



【项目任务提出】
一、项目描述
电镀生产线采用专用行车,行车架装有可升降的吊钩;行车和吊钩各由一台电动机拖动;行车前进、后退和吊钩升降由限位开关控制;生产线为三槽位。工作循环为:工件放入镀槽→电镀5min后提起停放30s→放入回收液浸32min提起后停16s→放入清水槽清洗32s提起后停16s→行车返回原点。电镀生产线的控制流程如图4-4-1所示,图中SQ1~SQ4为行车进退限位开关,SQ5、SQ6分别是吊钩上、下限位开关。
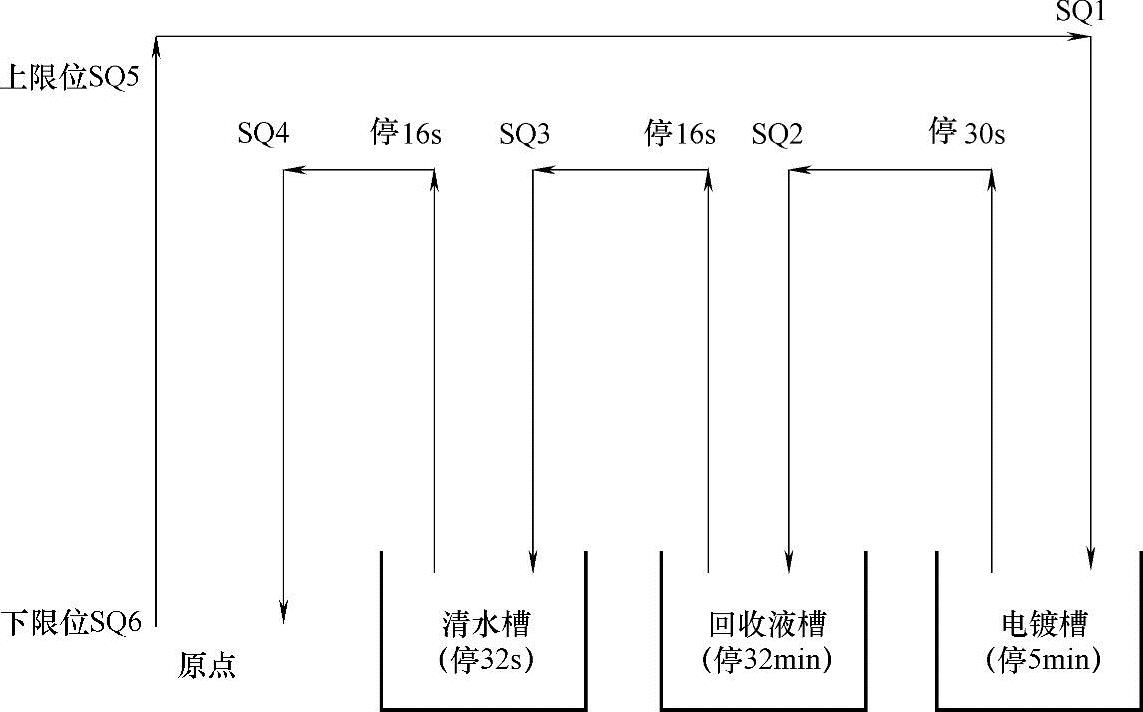
图4-4-1 电镀生产线的控制流程图
二、项目考核要求
1.电路设计
根据任务,设计主电路图,列出PLC控制I/O(输入/输出)元件地址分配表,根据加工工艺,设计梯形图及PLC接线图,列出指令表。
2.安装与接线
1)将熔断器、接触器、继电器、转换开关、PLC装在一块配线板上,将方式转换开关、行程开关、按钮等装在另一块配线板上。
2)按PLC控制I/O(输入/输出)接线图在模拟配线板上正确安装,电器元件在配线板上布置要合理,安装要准确、紧固、配线导线要紧固、美观,导线要进入线槽,导线要有端子标号,引出端要用别径压端子。
3.PLC键盘操作
