



(1)膜牵引系统的组成 膜牵引系统主要由预牵引机构、纠偏机构、成型机构和牵引机构组成。
预牵引机构的作用是预储膜,对膜的张力进行释放,储膜装置的储存膜张力几乎是恒定的,消除了膜卷的大小对于膜的牵引产生影响,膜卷越小,牵引力越大。为了不影响制袋成型,进行预牵引,膜在牵引成型前端保持恒张力。
牵引成型机构采用翻领成型器,牵引包括驱动和膜牵引轮。
(2)膜预牵引机构 膜的预牵引功能是将卷筒上的膜经过放膜机构预先储存到储膜机构上,使膜在制袋区域保持恒张力。膜的预牵引机构如图6-14所示,由放膜机构和储膜机构组成。
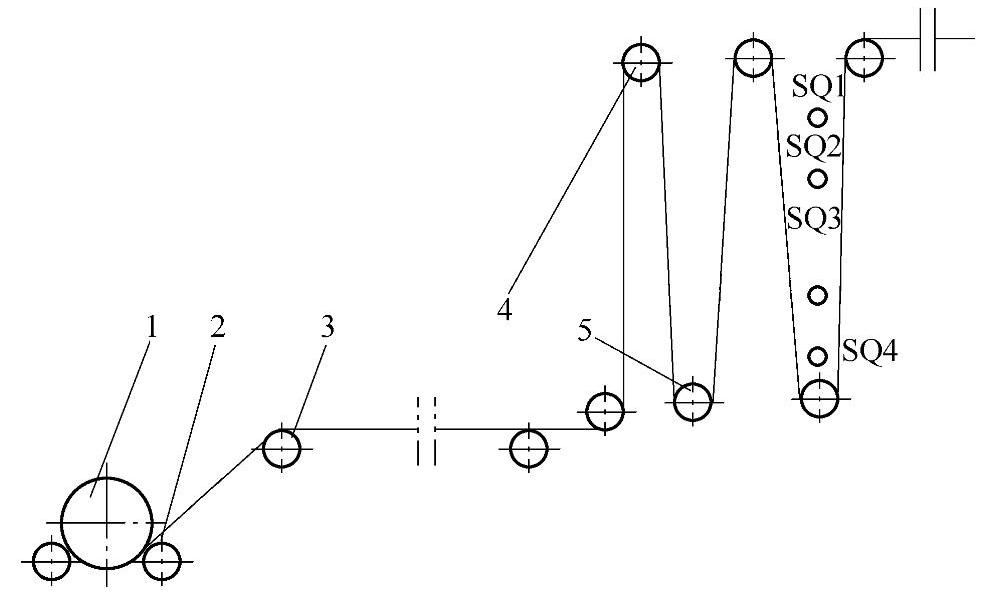
图6-14 膜预牵引机构结构简图
1—卷筒膜 2—驱动滚 3—过渡滚 4—固定滚 5—移动滚
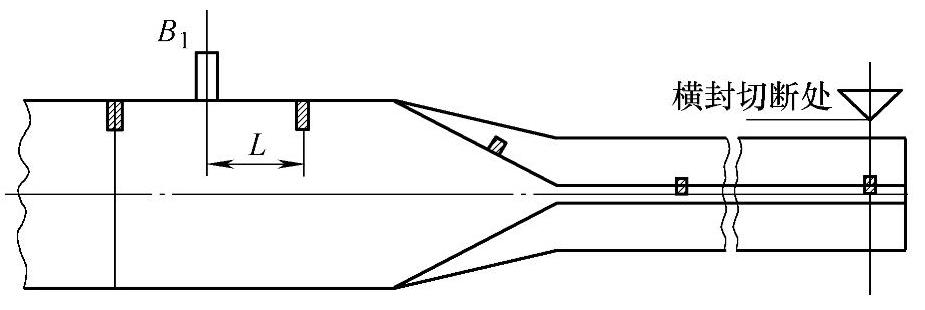
图6-15 色标检测与横封切断位置关系简图(https://www.xing528.com)
储膜机构由机械挡块限位结合检测开关进行控制,检测开关SQ1和SQ2移动滚上升时对预牵引电动机M5运行控制,当SQ2检测到信号后,预牵引电动机M5慢速起动运行,SQ1检测到信号后预牵引电动机M5加速运行。移动滚下降过程中,检测开关SQ3和SQ4对预牵引电动机M5运行控制,SQ3检测到信号后预牵引电动机M5减速运行,SQ4检测到信号后预牵引电动机M5停止,随着制袋对膜的牵引,移动滚开始上升。设置SQ2和SQ3检测开关的目的是预牵引电动机M5有一个慢速运行段,移动滚比较长的保持在某一个移动范围内,减少预牵引电动机M5的起停次数。
(3)制袋过程中膜牵引的控制原理 如图6-15所示,切刀和色标检测之间的距离不是袋长的整数倍,之间有一个差值L(切断位置调整参数)。根据下料电动机的运行位置,起动牵膜电动机运行。膜牵引过程中,从牵引开始到色标之间,膜牵引电动机不记数运行,当光电开关B1检测到色标后,控制驱动器减速并运行L距离后停止,保证横封封合和切刀的切断准确,消除了膜在牵引过程中的积累误差,这种光电检测定位方式称为部分定长控制法,L的数值在人机界面上设置。优点是本次牵引误差在下一次牵引中会消除,不会产生积累误差。缺点是伺服电动机的运行距离是通过换算得出,伺服电动机是闭环运行,牵膜的实际长度无法检测,准确性受到牵膜过程中摩擦力、膜的张力等变化的影响,造成了牵膜误差。
