



(1)气体辅助注射的成型过程
对原料的选择:各种热塑性塑料均可用于气体辅助注射成型技术,但粘度高的塑料所需的气体压力高,技术上有一定难度。气体辅助注射成型时,用得较多的原料是PA、PP、PBTP类。
注射成型过程大致可分为三个阶段:熔料充填、注入气体及保压冷却、顶出脱模,如图5-82所示。
1)熔料充填阶段,见图5-82a。这一阶段是通过喷嘴将熔料射入型腔,它的定量不是靠型腔容积,而是靠注射机的准确计量,它不需要将型腔注满,也不能注满。
2)注入气体及保压冷却阶段,见图5-82b。当熔料注射结束,即转入气体注射,此时要通过浇口、流道、气孔或直接注入高压氮气。从气体开始注射到整个型腔充满时为止。这一阶段相对于整个成型周期来讲是很短的,但对塑件的质量影响很大,若控制不好会产生很多缺陷,如气穴吹穿、注射不足和气体向较薄处渗透等。
因工艺不同,成型过程有压力控制和体积控制两种方式,前者是按一定的压力规则注射气体;后者是先将一定量的气体放入压力容器中,再由活塞的移动控制气体注射。
当高压气体进入型腔中后,气体便在型腔中熔料的包围下沿阻力最小的方向扩散前进,对熔料进行穿透和挤压,推动熔料充满模具型腔。接着熔体内的气体压力保持不变或略有升高,使气体在熔体内部继续穿透,以补偿因冷却引起的收缩。
3)顶出脱模阶段,见图5-82c。当塑件经保压、冷却到有一定强度时,即可将塑件中的高压气体释放,使压力与大气压相等。然后开模将塑件顶出、脱模,也就完成了成型过程。
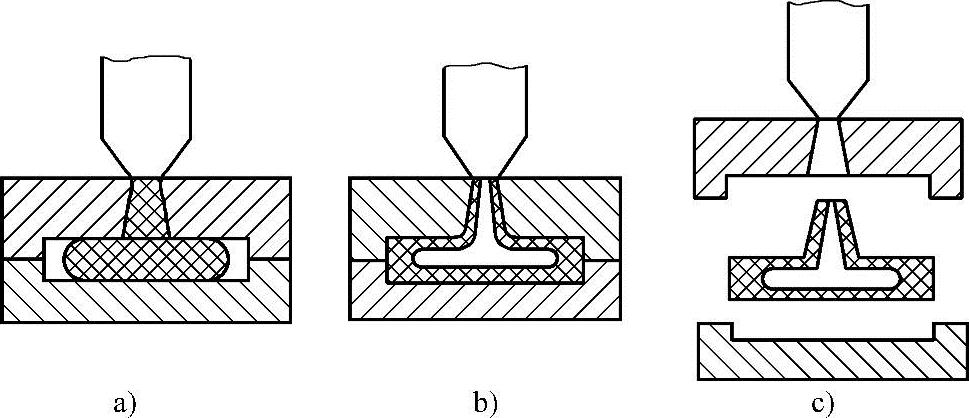
图5-82 辅注塑成型过程
a)熔料充填 b)注入气体及保压冷却 c)顶出脱模(https://www.xing528.com)
(2)气体辅助注射成型周期
与传统注射成型相比,气体辅助成型增加了一个气体注射阶段,且由气体而非塑料熔体的注射压力完成保压过程。如图5-83所示,为气体辅助成型周期中的三个阶段,六个环节。
1)塑料熔体充填阶段。循环开始1,注射熔体1~2;熔体充满局部型腔,余下部分要靠气体补充。
2)切换延迟时间2~3。从塑料熔体注射结束2到气体注射开始3的一段延迟时间,这一过程非常短暂。
3)气体注射3~4。从气体开始注射到整个型腔被完全充满的时间。
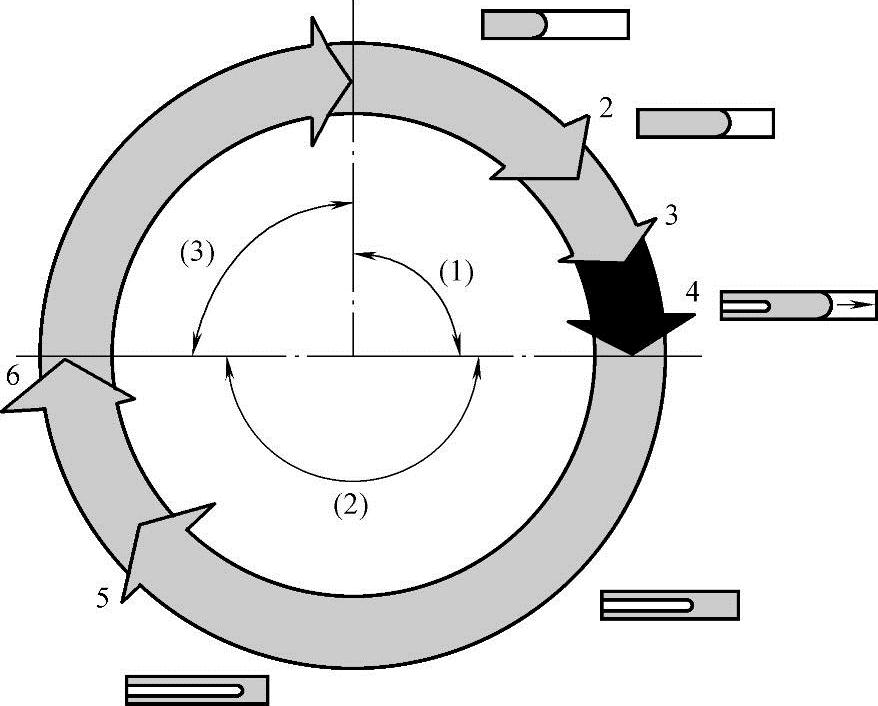
图5-83 气体辅助注射成型周期示意图
4)气体保压阶段4~5。气体压力保持不变或略有升高,使气体在塑料熔体内部继续穿透(称为二次穿透),以补偿塑料冷却引起的材料收缩。由于气体由内向外施压,可以保证制品外表面紧贴型腔壁。
5)排气5(气体释放)。在该阶段中,气体入口压力降为大气压。
6)开模6(推出阶段)。当制品冷却到具有一定刚度和强度后开模将制品推出。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。