



折叠式裹包机是指用挠性包装材料裹包产品,将末端伸出的包装材料折叠封闭的机器。折叠式裹包机一般是先将物品置于包装材料上,然后按顺序折叠各边。在折边过程中根据工艺要求,有的依靠包装材料受力变形而成型,有的电热烫合,有的则在最后一道折边之前上胶使之粘合。
折叠式裹包机包装外形美观,使用广泛。常用来裹包巧克力、方糖、糖果、茶叶盒外部包装、香烟及香皂等。
折叠式裹包形式多样,因此裹包方法和裹包设备种类也很多。以下简要介绍几种典型的折叠裹包工艺路线。
(1)卧式直线型 图5-2为卧式直线型折叠裹包工艺路线。产品与包装材料接触后一起被水平输送:在输送过程中,实现对包装材料折叠并封口。
根据物品不同的供送路线,又分为三个方案:图5-2a中物品首尾衔接,也可以不衔接,比较灵活,但供送路线较长;图5-2b中物品不能首尾衔接,将物品由工位Ⅰ推送到工位Ⅱ的执行机构必须做平面曲线运动,供送路线短;图5-2c中物品也不能首尾衔接,但供送路线最短。三种方案均在实际中有应用。
(2)阶梯型 图5-3为阶梯型折叠裹包工艺路线。在裹包过程中,被裹包物品和包装材料接触后,既有作水平直线运动,又有作垂直直线运动。图5-3a方案中物品先水平运动,再做垂直运动,封口在长侧边和两端面;图5-3b方案中物品先垂直运动,再水平运动,封口在底边和两端面。
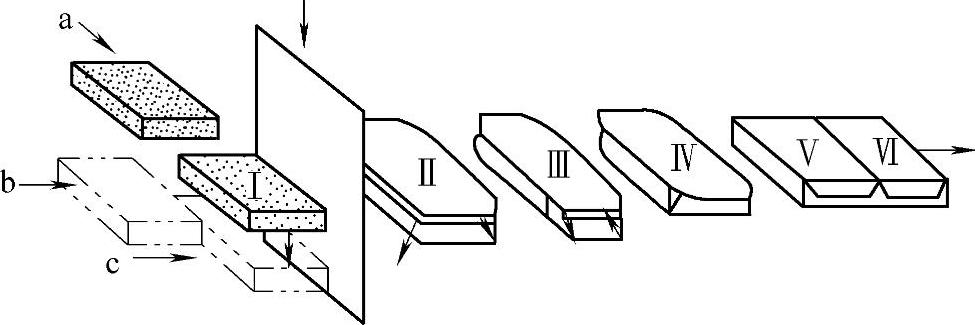
图5-2 卧式直线型折叠裹包工艺路线
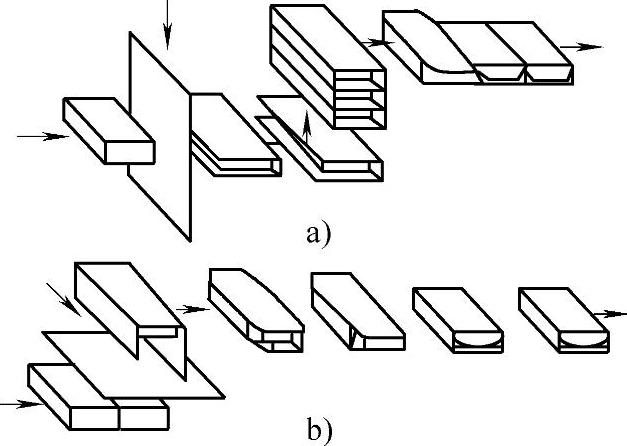
图5-3 阶梯型折叠裹包工艺路线
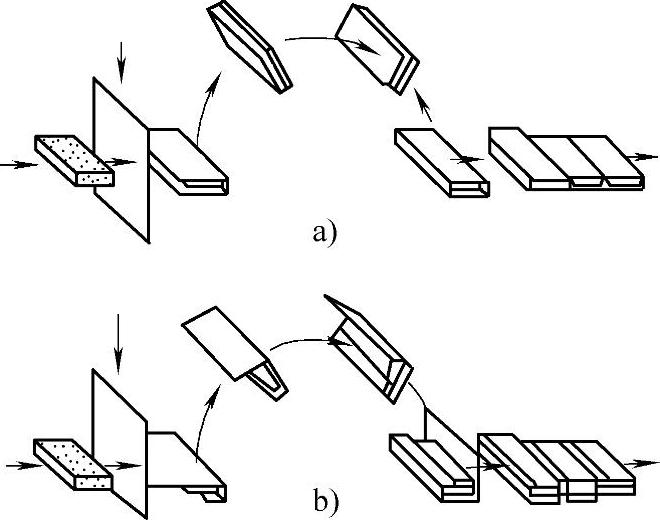
图5-4 组合型折叠裹包工艺路线
(3)组合型 图5-4为组合型折叠裹包工艺路线。在裹包过程中,被裹包物品和包装材料既有直线运动又有圆弧运动。由于接缝形式不同,有以下两种方案:①方案中封口在长侧边和两端面(图5-4a);②方案中封口在底边和两端面(图5-4b)。
