



【摘要】:浇注系统的作用注射模的浇注系统是指模具中从注射机喷嘴开始到型腔入口为止的塑料熔体的流动通道。浇注系统由四部分组成图5-1 浇注系统的组成1—主流道 2—分流道 3—浇口 4—冷料穴 5—次分流道1)主流道。它是熔体由主流道流入型腔的过渡段通道,也是使浇注系统的截面变化和熔体流动转向的过渡通道。浇口是塑料流进入型腔最狭窄的部分,也是浇注系统中最短的一段。
(1)浇注系统的作用
注射模的浇注系统是指模具中从注射机喷嘴开始到型腔入口为止的塑料熔体的流动通道。它的作用是将塑料熔体顺利地充满型腔的各个部位,并在填充及保压过程中,将注射压力传到型腔的各个位置,以获得组织致密、外形清晰、尺寸稳定、内在质量优良的塑件。
(2)浇注系统由四部分组成(见图5-1)
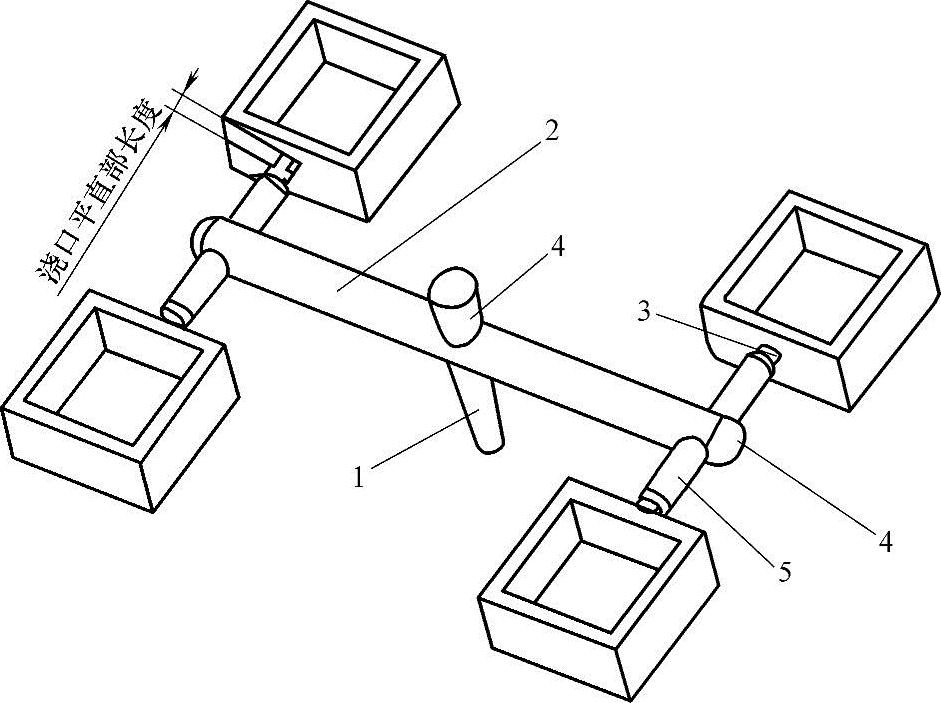
图5-1 浇注系统的组成
1—主流道 2—分流道 3—浇口 4—冷料穴 5—次分流道(https://www.xing528.com)
1)主流道。主流道(也叫进料口)是指从注射机的喷嘴与模具接触的部位开始到分流道为止的一段流道。它与注射机喷嘴在同一轴线上,熔体在主流道中不改变流动方向。主流道是熔融塑料最先经过的流道,所以它的大小直接影响到熔体的流动速度和充模时间。
2)分流道。分流道是主流道与型腔进料口(浇口)之间的一段流道。它是熔体由主流道流入型腔的过渡段通道(次分流道),也是使浇注系统的截面变化和熔体流动转向的过渡通道。
3)浇口。浇口是塑料流进入型腔最狭窄的部分,也是浇注系统中最短的一段。浇口尺寸狭小且短,目的是使由分流道流进的熔体产生加速,形成理想的流动状态从而充满型腔,便于注射成型后的塑件与浇口分离。
4)冷料穴。在每个注射成型周期开始时,最前端的塑料接触低温模具后会降温变硬,被称为冷料。为了防止在下一次注射成型时,将冷料带进型腔而影响塑件质量,一般在主流道或分流道的末端设置冷料穴,以储藏冷料使熔体顺利地充满型腔。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。