



冷却回路效果不好时,解决办法有下面几种:
1)动模型芯、定模采用镶块结构,应用铍铜、合金铜材料冷却效果好,纯铜的热导率为386.4W/(m2·K),黄铜的热导率为108.9W/(m2·K),铍铜的热导率为195W/(m2·K),某些模具材料的热导率见表6-1。
表6-1 某些模具材料的热导率
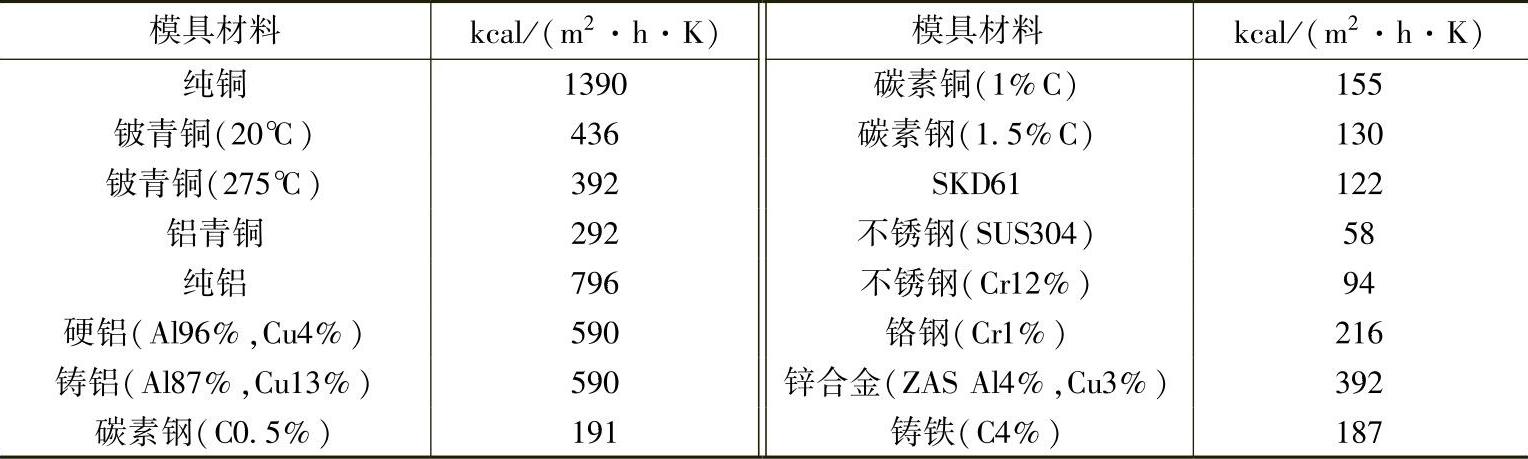
注:1kcal/(m2·h·K)=1.16W/(m2·K)。
在采用上述的各种冷却方式后,在冷却效果不好的特殊情况下,型芯上采用铍铜镶件冷却水结构形式,如图6-100、图6-101所示。

图6-100 型芯用铍铜冷却形式
2)对于细小型芯的间接冷却方式。常常无法在型芯内直接设置冷却回路,这时若不采用特殊冷却方式,就会使型芯传热效率降低。在型芯中心压入热传导性能好的软铜或铍铜芯轴,并将芯轴的一端伸到冷却水孔中冷却,如图6-102所示。
采用气体冷却,如图6-103a所示为普通空气冷却,图6-103b是以铜棒做传热媒体,这种冷却方式传热效率高。
3)为了提高冷却效果,近十年来又采用了热管取代铜棒导热,取得了明显的经济效益。热管是优良的导热元件,其热导率约为同样大小铜棒的1000倍,有“热的超导体”之称。热管最早用于美国的航天工业,之后推广到许多工业领域,20世纪80年代开始在塑料注射模中应用。热管由铜管、铜线芯及工作液(如水)等组成,其构造如图6-104所示。图中,铜管是密封的,铜线芯如同蜡烛芯那样,利用毛细管起抽吸作用。在热管中蒸发部起加热作用,绝热部起输送工作液作用,凝聚部起冷却作用。

