



(1)气体辅助注射成型的塑件设计要求
塑料的气道部分和实心部分的壁厚应相差悬殊,以确保气体在预定的通道内流动,而不会进入邻近的实心部分。塑件的壁厚除了棒状手把类制品外,对于非气体通道的平板区而言,壁厚不宜大于3.5mm。壁厚过大也会使气体穿透到平板区,产生手指效应。
(2)气体辅助模具设计时应当注意的问题
1)冷却要尽量均匀,内外壁温差要尽量小。
2)在流道上放置合理流道半径的截流块,控制不同方向上气体流动的速度。
3)大的结构件全面打薄,局部加厚为气道。
4)均匀的熔胶非常重要。
5)准确的熔胶射入量非常重要。射入量要求准确到0.1%~0.2%。
6)精确的型腔尺寸非常重要。
7)匀称的冷却非常重要,冷却水要求达到紊流状态:
①当雷诺数[1]小于2100,流体是层流。当雷诺数在2100和10000之间,流体从层流过渡到紊流。当雷诺数到了10000,流体全然成为紊流,如图5-97所示。②相应于不同水孔孔径与水温时,要达到紊流状态(Re=6000~10000)时,所需的流速及流量,如表5-47所示。
图5-97 紊流和层流
8)先考虑哪些壁厚处要掏空,再决定如何连接这些需要掏空的部位成为气道。
9)小浇口可防止气体倒流到流道。