熟练操作PLC键盘,能正确地将所编程序输入PLC,按照被控设备的动作要求进行模拟调试,从而达到设计要求。
4.通电试验
正确使用电工工具及万用表,进行仔细检查,最好通电试验一次成功,并注意人身和设备安全。
【项目实训目标】
一、知识目标
1)熟练使用PLC步进梯形指令的编程方法,灵活使用辅助寄存器M。
2)熟练地借助顺序控制功能图编程实现电镀生产线控制系统,理解对每步的划分。
二、技能目标
1)熟悉使用PLC软件系统,熟悉的输入与调试PLC程序。
2)能对调试过程中出现的故障进行正确分析与排除。
三、情感目标
培养学生对实际问题的思考与分析能力,以创新的思维解决实际问题,增强应用能力,建立学生对学习的信心。
【项目准备】
一、相关知识
参见模块四 项目三 顺序功能图相关知识。
二、技能准备
熟练掌握PLC编程方法与设计技能,熟悉PLC软件的使用,熟悉电气识图与线路安装及PLC的通电调试运行。
三、工具与材料
1)电工常用工具:验电笔、螺钉旋具(一字形与十字形)、尖嘴钳、剥线钳、电工刀、万用表等。
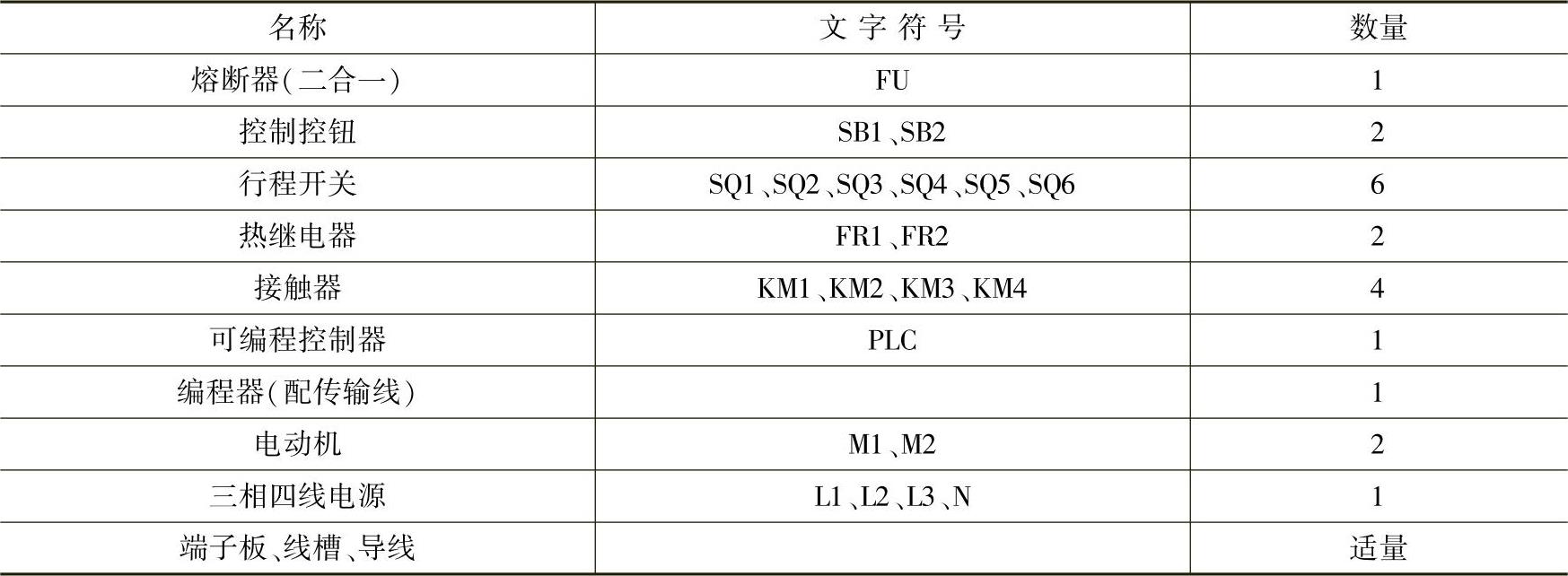
2)实训材料表如表4-4-1所示。
表4-4-1 实训材料表