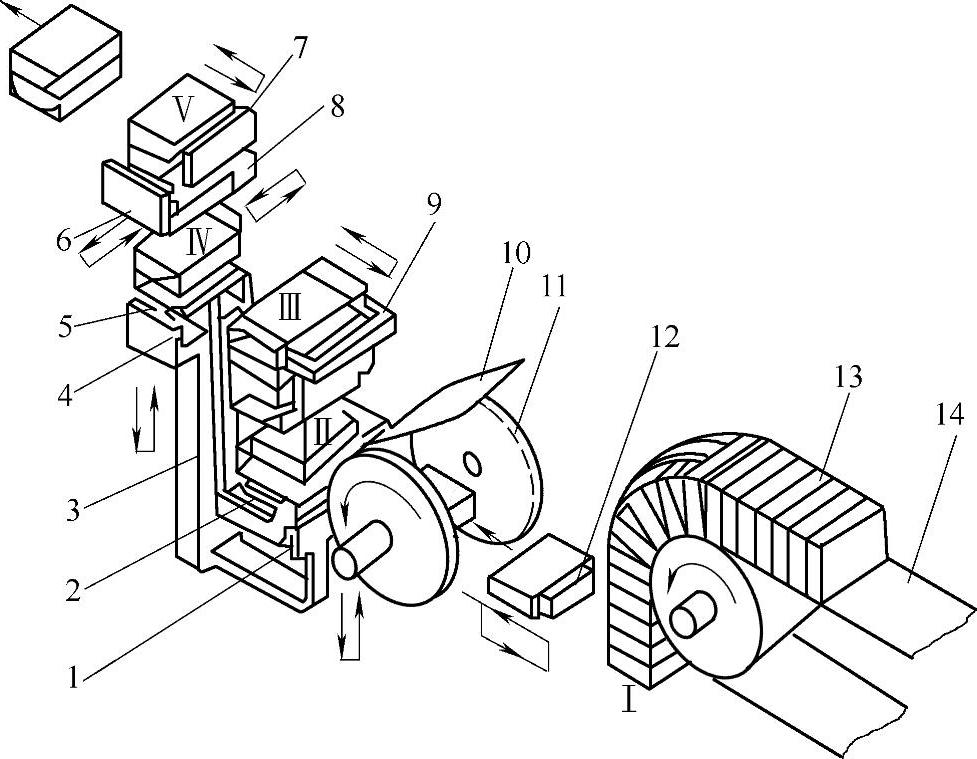
图5-5 折叠裹包工艺路线
1—侧面折纸板 2—托板 3—侧面热封器 4—端面折纸板 5—托板 6—左端面热封器 7—推板 8—右端面热封器 9—折角器 10—包装材料 11—送纸辊 12—推料板 13—被包装物品 14—输送器
由于裹包物品的种类繁多,折叠裹包工艺路线、折叠裹包形式也多种多样,因此,实现折叠裹包的机器种类也很多。现举一例说明。图5-5为一种折叠式裹包机的工艺路线图,表示用防潮玻璃纸裹包卷烟小包的全过程。输送带14将被包装物品13送到工位Ⅰ,然后借水平步进式推料机构12使之前移。送纸辊11的表面匀布许多与真空室相通的小孔,以便吸附包装材料10并送至预定位置。当推料板12将物品13推送到工位Ⅱ时,包装材料遂被固定折纸板裹成⊂形。接着,侧面折纸板Ⅰ向上运动将包装材料折成“口”形。托板2上升后,将物品上移一定距离,包装材料又被固定折纸板折叠。在工位Ⅲ,侧面热封器3将搭接在各个物品侧面的包装材料加以热压封合。待垒满四个物品后,折角器9对移至顶部的物品两端伸出的包装材料进行折角,并将物品移向工位Ⅳ,端面折纸板4将两端下部的包装材料向上折叠,然后托板5将物品向上推送,推送过程中两端上部的包装材料又被固定折纸板折叠。在工位Ⅴ,端面热封器6和8对两端的包装材料热压封合。待垒满四个物品后,由推板7将顶部的两个已裹包好的成品输出。
图5-6为裹包机传动简图。因要求侧面折纸板1和端面折纸板6作同步运动,故将他们固联,由凸轮28驱动。托板2和7也作同步运动,故也将他们固联,由凸轮27驱动。侧面热封器5和端面热封器9、11虽然工作行程方向各不相同,但其行程大小和工作时间是一致的,由圆柱凸轮3经齿轮4同时驱动。