图6-101 型芯上用铍铜镶件冷却形式
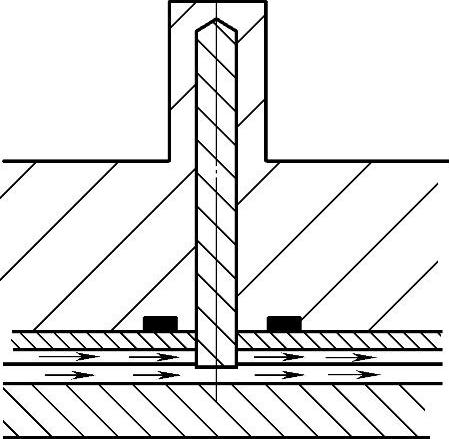
图6-102 细小型芯的铜管冷却方式
 (https://www.xing528.com)
(https://www.xing528.com)
图6-103 细小型芯的气体冷却方式
图6-105所示为应用热管冷却型芯的例子。据有关资料介绍,将热管用于塑料注射模的冷却,至少可缩短注射成型周期30%以上,并能使模温恒定。目前在日本,热管已达到标准化、商品化的程度,在注射模中的应用也逐渐广泛。
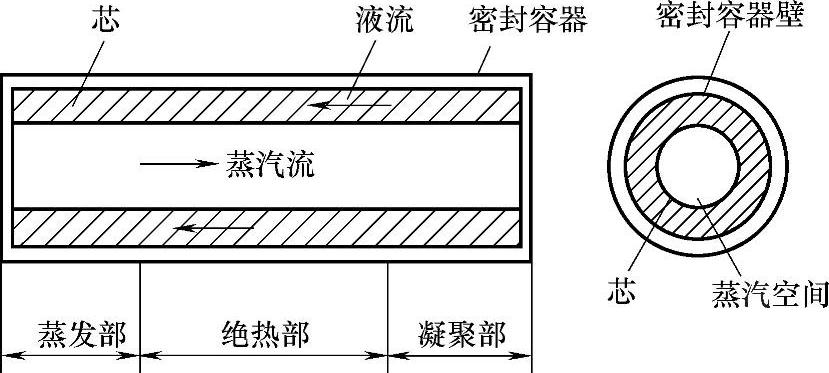
图6-104 热管的构造
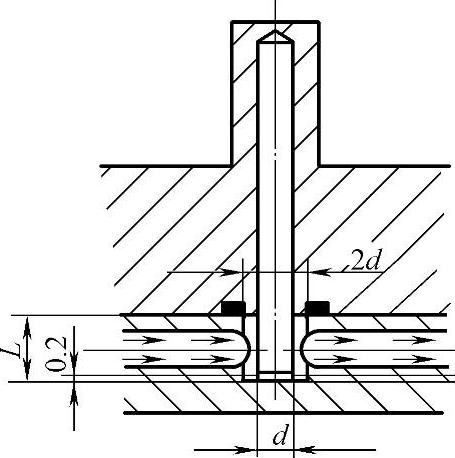
图6-105 用热管做冷却 心轴的间接冷却
4)应用急速冷却棒,如图6-106所示。它的优点有:①成型周期加快30%;②冷却水回路加工简单;③减少保养;④制品品质均匀;⑤改善外观与尺寸精度。
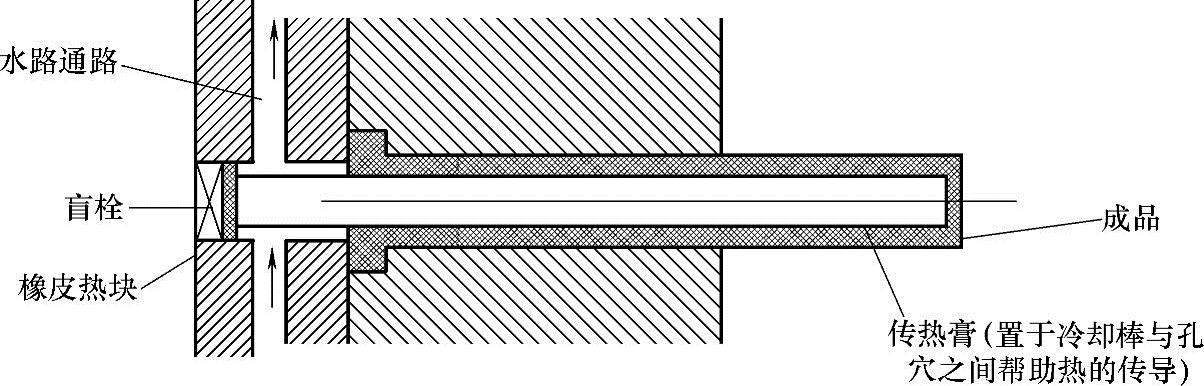
图6-106 急速冷却棒
5)采用导热棒冷却,如图6-107所示。
6)采用模温机调节。
7)采用冷冻水。
8)有些特别细长型芯用水冷却易发生堵塞,可用压缩空气进行冷却。
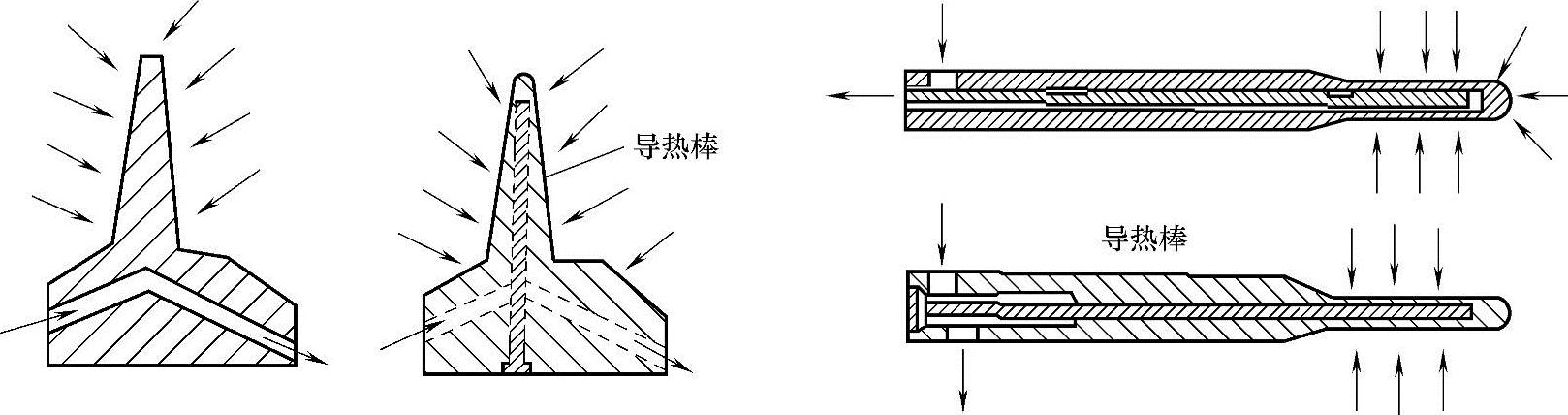
图6-107 采用导热棒冷却
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。