜表面展平,以利于成形裹包,同时通过调节相关手柄,还可调整薄膜色标与光电头的相对位置以及打码标记在薄膜上的位置。为适应不同类别物品的包装,供膜装置分上置式及下置式如图7-7所示,前者应用较多,结构如上所述;下置式又叫下供膜式,它适用于无托盘零散物品,多个复合产品及挂面等条状物品的包装,其包装材料安装于机器下部,薄膜可直接托载包装物品。
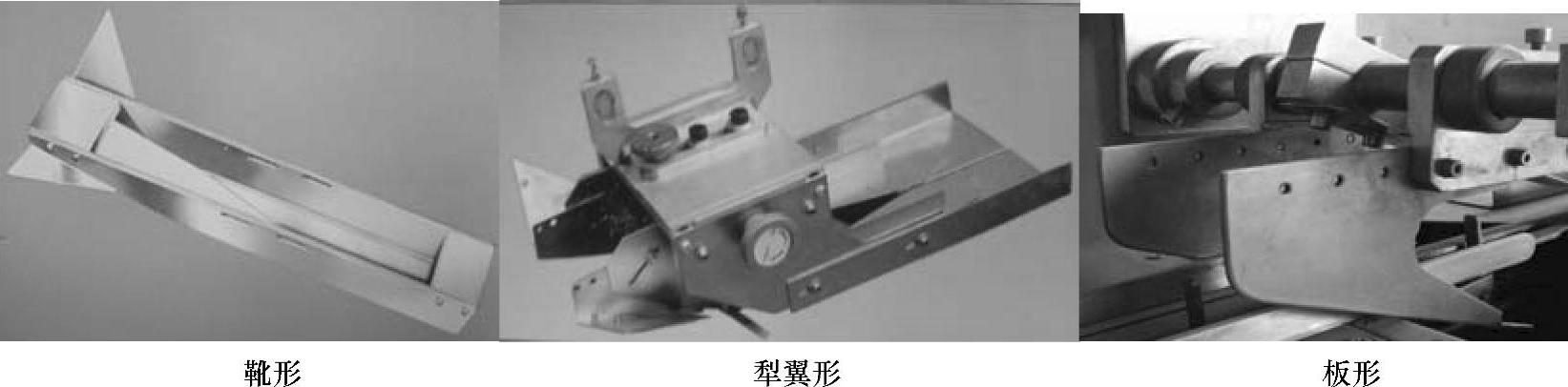
4)成形器。成形器又叫制袋器,它可将连续送入包装机的片状薄膜制成圆筒状,以利裹包物品,是卧式枕形包装机的关键核心部件。现在使用的成形器其结构型式多种多样,但基本上可分为两大类:一是固定式,即一种成形器仅适合相应的某种宽度物品或某一特定物品的包装。二是可调试,即通过调整成形器二成形板间距或整个成形器相对于薄膜进给的位置(如上、下或前、后位置),可在一定范围内适应不同包装宽度。在结构上有靴形、犁翼形和板形等,如图7-8所示,其中以犁翼形最为复杂,板形最简单。
5)纵封装置。该装置又叫中封装置,有三对相向回转的滚轮,对包装薄膜分别做牵引、热封及折边。包装薄膜经成形器制成圆筒状并裹包有物品(经进料推头送入),依次沿三对转动的辊轮啮合处,连续纵向移动,完成纵向封口及折边。
根据供膜方式的不同,纵封装置有两种结构型式:当采用上供膜时,纵封装置的纵向牵引封口、折边均位于物料下方;下供膜时,则位于物料输送平面的上方,此时由于牵引、封口、折边等均在物料上方进行,故物料受热影响较小,调节、保养较为方便。两种装置结构基本相似。
热封辊轮开机时自动齿合,停机时自动分开,避免不工作时将夹在热封辊间的薄膜烤糊。牵引辊的开合也是可以控制的,同时可随意调整包装的松紧度。
6)横封装置。横封装置又叫端封装置,在上下平行轴上分别安装封切器,并相向转动。经纵封的带物筒袋,在此可完成横向封合及分切,结构如图7-9所示,调节弹簧压缩量可获得不同的封合压力,温度由传感器通过温控系统调节控制。