折角器8由偏心轮13驱动。输出推板10由凸轮12驱动。步进式推料机构(即推料板23)借偏心轮26、29驱动按预定平面曲线轨迹运动,将被包装物品由工位Ⅰ逐次推送到工位Ⅱ为止(图5-5)。压纸辊18和牵引辊24将被包装材料15和撕裂带16夹紧并向前供送。切口刀19可将已粘合在包装材料上的撕裂带切成一个U形切口,它由一对非圆齿轮17传动而作非匀速转动,调节一对非圆齿轮17在其轴上的周向位置,能改变切口刀切撕裂带时的角速度,从而可改变U形切口的长度。切纸刀20将被包装材料和撕裂带切断,由于牵引辊24的表面上匀布许多与真空室相通的小孔,所以包装材料被切断后仍被吸附在牵引辊表面上。当牵引辊表面上的小孔转至与送纸辊25接触时被解除真空,包装材料遂被送纸辊25(其表面也匀布许多与真空室相通的小孔)吸附过去,并被送到预定位置。
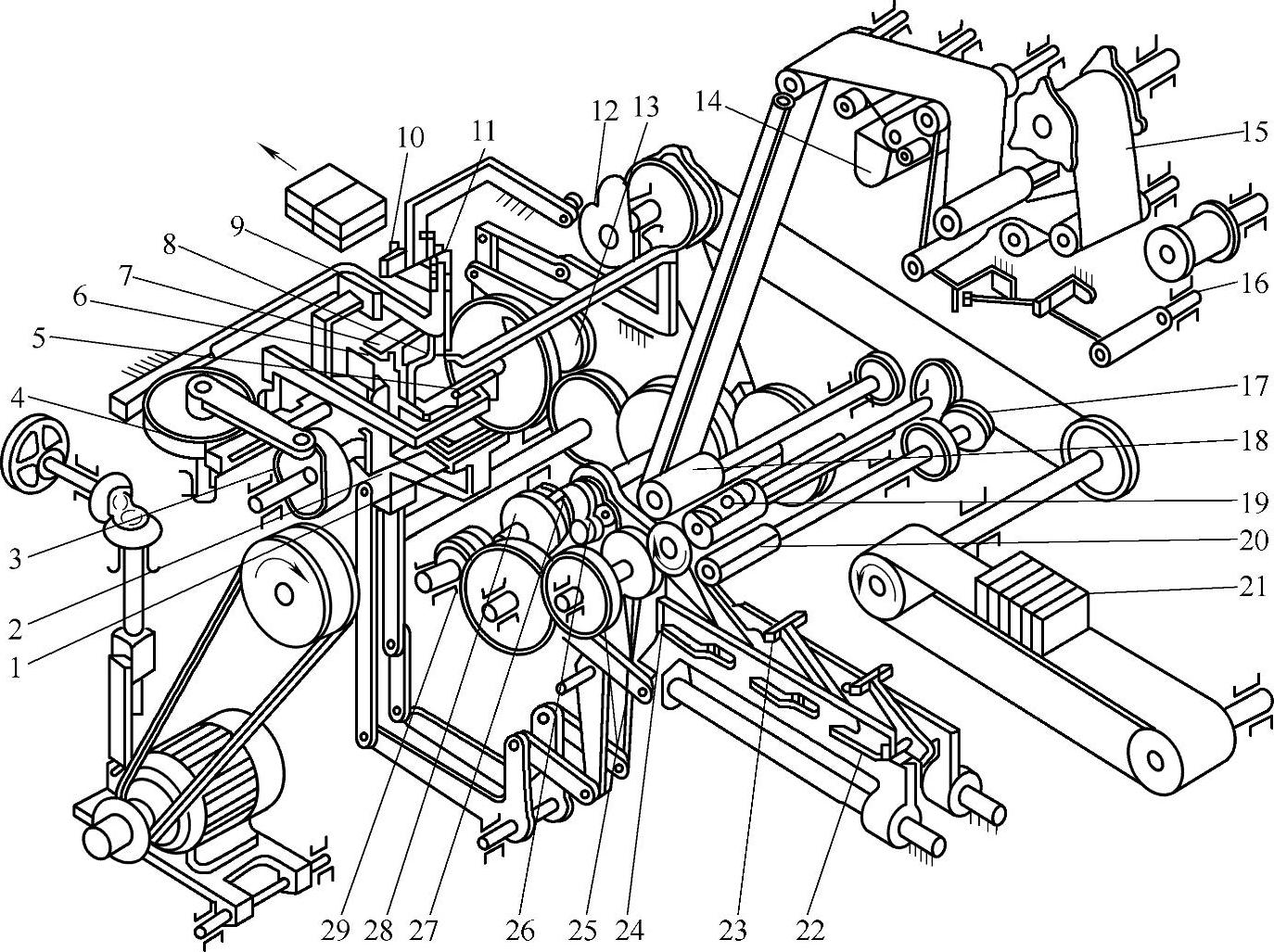
图5-6 裹包机传动简图
1—侧面折纸机 2—托板 3—圆柱凸轮 4—齿轮 5—侧面热封器 6—端面折纸板
7—托板 8—折角器 9—侧面热封器 10—推板 11—端面热封器 12—凸轮 13—偏心轮 14—粘合剂储槽 15—包装材料 16—断裂带 17—非圆齿轮 18—压纸辊 19—切口刀 20—切纸刀 21—被包装材料 22、23—推料装置 24—牵引辊 25—送纸辊 26、29—偏心轮 27、28—凸轮
显然,为了完成裹包操作,裹包执行构件与被包装物品及包装材料之间应有适当的相对运动。如,有的物品及包装材料不动,而执行构件运动;有的执行构件不动,而物品及包装材料运动;还有的物品及包装材料同执行构件都要运动,但速度互不相同。
对静止的执行构件,只需做结构设计。而对运动的执行构件却要根据裹包操作的要求,选择和设计合适的机构使之实现预期的运动规律。
1.条盒透明纸裹包机