(续)
【项目实施】
一、分析题意
根据上述控制要求,条件中暗含着起动键与停止键,起动键与停止键作为输入端口X26与X27,各限位开关作为输入量端口,各项执行动作都作为输出量端口,上升与下降、向左与向右可以用正反转控制。根据上述控制过程画出电镀生产线状态图如图4-4-2所示。
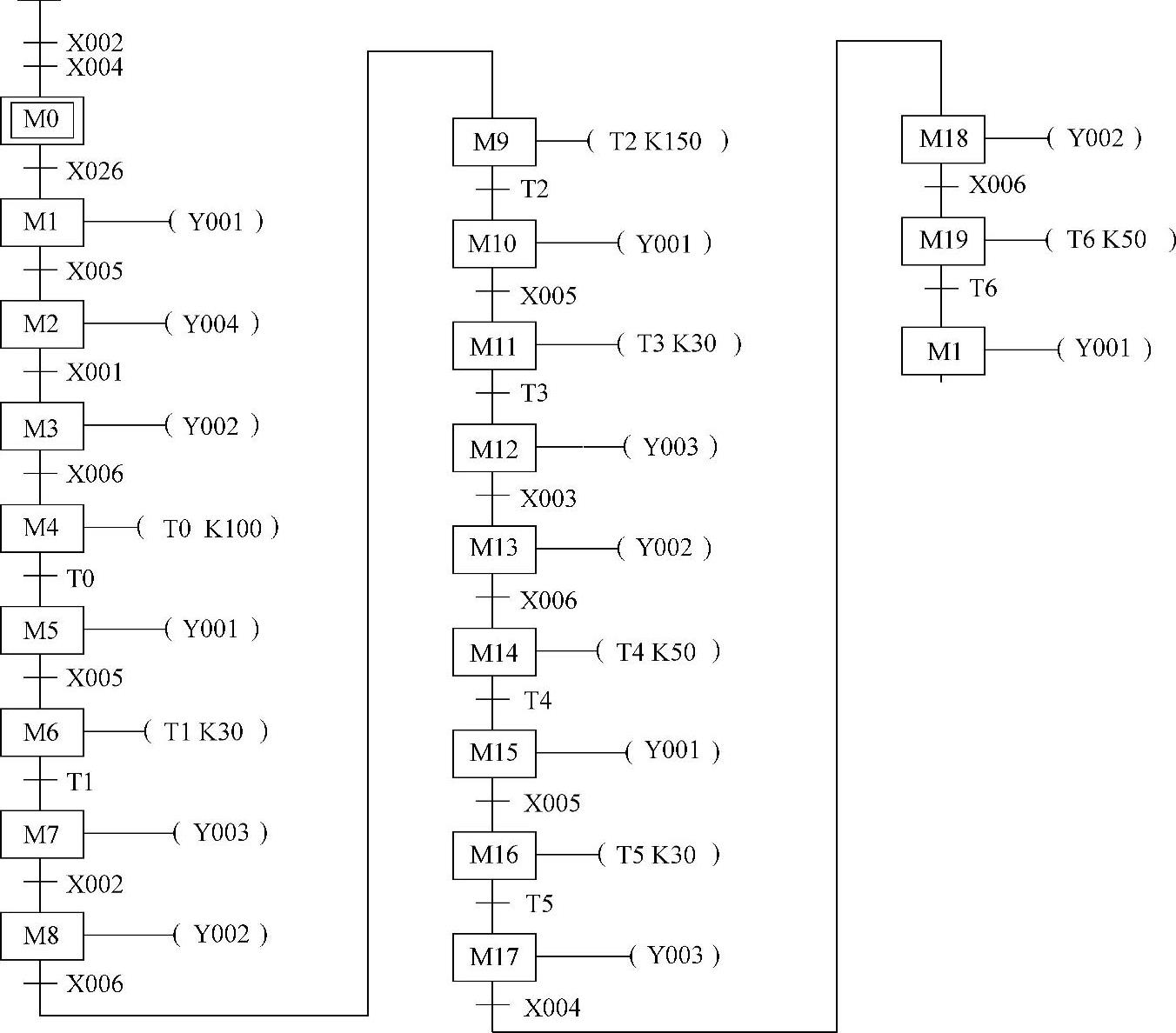
图4-4-2 电镀生产线状态转换图
二、设计主电路图
电镀生产线主电路如图4-4-3所示。
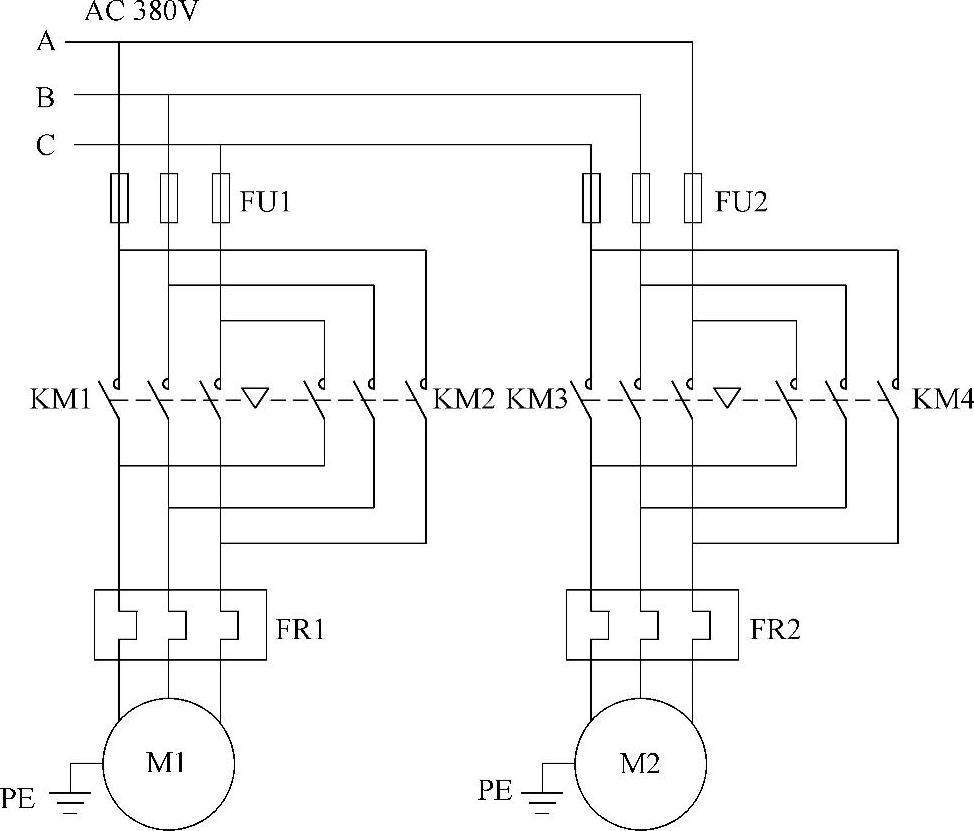
图4-4-3 电镀生产线设计主电路
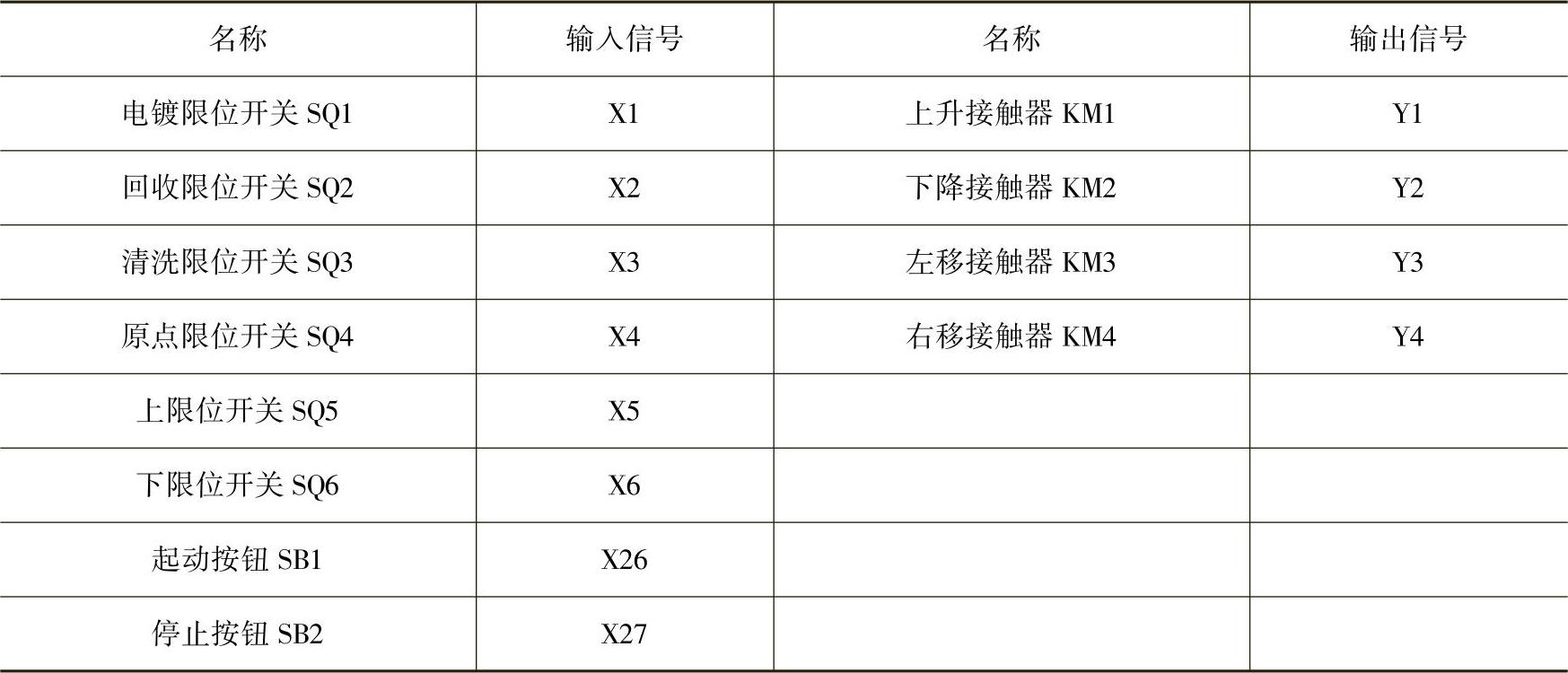
三、I/O分配(https://www.xing528.com)
列出I/O分配表如表4-4-2所示。
表4-4-2 I/O分配表
四、设计梯形图及I/O接线图
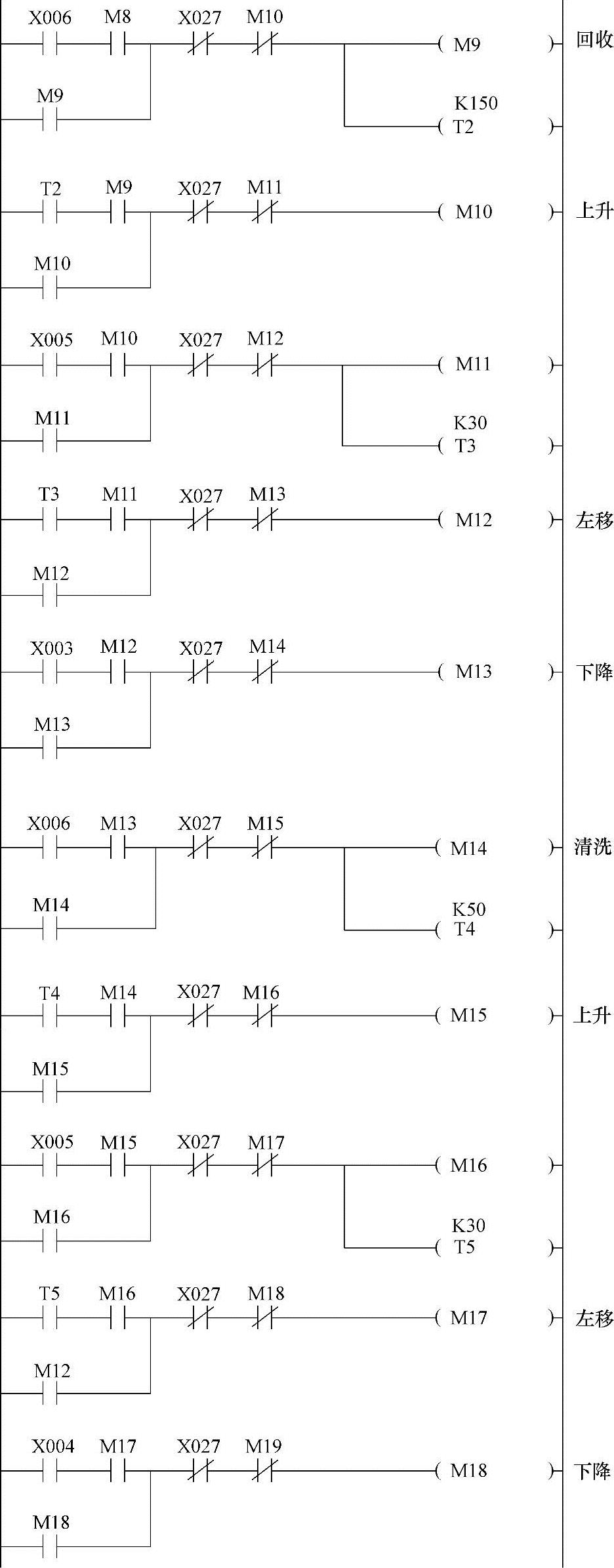
1)PLC控制电镀生产线梯形图,如图4-4-4所示。
2)PLC控制电镀生产线I/O接线图如图4-4-5所示。
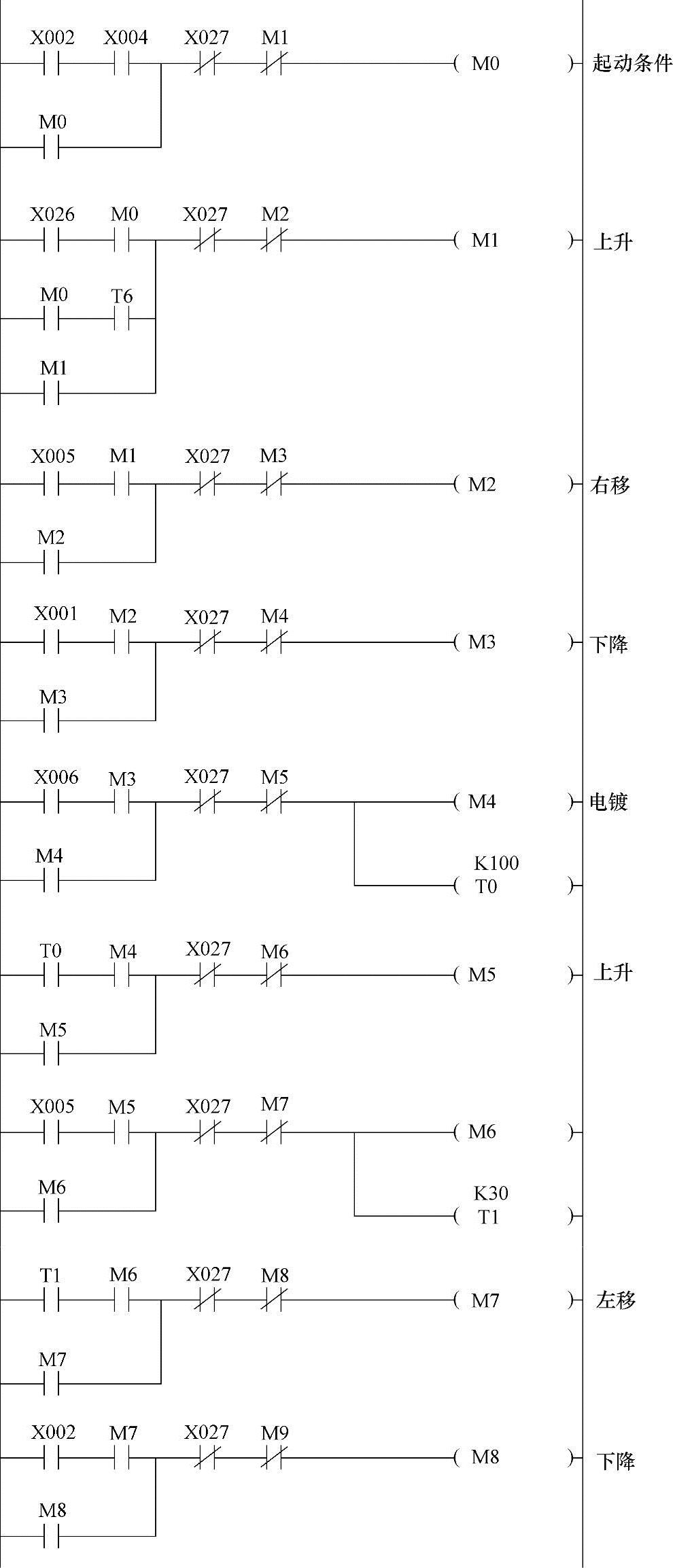
