



使用具有两个或两个以上注射系统的注射机,将不同品种或色泽的塑料同时或先后注射进入同一模具内的成型方法称为共注射成型。共注射成型所用的注射机叫做多色注射机,目前国内使用的多为双色注射机。使用双色注射机,注塑工艺除了注射机作出相应的改动外,模具通过转动移位,达到同步注射不同物料的效果。
双色注射模具设计大致分为三大类:
1)转动的模具结构。有两个模腔,利用转动模式把半成型模件转移180°到另一个模腔内,其好处是使第一和第二工序可以同步进行;另一类是单一模腔,半成型制品连同模具一起转动180°,设计上比较简单,但生产效率相应降低。由于模具或半成品需要转动,所以要求模具设计及注射机更为精密。
如图5-105所示为双色注射成型原理图,成型时两个注射系统和两副模具共用一个合模系统。模具固定在回转板6上,当注射系统A4向模内注入一定数量的A种塑料之后(未充满型腔),回转板动作,将此模具送至另一个注射系统B2的工作位置,该系统立即向模内注入B种塑料,直至充满整个型腔为止,制品经过保压和冷却定型后脱模。对于双色注射,也可使用由两个机筒共用一个喷嘴的注射系统,通过液压装置来调整两个螺杆(或柱塞)对模具的注射顺序和注射量,以便成型出混色的塑料制品。
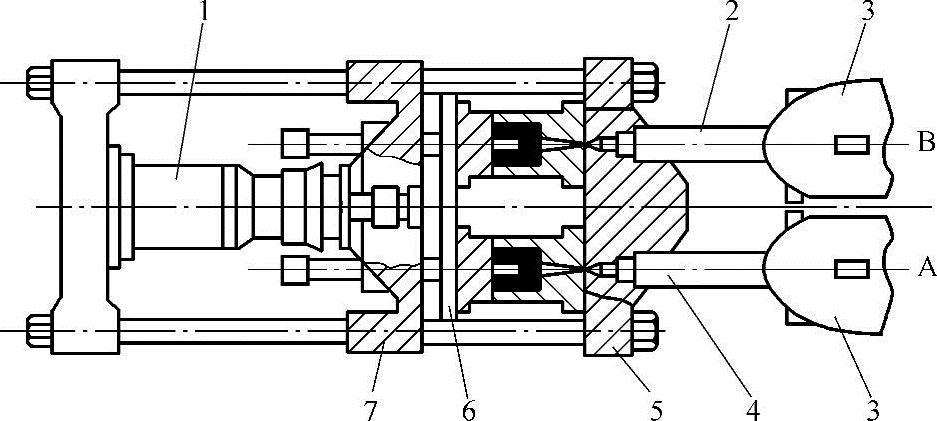
图5-105 双色注射成型
1—混合液压缸 2—注射系统B 3—料斗 4—注射系统A 5—定模固定板 6—模具回转板 7—动模固定板
 (https://www.xing528.com)