该机为全自动包装机,被包装物品由输送带连续供给,包装材料采用卷筒式连续供送。在条盒(如香烟)表面裹包一层透明纸,增加包装装潢质量和提高产品的保干、保湿能力。
(1)条盒透明纸裹包机的组成及工作原理 图5-7为条盒透明纸裹包机外形图。该机主要由条盒输入装置1、包装系统2、透明纸供送系统3、动力装置4、条盒输出机构及控制系统等组成。可用于包装盒装茶叶、条盒烟及长方形块状物品等。
图5-8为条盒透明纸裹包机工作原理图。图5-8中b为条盒烟6由条盒输送带送入条盒托板7上。此时,被定长切断的透明纸1由a位送到条盒托盘7的上部,并覆盖在条盒上面。接着条盒压下两个微动开关,主电动机即起动,条盒托板7带着条盒6与透明纸1沿垂直通道8上升,在垂直通道的导向下,使透明纸呈倒U形包裹条盒。当条盒托板7上升到最高位之后,条盒摆动板2与长边折叠板3一起将条盒托住,此时,托板7开始下降到起始位。当条盒摆动板2托住条盒并保持一段时间后,长边折叠板3将透明纸包裹后的底面一长边折叠完毕,如d位所示。与此同时,推板与两顶端折叠板4开始运动,完成e位所示的两顶端面前部的折叠任务。在4继续向前输送的过程中,底板和固定折叠板5完成如f位所示的另一底面长边和两顶端后部的短边折叠任务。随后,底面热封器9向上运动,将底部长边热封。条盒在推板的推动下进入输出机构,在输出机构两侧固定折叠板的导向下,先后完成两顶端面的下部长边折叠和上部长边折叠任务(h、i位)。最后由两端热封器9将条盒两端透明纸热封,完成整个透明纸盒的包装任务。
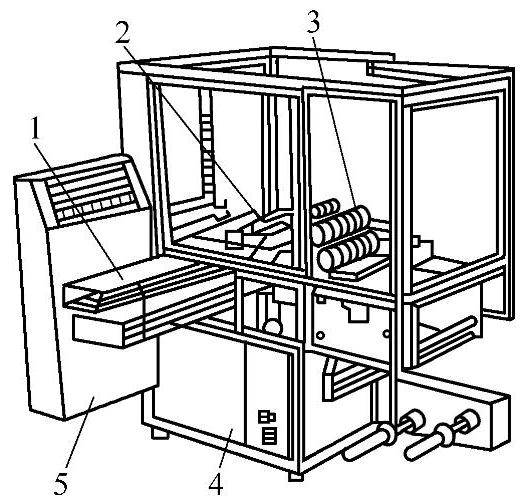
图5-7 条盒透明纸裹包外形图
1—条盒输入装置 2—包装系统 3—透明纸供送系统 4—动力装置 5—电气控制柜
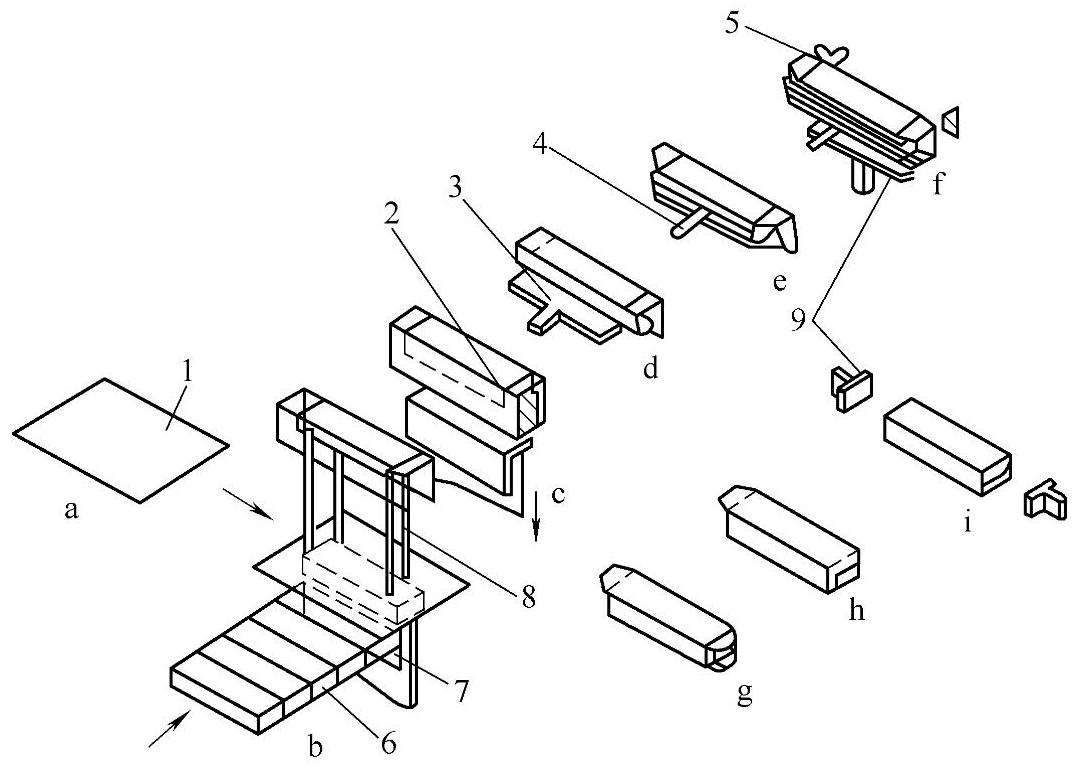
图5-8 条盒透明纸裹包机工作原理图