图4-4-4 PLC控制
电镀生产线梯形图
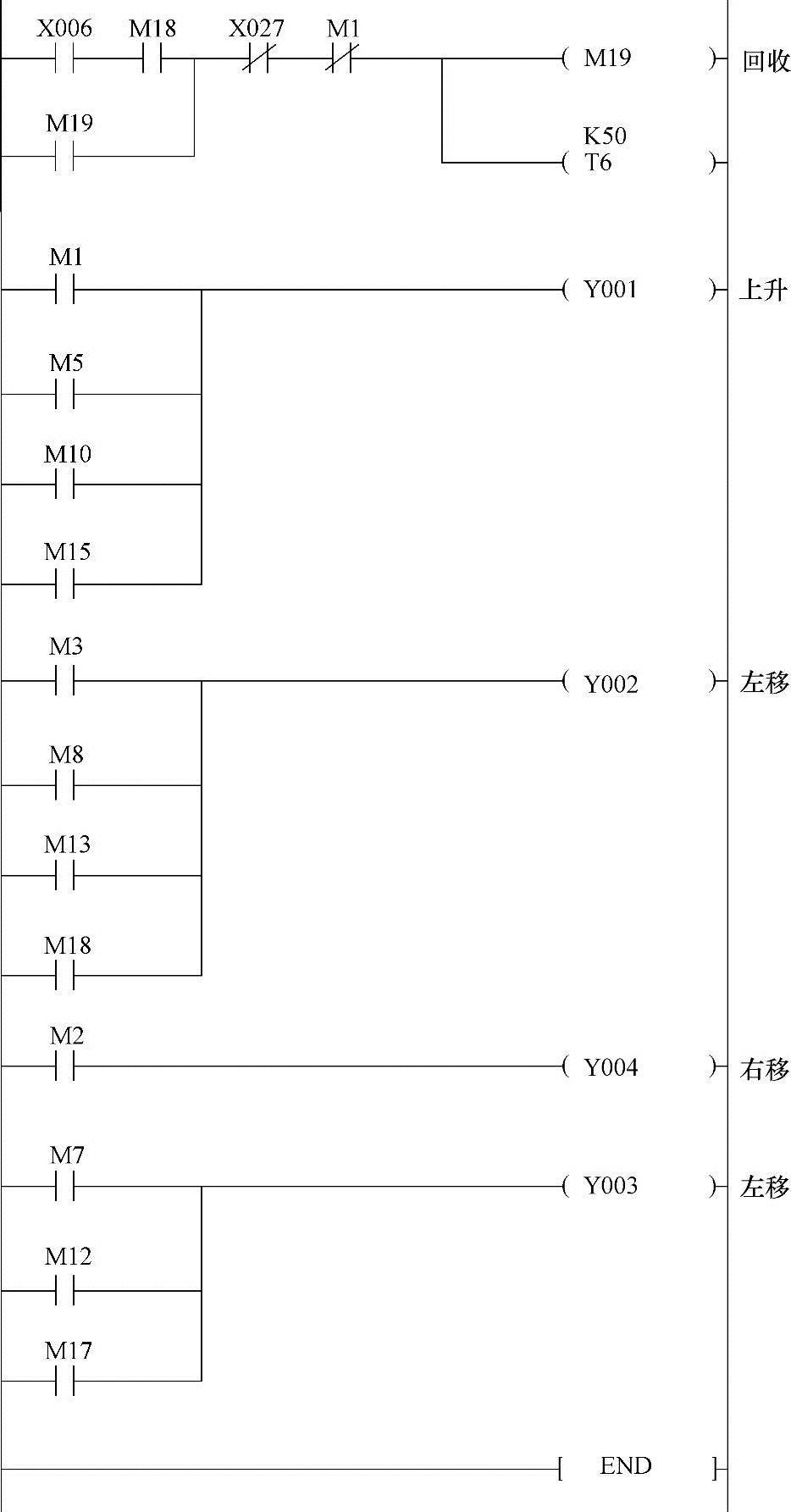
图4-4-4 PLC控制电镀生产线梯形图(续)
五、安装操作过程
1)按表4-4-1选用电器元件及数量,并用万用表检查元件的良好。
2)根据元件大小与分类安装原则,结合电路图的连线情况,绘制电器元件平面布置图,并在配线板相应位置上贴上元件文字符号。
3)根据平面布置图,在实训配线板对应位置上安装固定元件,按钮装在按钮盒上。元件在配线板上布置要合理,安装要正确、紧固。
4)根据图4-4-3主电图与图4-4-5控制电路,按接线原则接线配线,配线要求接点紧固、美观,导线要进入线槽,走线合理。电源和电动机配线、按钮接线要接到端子排上,进出线槽的导线要有端子标号,引出端要用别径压端子。
5)接线配线完毕,必须根据电路图认真检查接线的正确性,可以使用万用表检查,以防止接错或漏接。
6)连接编程器或电脑至PLC连接线。
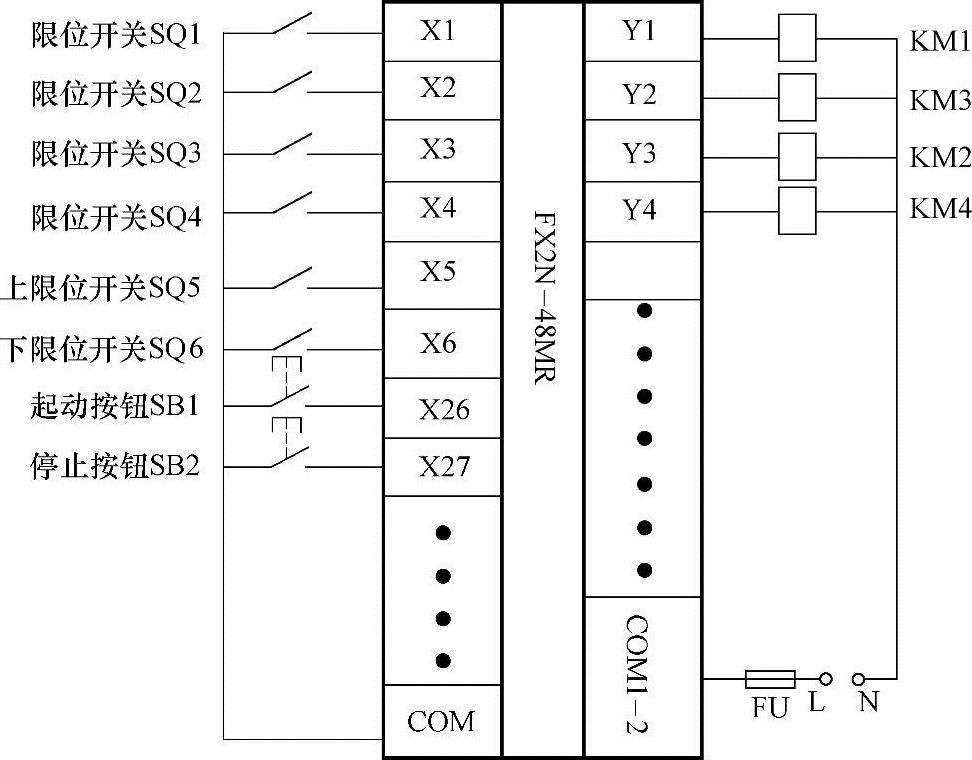
图4-4-5 PLC控制电镀生产线I/O接线图