封口花纹形式基本有三种,即横纹、直纹及网纹,如图7-10所示,可根据不同包装要求进行选定。
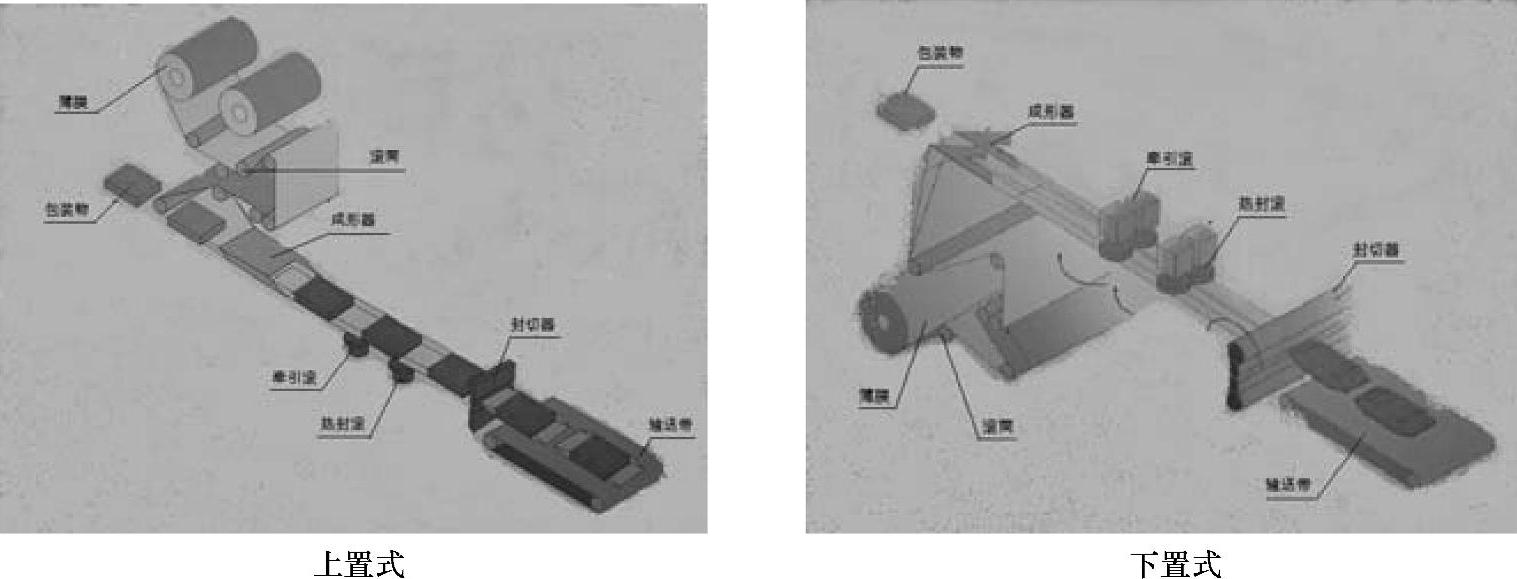
图7-7 供膜装置
 (https://www.xing528.com)
(https://www.xing528.com)
图7-8 成形器结构
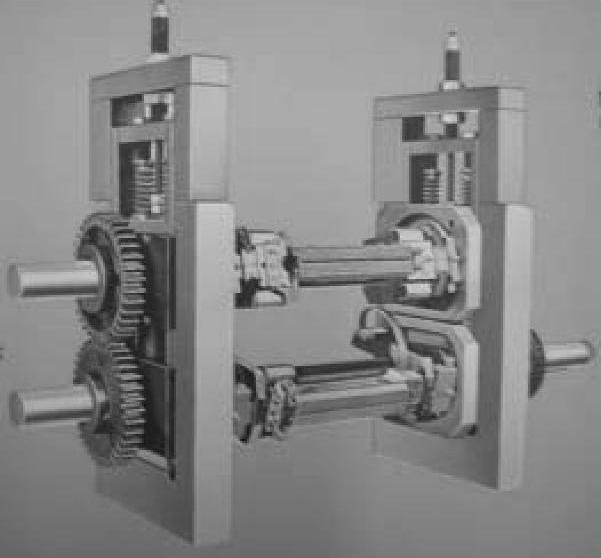
图7-9 横封装置

图7-10 封口花纹形式
如图7-11所示,切口形式一般有四种,即直切式、锯齿式、V形开口及不断式(带易撕孔或压痕)。

图7-11 切口形式
为保证封口质量,上下封切器啮合水平位置应与包装制品中心位置一致,故封切器的高度为可调式。上下平行轴上分切器的数量可为一对或两对,如图7-12所示。一对时,转一圈封切一个产品;两对时,转一圈则可封切两个产品。
该装置一般均具有多种保护功能,如过载保护,即分切时若由于异物被压而过载时便自动停机;定位停止,即正常停机时上下分切器一定处于分离状态,以避免黏膜,或使薄膜糊化而影响正常封切。
封切器有两种形式:①旋转式——上下封切器相向回转,目前,一般包装普遍采用此种形式;②往复式——在封口过程中,上下封切器按半圆式轨道往复运动,如此延长了封口时间,从而可提高封口质量,它比较适合有一定厚度,或对密封性要求较高物品的枕形包装。两种形式的工作原理如图7-13所示。
7)输出装置。包装好的成品分切后由该装置的运输带送出。成品输出速度应略大于纵封薄膜牵引速度。
图7-12 封切器
图7-13 封切器形式
a)旋转式 b)往复式
8)电控系统。整机的包装过程及工艺参数设置由电器控制系统实现。该系统由可编程序控制器(PLC)、可编程人机界面(触摸屏)、模拟量输入/输出模块、传感器、电动执行原件及相关电器元件构成。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。