1—透明纸 2—摆动板 3—折叠板 4—推板与两顶端折叠板 5—固定折叠板 6—条盒烟 7—条盒托板 8—垂直通道 9—热封器
该裹包机的折叠裹包工艺路线为阶梯型,如图5-3b所示。其包装工艺流程如图5-9所示。图5-9a为条盒进给,同时透明纸进给并定长切断;图5-9b为透明纸到位,同时条盒上托形成倒U形裹包;图5-9c为底面长边被折叠;图5-9d为两顶端后部的短边被折叠;图5-9e为底面的前长边被折叠,热封底面长边,折叠两顶端前部的短边;图5-9f为折叠两顶端的下部长边和上部长边,并完成两顶端封合。
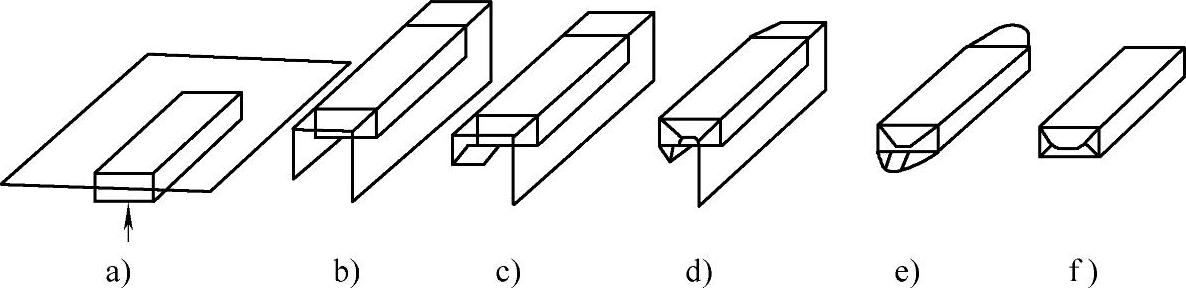
图5-9 包装工艺流程图
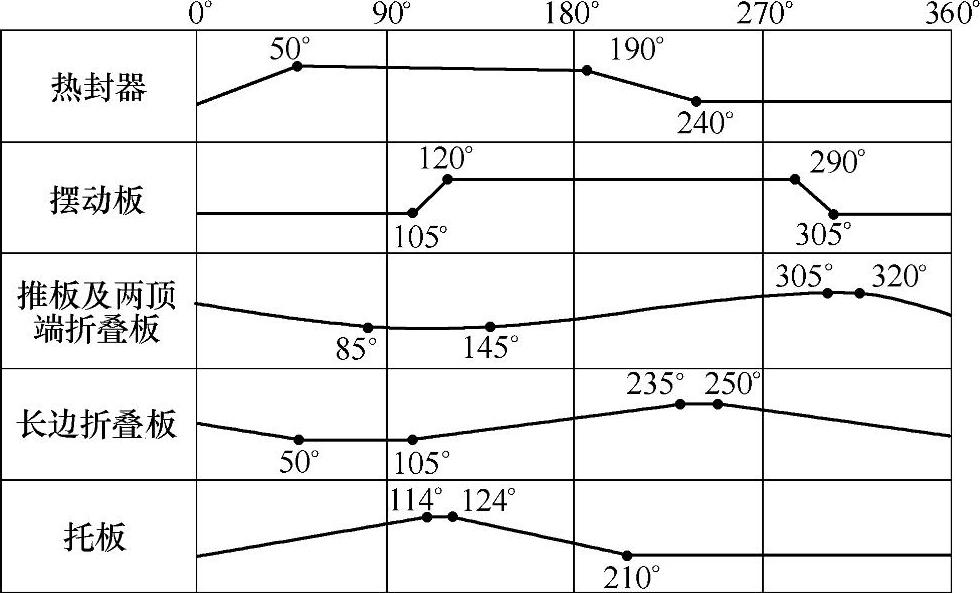
图5-10 工作循环图
图5-10为条盒透明纸裹包机工作循环图。托板(J1,图5-11)在0°~114°时,将条盒与覆盖的透明纸一起提升到最高位置,并在114°~125°时停在最高位。条盒摆动板(J5,图5-11)在105°~120°为向前摆动,与120°摆到终点并停留,当托板(J1,图5-11)在124°时开始下降,摆动板(J5,图5-11)将条盒托住。透明纸长边折叠板(J2,图5-11)在105°~235°时,折叠条盒底部后侧长边,并在235°完成折叠。条盒推板及两顶端折叠板(J3,图5-11)在145°~305°时,首先完成折叠两端短边;在前进的过程中的235°时再完成折叠条盒底部前侧长边,同时将后侧边长边压住,长边折叠板(J2,图5-11)在250°开始返回。接着由固定折叠板进行折叠前侧短边,在305°完成并停留至320°。摆动板(J5,图5-11)在(90°~305°)返回。热封器(J6、J7,图5-11)在50°~190°条盒停止时,完成端部热封。