7)通电观察PLC的指示灯是否正常,电源POWER指示灯显示亮,当RUN/STOP开关打至RUN位置时,RUN指示灯显示亮。当按下行程开关SQ1、SQ2、SQ3、SQ4、SQ5与SQ6时对应IN1、IN-2、IN-3、IN-4、IN-5与IN-6显示亮,按下按钮SB1与SB2时IN-26与IN-27显示亮。
8)按图4-4-4输入梯形图,转换梯形图,保存文件,将命名为“模块四—项目四.pmw”后保存;接着选择“在线”菜单中的“传输设置”中的“通信检测”,检测连接线是否连接良好;若通信正常,选择“在线”菜单中的“PLC写入”,将程序载入PLC控制器中。
9)确认将RUN/STOP开关打至RUN位置,通电调试运行。调试结果:按下起动按钮SB1,Y1有输出,接触器KM1得电吸合,升降电动机上升;当碰撞到SQ5(模拟时按下)时,Y1停止输出,Y4有输出,接触器KM4得电吸合,行车电动机右移;当右移碰撞到SQ1(模拟时按下)时,Y4停止输出,Y2有输出,接触器KM2得电吸合,升降电动机下降;当下降碰撞到SQ6(模拟时按下)时,Y2停止输出,电镀5min(模拟调试只用10s);当时间延时到,Y1有输出,接触器KM1得电吸合,升降电动机上升;当碰撞到SQ5(模拟时按下)时,Y1停止输出,延时16s(模拟调试只用3s);当时间延时