10)熔胶浇口可置于薄壁处,并且和气体进口保持30mm以上的距离,以避免气体渗透和倒流。
11)当熔胶和气体自同一处进入型腔时,平衡的熔胶流动促进匀称的气体穿透。(https://www.xing528.com)
表5-47 紊流状态所需的流速及流量
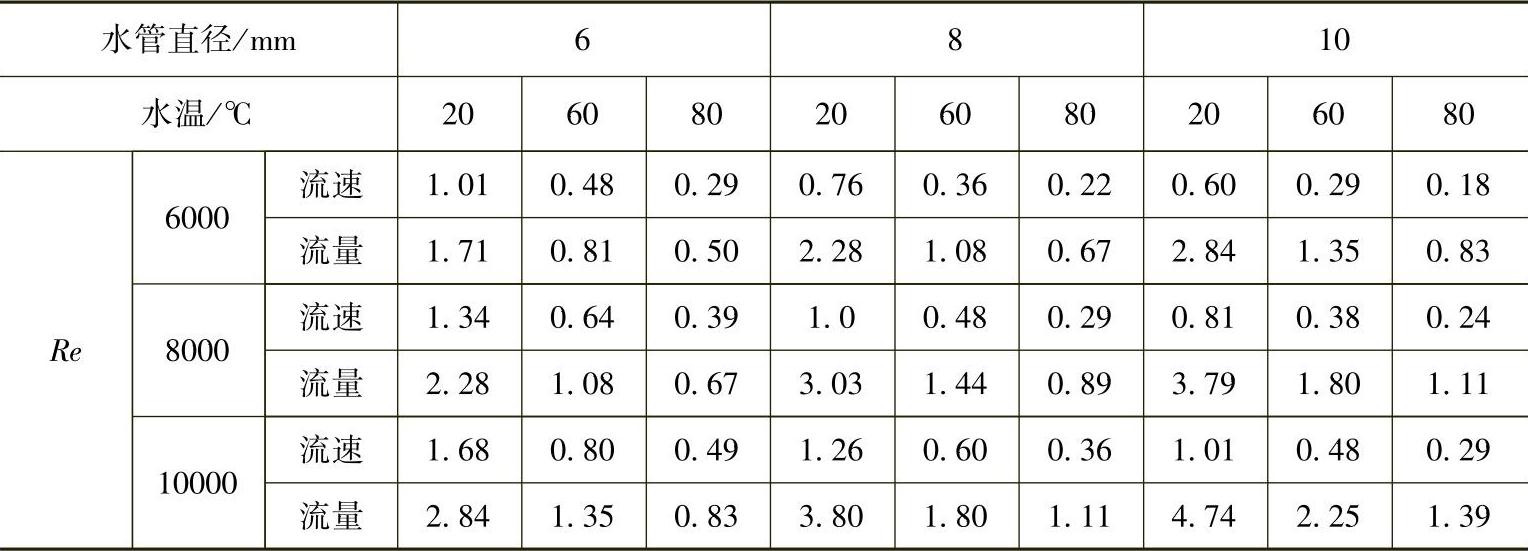
注:流速单位为m/s,流量单位为L/min。
12)溢流井应置于最后充填处。
13)在型腔和溢流井之间加装阀门浇口可确保最后充填处发生在溢流井内。
14)溢流井可促进气体的穿透、增加气道的掏空率、移除迟滞痕以及稳定产品质量。
15)保持熔胶前沿以常速推进。
16)避免形成V字形熔胶前沿。
17)设计塑料密封墙。
18)整合薄壁及厚壁的设计,如图5-98气道截面。
19)浇口设置充填自下而上,熔胶推进平稳,图5-99所示为气体辅助注射成型电圆锯把手。
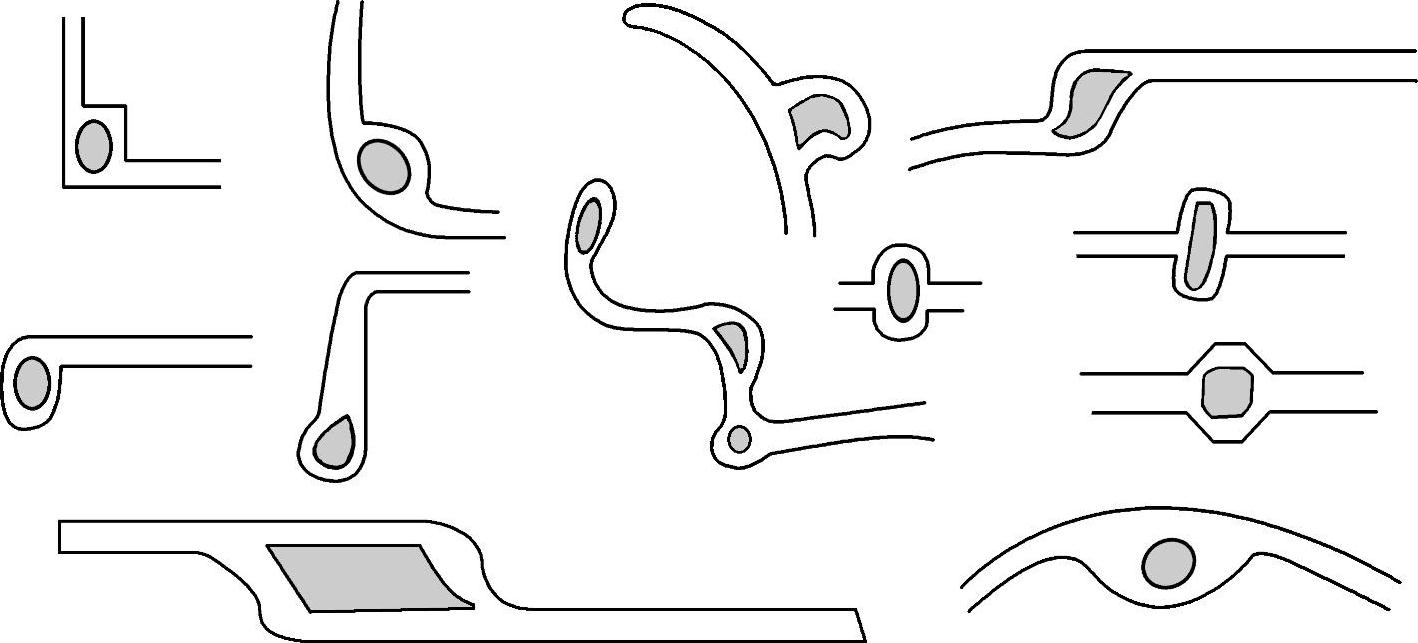
图5-98 气道截面
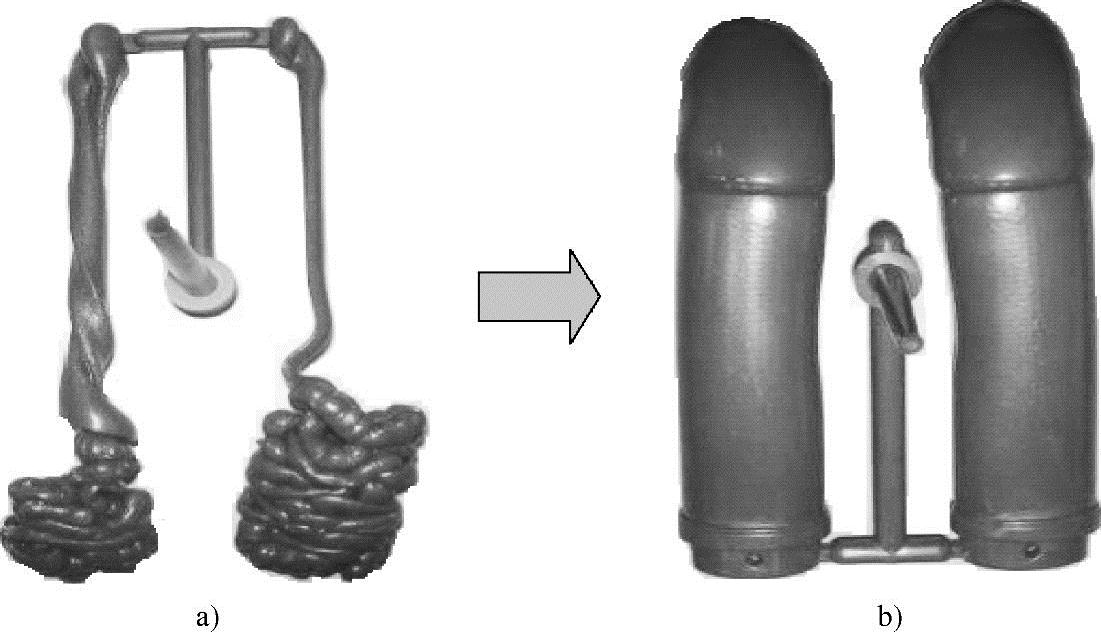
图5-99 气体辅助注射成型电圆锯把手
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。