(2)传动系统 图5-11为条盒透明纸裹包机的传动系统原理图。本机传动系统设有主传动与辅助传动两条传动链,辅助传动链由电动机M2驱动。当机器处于待料状态时,电动机M2转动,使条盒输送带运转,实现条盒供送。当机器正常工作时,电动机M2停止转动,条盒输送带则由主动链驱动。主电动机M1与电动机M2始终处于互锁状态。在机械传动中为防止传动干涉,链轮Z10、Z16上均装有单向超越离合器。条盒透明纸裹包机传动路线如图5-12所示。(https://www.xing528.com)
主传动系统主要由主体传动、成型传动、条盒输入传动、透明纸输入传动等系统组成。
1)主体传动系统。主体传动是由主电动机M1,通过带动D1/D2及两对斜齿轮Z1/Z2和Z3/Z4传动,将运动传动到凸轮轴Ⅲ上。
2)成型传动系统。成型部分的传动可分为托板的传动、透明纸长边折叠板的传动、条盒推板的传动及热风器的传动。
托板J1、透明纸长边折叠板J2、条盒推板J3三者的运动,均由凸轮轴Ⅲ上的三个大凸轮T1、T2、T3分别驱动各自的摆杆、导杆、铰链等实现。
透明纸长边折叠挡板J5、热封器(J6、J7)的运动则由凸轮轴Ⅵ上的凸轮T4、T5驱动。凸轮轴Ⅵ由凸轮轴Ⅲ通过链轮Z7、Z8驱动。
3)条盒输入传动系统。条盒的输入传动即为输入传动带J4的传动,它可由凸轮轴Ⅲ,通过两对链轮Z9/Z10和Z11/Z12及一对齿轮Z13/Z14来驱动,也可由电动机M2通过减速器D、链传动Z15/Z16来带动。
4)透明纸输入传动系统。透明纸输入传动,通过凸轮轴Ⅲ上的一对锥齿轮Z5/Z6带动电器凸轮轴Ⅶ转动,经链传动Z17/Z18分别带动Z19、Z25传动,通过齿轮Z19/Z20、Z21/Z22和Z23/Z24带动输纸辊J10、J11转动,实现送纸。同时经Z27/Z26带动旋转切刀J8转动,完成切纸。另由切刀轴上的齿轮Z27,通过齿轮Z28将运动传递给透明纸输送小传动带,完成切断纸的供送。

图5-11 条盒透明纸裹包机的传动系统原理图