到,Y3有输出,接触器KM3得电吸合,行车电动机左移;当左移碰撞到SQ2(模拟时按下)时,Y3停止输出,Y2有输出,接触器KM2得电吸合,升降电动机下降;当下降碰撞到SQ6(模拟时按下),Y2停止输出,回收液槽清洗32min(模拟调试只用15s);当时间延时到,Y1有输出,接触器KM1得电吸合,升降电动机上升;当碰撞到SQ5(模拟时按下)时,Y1停止输出,延时16s(模拟调试只用3s);当时间延时到,Y3有输出,接触器KM3得电吸合,行车电动机左移;当左移碰撞到SQ3(模拟时按下)时,Y3停止输出,Y2有输出,接触器KM2得电吸合,升降电动机下降;当下降碰撞到SQ6(模拟时按下)时,Y2停止输出,清水槽清洗32s(模拟调试只用5s);当时间延时到,Y1有输出,接触器KM1得电吸合,升降电动机上升;当碰撞到SQ5(模拟时按下)时,Y1停止输出,延时16s(模拟调试只用3s);当时间延时到,Y3有输出,接触器KM3得电吸合,行车电动机左移;当左移碰撞到SQ4(模拟时按下)时,Y3停止输出,Y2有输出,接触器KM2得电吸合,升降电动机下降;当下降碰撞到SQ6(模拟时按下)时,Y2停止输出,回到原点。接着Y1有输出,接触器KM1得电吸合,升降电动机上升,重复以上动作。
