



【摘要】:模具温控调节系统的冷却水道对动、定模表面温度的影响:采用五个较大的水道孔时,型腔表面温度比较均匀,出现60~60.05℃的变化,如图6-1a、b所示;如图6-1c、d所示,温度梯度大,会造成不均匀收缩,导致翘曲变形。图6-1 冷却水道对动、定模表面温度的影响模具温控调节系统的作用1)改善成型性能,缩短成型周期。
塑料充满型腔后,应通过冷却使之定型,从而得到质量稳定的塑件。因此注射模具大都需要设置冷却装置,使模温达到成型工艺的要求。对于粘度高、流动性差的塑料,由于模具温度低,在成型难的情况下,需要对模具采取加热措施,增加加热装置。
(1)模具温控调节系统重要性
模具温控调节系统直接影响到制品的质量、成型和生产效率。型腔表面温度过高,容易在合模处产生飞边,塑件壁厚处易出现缩陷;型腔温度过低出现填充不良,塑件熔接痕处强度不足等缺陷。如果型腔、动模表面温度不均,温差较大,则使成型塑件产生内应力,导致成型后发生翘曲变形。因此模具温控调节系统与浇注系统同等重要,也是模具设计的关键之一,对模温控制系统设计要相当重视。
模具温控调节系统的冷却水道对动、定模表面温度的影响:采用五个较大的水道孔时,型腔表面温度比较均匀,出现60~60.05℃的变化,如图6-1a、b所示;如图6-1c、d所示,温度梯度大,会造成不均匀收缩,导致翘曲变形。
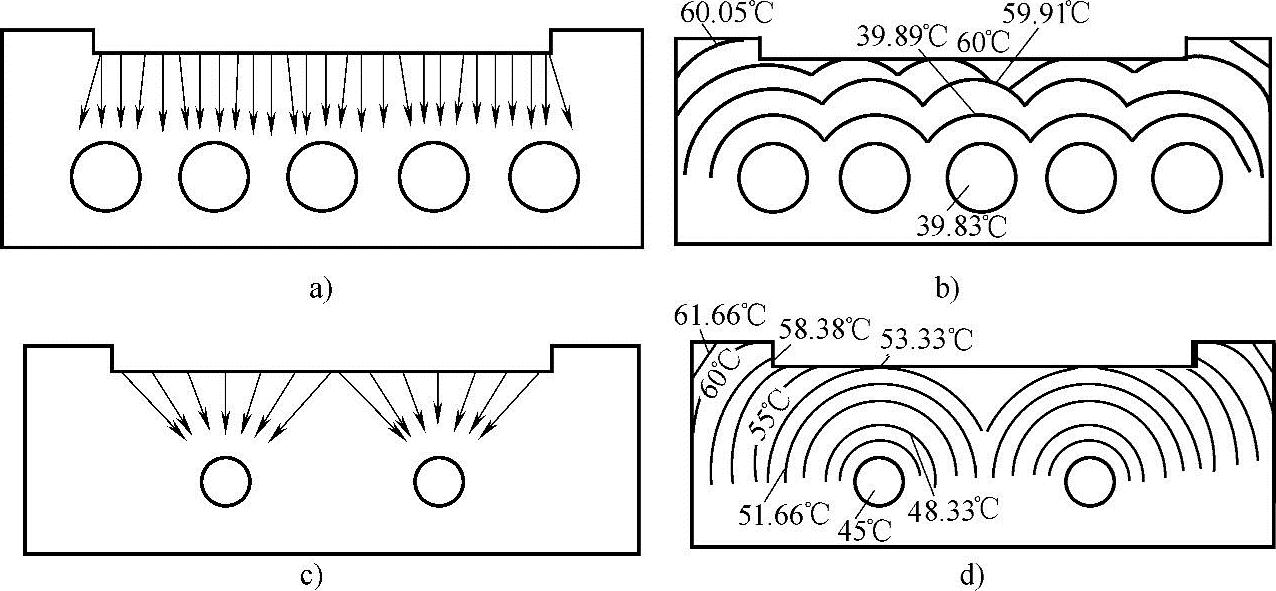
图6-1 冷却水道对动、定模表面温度的影响(https://www.xing528.com)
(2)模具温控调节系统的作用
1)改善成型性能,缩短成型周期。
2)稳定制品尺寸精度,防止变形。
3)消除外观缺陷,提高塑件表面质量。
4)改善塑件的力学性能和物理性能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。