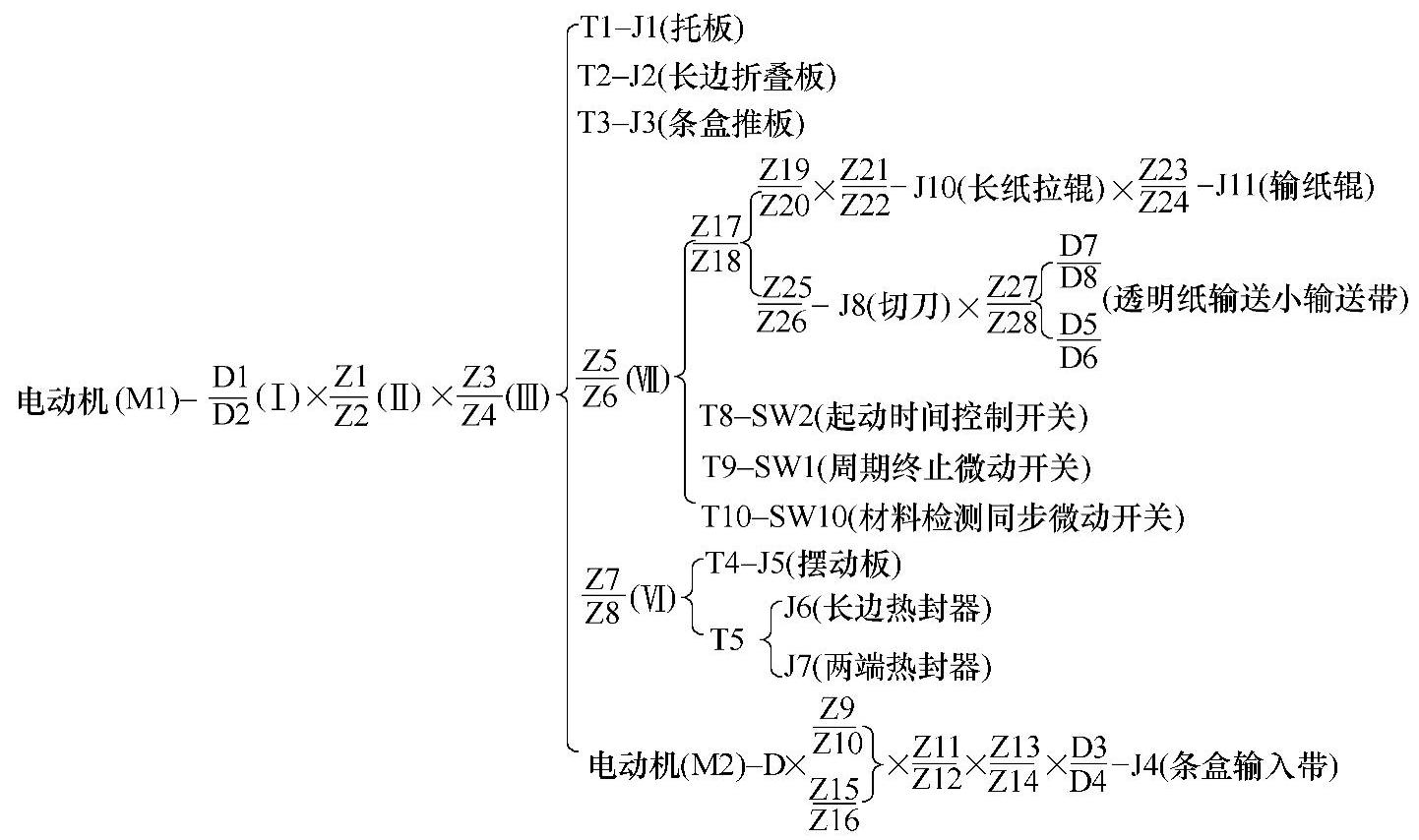
图5-12 条盒透明纸裹包机传动路线
2.香皂自动包装机
香皂自动包装机采用机械式无级调速,单张片纸对香皂(或其他块状物料)进行折叠裹包。
(1)技术参数
1)生产速度:90~140块/min。
2)包装材料:30~80g/m2单片纸。
3)包装规格:长70~85mm;宽40~55mm;高20~30mm。
4)电动机:0.75kW。
5)外形尺寸(长×宽×高):2300mm×800mm×1350mm。
(2)香皂自动包装机的组成及工作原理 图5-13为香皂自动包装机结构示意图。它主要由香皂供送机构1、推皂机构2、顶皂机构4、折叠上胶热封机构6、供纸机构8及传动控制系统等组成。
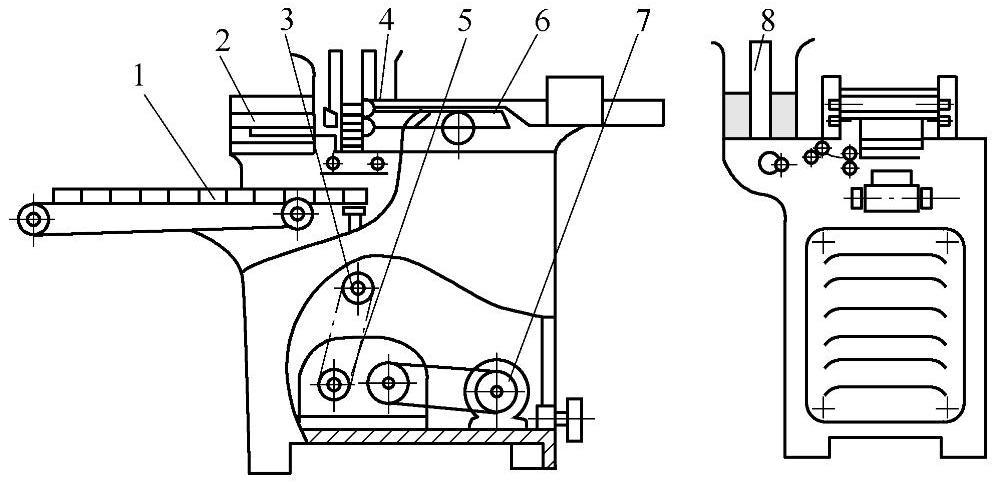
图5-13 香皂自动包装机结构示意图
1—香皂送进机构 2—推皂机构 3—分配轴 4—顶皂机构 5—减速器 6—折叠上胶及热封机构 7—无级变速机构 8—供纸机构

图5-14 香皂自动包装机工作原理图
1—片纸库 2—香皂 3—纸片 4—进皂输送带 5—顶皂器 6—挡块 7—挡纸板 8—弹性侧板 9、10、11、13—固定折叠板 12—上胶辊 14—加热装置 15—折角—推皂机构 16—左下折叠板 17—供纸辊 18—摩擦轮 19—成品
图5-14为香皂自动包装机工作原理图。该机采用摩擦轮18、供纸辊17完成片纸供送;棘轮机构驱动进皂输送带4间歇送进香皂;顶皂器5由曲柄滑块机构驱动,将香皂及包装片纸垂直上推,经弹性侧板8,使包装片纸紧裹香皂成倒U形;香皂被推至顶部后,先由左下折叠板16向右做折边动作,接着折角-推皂器15向右进给,完成折端后角,并推动香皂右移;在香皂右移过程中,经固定折叠板9、10、11使香皂与包装纸完成底边、端前角、端下边的折叠;上胶辊12对端上边涂胶,后经固定折叠板13完成裹包过程。完成裹包的香皂经加热装置14将胶水烘干粘牢。其包装工艺流程如图5-3b所示。