六、注意事项
1)编程过程中,注意向左移与向右移,上升与下降的互锁关系。
2)编程过程中动作的时间可以适当减短,以免等待时间较长。
3)注意实训过程中的程序正确输入与接线的正确检查,特别注意输入与输出对应的COM连接。
4)实训过程中注意电源的选择与使用。若是使用灯的亮灭来模拟KM的输出与停止,注意灯的电源为24V直流电。
5)正确理解题意,模拟调试过程中必须是人为动作相对应SQ表示机械手推进动作到位。
6)必须按题意进行调试,根据题意必须要人为按下相关限位开关。
七、常见故障分析与排除处理
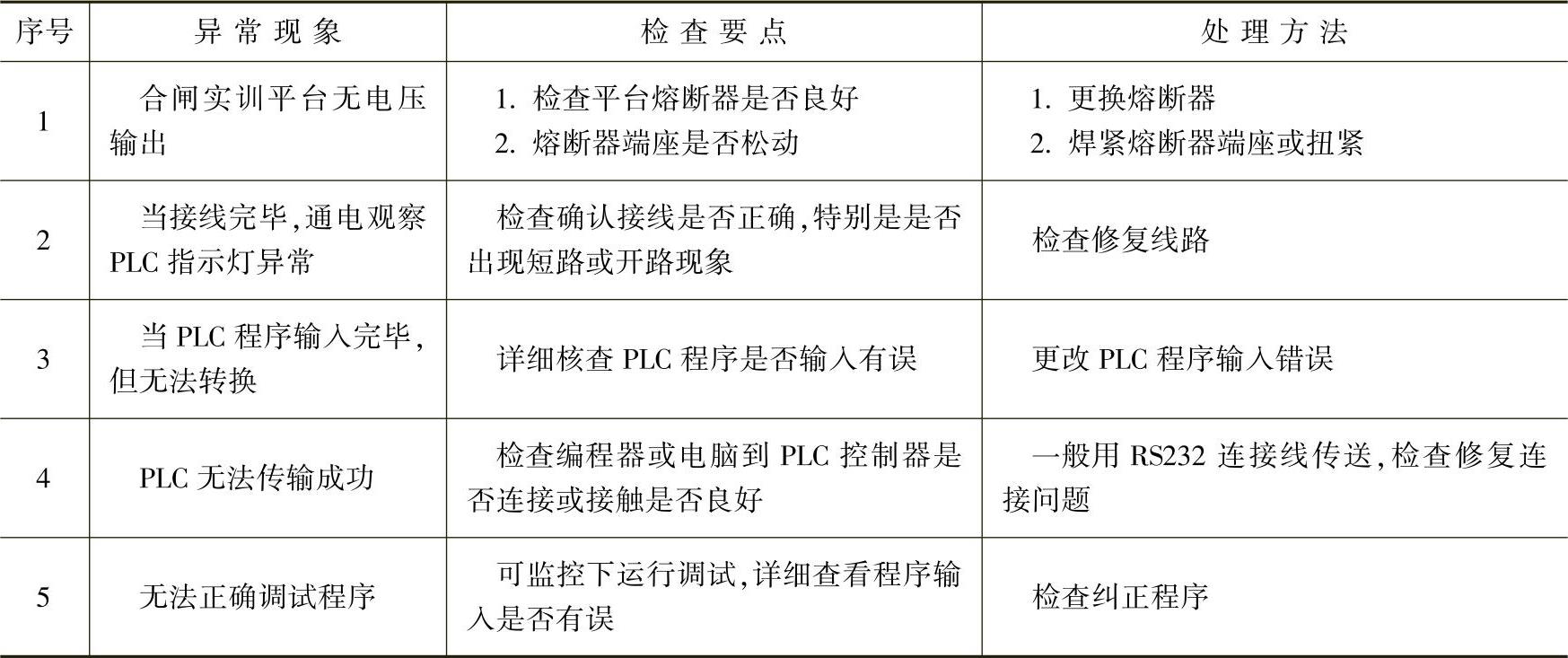
常见故障分析与排除处理表如表4-4-3所示。
表4-4-3 常见故障分析与排除处理表
八、考核评价
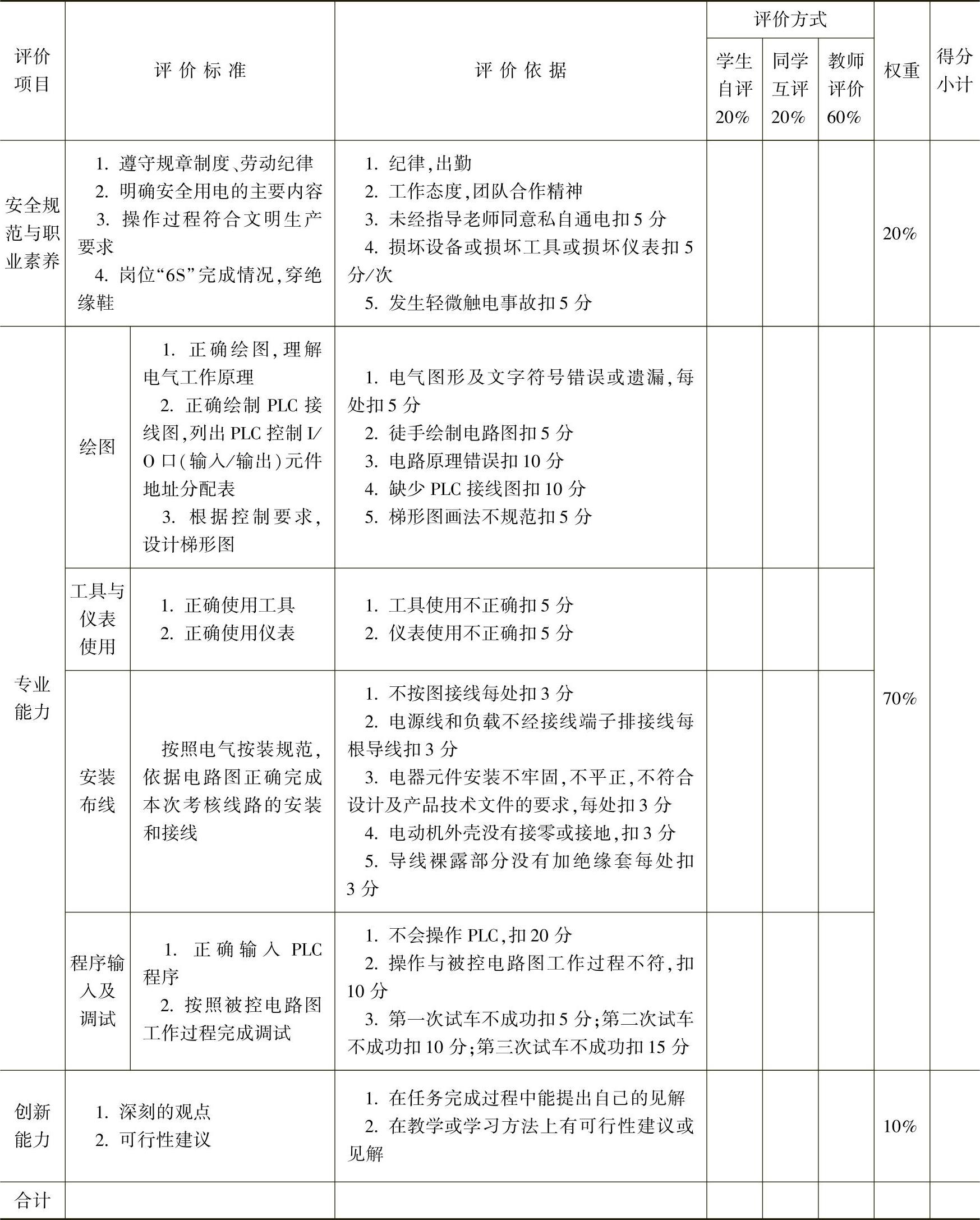
考核评价表如表4-4-4所示。
表4-4-4 考核评价表
【巩固练习】
设计PLC控制水塔水位系统,并参照本项目考核要求完成安装与调试。
