



主流道又称直浇口,是熔料直接进入模腔最先经过的部分,是连接喷嘴与模具型腔的桥梁。如图5-2所示。它适用于采用直接浇口的模具(单型腔模具)、成型深型腔的壳体形或箱形塑件,不宜用于成型平薄或容易变形的塑件。
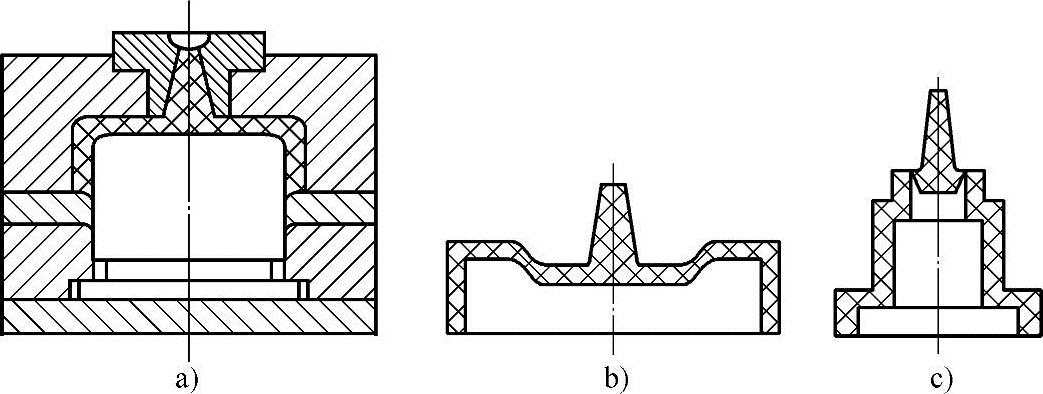
图5-2 直浇口
(1)主流道(直浇口)设计要求
在成型过程中,注射机喷嘴与模具浇口反复接触、分离。为保证喷嘴与主流道口的吻合,提高模具使用寿命,应设置主流道衬套。设计主流道衬套应考虑下列因素:
1)主流道衬套进料口的直径d,应比注射机喷嘴直径大0.5~1.0mm,主流道衬套与喷嘴接触处的球半径R应大于喷嘴头球半径1~2mm,以确保接触,防止溢料,便于冷料顺利脱出,见图5-3。穿过两块模板的主流道设计,如图5-4所示。
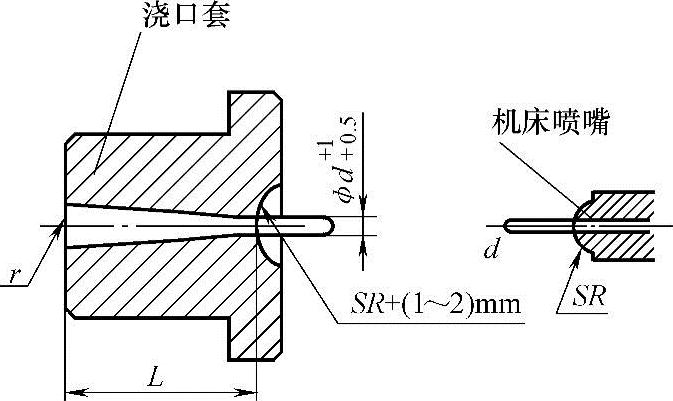
图5-3 主流道形状
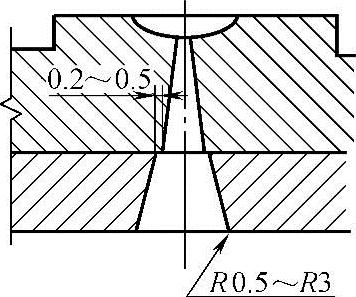
图5-4 穿过两块模板的主流道
2)主流道长度L取50~60mm最佳(ABS材料最好不要超出80mm),主流道最短为20mm,当塑件材料为HCPP时,可以为6in(152.4mm)。(https://www.xing528.com)
3)主流道呈圆锥形,锥度α一般为1°~3°,内壁表面粗糙度Ra0.8μm。
4)主流道出口处应倒圆角(γ),改善熔料流动状态;分流道至浇口头部要圆滑过渡。
5)主流道的截面形状一般是圆形,便于机械加工。
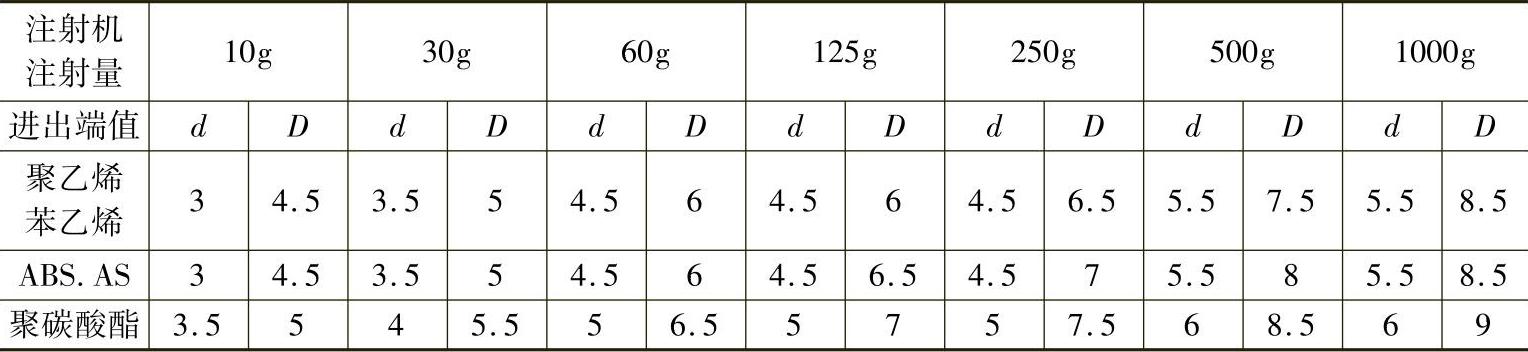
6)根据成型制品的重量确定流道最小口径,可按表5-1选用。
(2)直浇口的优缺点
1)优点是塑料流程短、进料快、流动阻力小、传递压力好、压补缩作用强,有利于排气和消除熔接痕。浇注系统耗料少,模具结构简单而紧凑。
表5-1 主流道口径推荐值 (单位:mm)
2)缺点是去除浇口不便,塑件上有明显的浇口痕迹,浇口部位热量集中,型腔封口迟、内应力大、易产生气孔、缩孔等缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。