图5-15为该机的工作循环图。由图可见,顶皂机构在0°~120°上升顶皂,在220°返回到始点;抄纸机构在125°~220°完成抄纸,于345°返回;推皂机构在180°~415°完成推皂并返回至始点。
该机执行机构采用了四杆机构的组合,它充分利用了组合机构在内外极限位置从动件近似停留的特点,因此,顶皂、推皂、抄纸在起始点均为近似停留。
图5-16为顶皂四连杆组合机构示意图。曲柄摇杆机构在内极限位置附近运动时,与其串联的曲柄滑块机构DEF也在它的内极限位置附近运动,从而使顶板1在最低位置(起始点)有一段近似停留时间。该机构常用于裹包机械。
(3)传动系统 图5-17为香皂自动包装机传动系统示意图。该机采用V带分离锥轮无级变速机构,其中,D1为分离锥轮、D2为固定锥轮,通过改变D1与D2之间的中心距可实现无级变速。电动机经无级变速机构、齿轮减速器1、链传动Z1/Z2传到分配轴Ⅲ上。轴Ⅲ经锥齿轮Z3/Z4、链传动Z5/Z6驱动送纸机构。轴Ⅲ经链轮Z7、棘轮步进机构3带动进皂输送带间歇运动。偏心轮T1、T2、T3通过连杆机构分别带动推皂机构、折叠机构、顶皂机构等完成折叠裹包操作。

图5-15 工作循环图
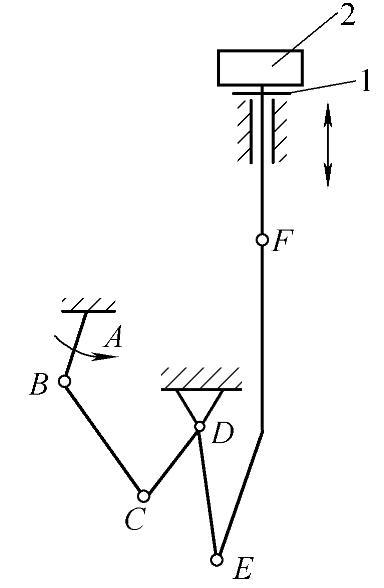
图5-16 顶皂四连杆组合机构示意图
1—楔板 2—香皂
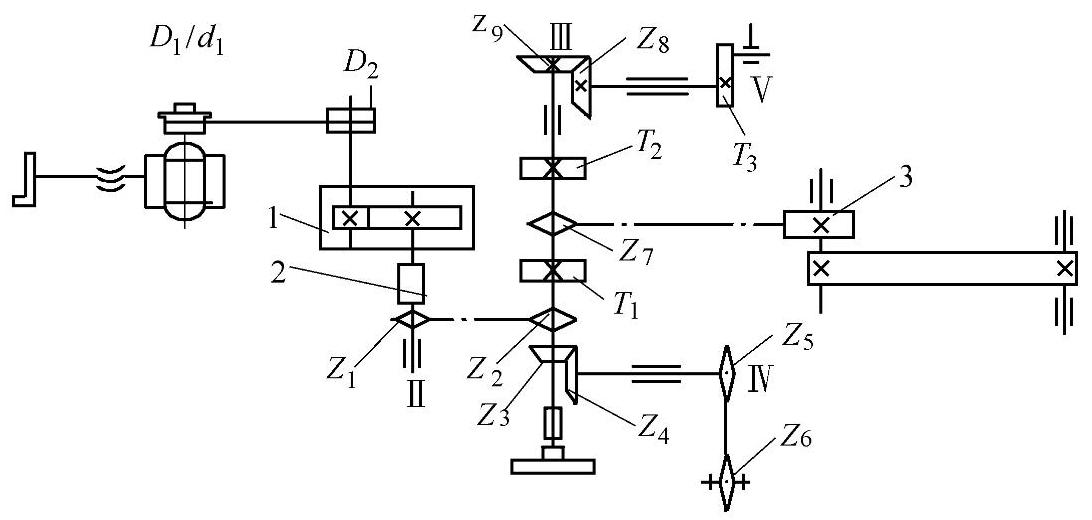
图5-17 香皂自动包装机传动系统示意图
1—减速器 2—离合器 3—棘轮步进机构 T1、T2、T3—偏心轮
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。