PLC控制水塔水位系统图如图4-4-6所示,控制要求为:初始状态时水箱没有水,液位开关S4断开(S4为OFF)。本装置上电后,按动起动按钮,电动阀Y通电(Y为ON)水箱开始注水,水箱水位达到S4高度后,液位开关S4闭合(S4为ON),水箱水位达到S3高度(水满)时,液位开关S3闭合(S3为ON)→注水电动阀Y断电(Y为OFF),水箱停止注水。此后,随着水塔水泵抽水过程的进行,水箱液面逐渐降低,液位开关S3(S3=OFF)复位,随着抽水过程的继续进行,水箱液面继续降低,当液面低于开关S4时,液位开关S4复位(S4为OFF)→电动阀Y再次通电(Y为ON)水箱(自动)注水,水位达到S3时再次停止注水。如此循环,使水箱水位保持在S3~S4之间。当水箱水位高于S4液位,并且水塔水位低于水塔最低允许液面开关S2时(液位开关S2为OFF)→水泵电动机M开始运行,向水塔抽水。当液面达到最高液位开关S1时→水塔电动机M停止抽水(M为OFF);循环控制使得水塔水位自动保持在S1~S2之间变化。
项目要求:工作方式设置为通电后,按下起动按钮,系统做一次上述过程,且有必要的电气保护和互锁。
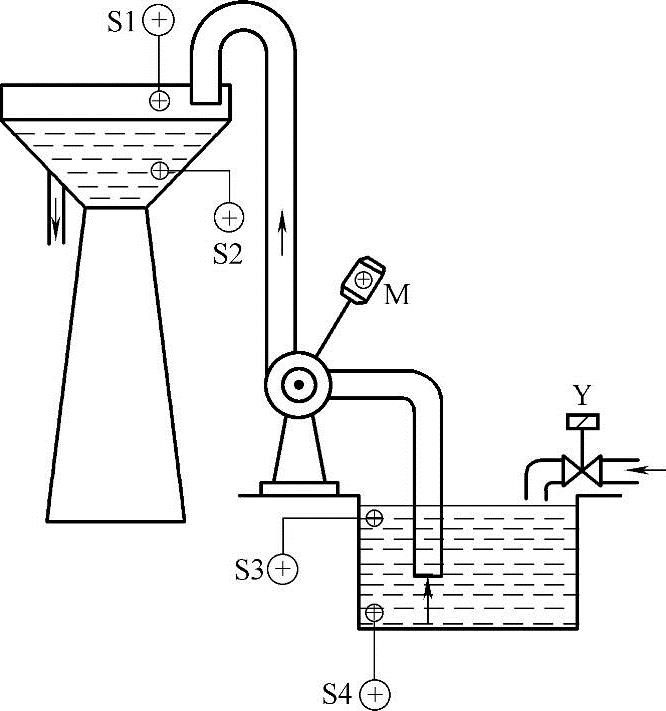
图4-4-6 PLC控制水塔水位系统图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。