(4)制袋的膜牵引驱动方式的比较 立式枕形袋包装机制袋常用的膜牵引驱动方式有变频器控制异步电动机的驱动,步进电动机驱动,伺服电动机驱动等方式。
1)变频器控制异步电动机的驱动。变频器控制异步电动机的驱动是常用的驱动方式之一。其工作原理是牵引开始到色标之间,旋转编码器对袋子进行检测,PLC不计数,检测色标的光电开关检测到色标,进行计数,定长牵引,完成一个袋子的牵引。优点是成本较低,牵引相对准确,同时可以消除积累误差。缺点是电动机的起停频率受到限制,最高可以满足70包/min的牵膜动作,误差比较大。
2)步进电动机驱动。步进电动机的驱动是常用的驱动方式之一。其工作原理是牵引开始到色标之间,PLC不计数,检测色标的光电开关检测到色标,进行计数,定长牵引,完成一个袋子的牵引。优点是成本适中,牵引相对准确,起停频率较高,最高可以满足90包/min的牵膜动作,同时可以消除积累误差。缺点是步进电动机的控制属于开环控制,膜牵引的准确受牵引滚和膜的摩擦影响较大,稳定性较差,误差比较大。
3)伺服电动机驱动。伺服电动机的驱动是常用的驱动方式之一,是目前比较理想的驱动系统。其工作原理是牵引开始到色标之间,PLC不计数,检测色标的光电开关检测到色标,进行计数,定长牵引,完成一个袋子的牵引。优点是闭环控制,牵引相对准确,起停频率较高,可与其他伺服电动机同步运行,设置运行曲线,最高可以满足120包/min的牵膜动作,同时可以消除积累误差。缺点是运行成本比较高,膜牵引的准确受牵引滚和膜的摩擦影响较大,运行速度比较高,对于牵引滚的磨损比较大。
颗粒物料高速立式包装机是高技术含量的包装机,应用前景广阔。随着伺服电动机控制系统的技术发展,国内加工水平的提高,有了跳跃式发展。产量为120包/min的技术是在基于顺序分时和部分同步控制的基础上设计开发的。若再次提高包装速度,达到连续包装,一方面采用同步控制技术,如膜牵引和封切同步进行。另一方面,计量系统采用多头计量、多头下料,方能达到快速准确的包装。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。