(https://www.xing528.com)
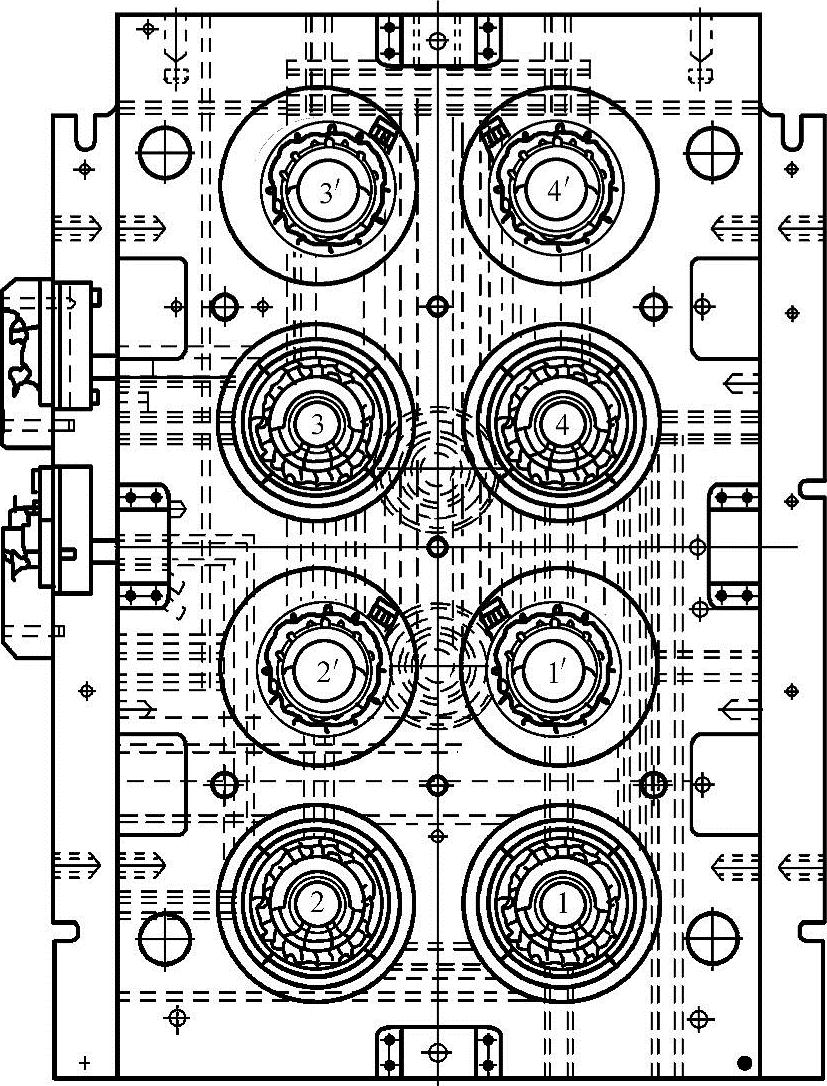
图5-106 双色注射
2)机械手平移的模具结构。如图5-106、图5-107所示,此模具的设计制造不同于通常的注射模具,它有两组不同的型腔,每组型腔有四个穴,分二次成型,但需先成型主体件1(PP+增强的塑料,4件)后,用机械手把已注塑好的4件(1、2、3、4)主体,当做嵌件平移放到另外一组四个型腔(1′、2′、3′、4′)上再注射件2。此模具关键技术:①主体为第一型腔,型腔型芯要放成型收缩率0.4%。②在第二型腔中(主体)不能加放收缩率。③注射SEBS的空穴型腔也不能降低收缩率。④第一型腔采用点浇口热流道中心进料,第二型腔采用热流道加羊角浇口侧进料,便于自动化生产。⑤模具制造精度要求极高,以保证在第二次成型时产品精度达到要求;当模具型腔和塑件外形之间有过盈间隙时,塑件的外形在模具闭合的时候容易造成损伤,若模具型腔和塑件外形之间的封胶处有间隙,就会产生溢边。
3)由两个注射系统的角式注射机成型的模具结构。
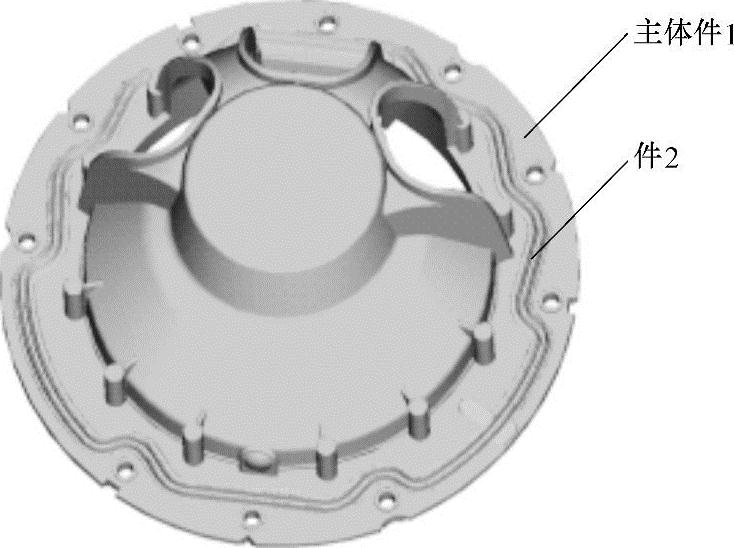
图5-107 塑件
[1]雷诺数计算 。式中,Re为雷诺数(无因次),ρ为密度,D为直径,v为速度,μ为粘度。
。式中,Re为雷诺数(无因次),ρ为密度,D为直径,v为速度,μ为粘度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。