



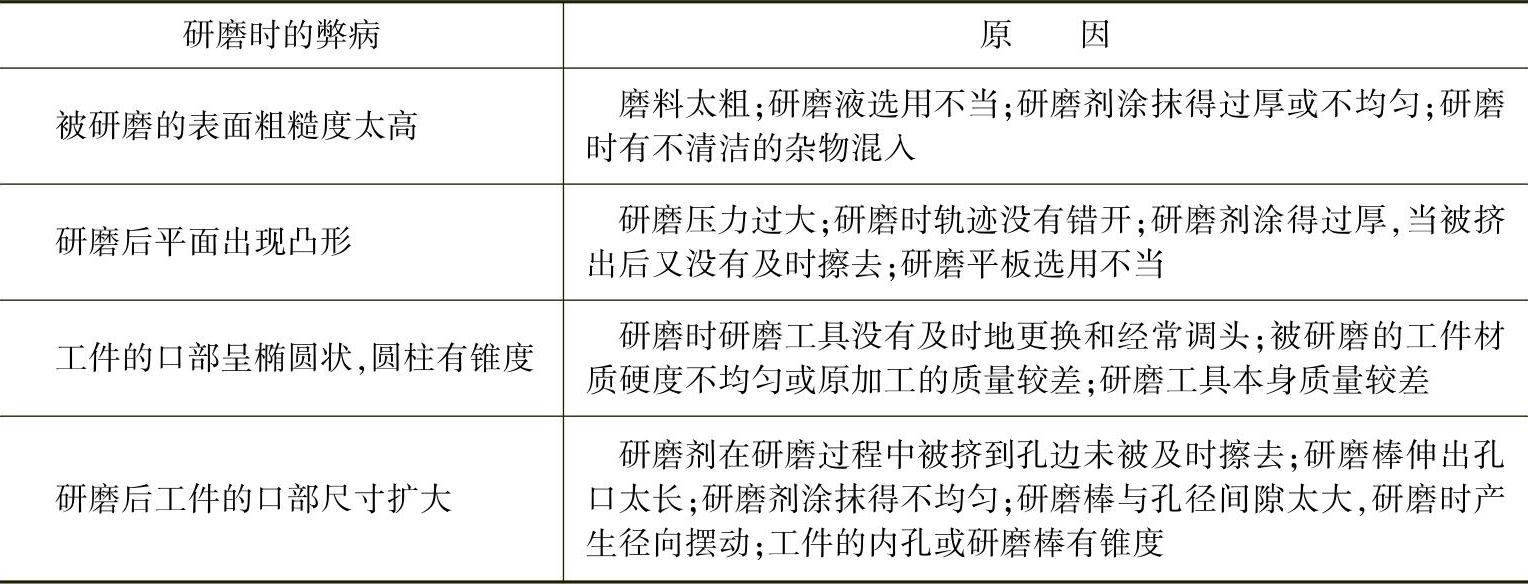
出现研磨质量问题的弊病及原因,见表4-9。
表4-9 研磨操作时常见的弊病及原因
在进行工艺操作时要注意以下几点问题:
1)研抛的主要目的是提高被加工表面的精度和光泽度,因此,研抛时至少要除去其表面的加工痕迹和变质层。
2)在研磨的各个工序中,磨料的粒度应从粗到细,每道工序完成后,应将工具和模具零件彻底清洗干净,以免较粗磨料进入下道工序。
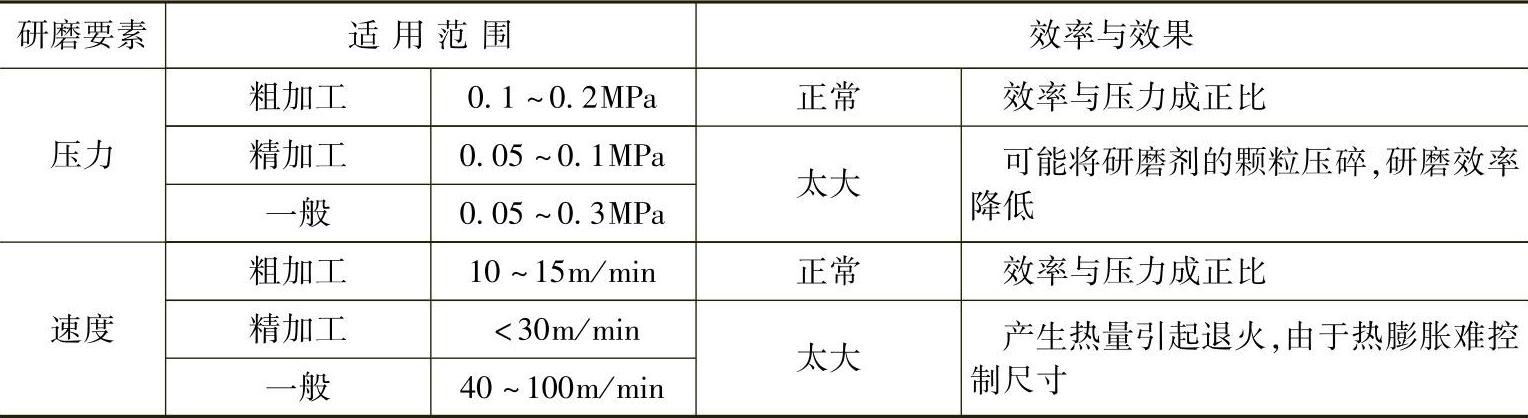
3)在研磨抛光时,不宜对工件实施过大的压力或研磨速度过快,而且研磨运动的范围也不能仅仅局限于一个较小的范围,以防止工件因压力过大,温度过高而产生变形,使磨具引起损坏。研磨操作的方法是一种用于精加工的慢工细活,所以这种操作的加工速度(当进行手工研磨时,速度一般为20~40mm/min)和加工效果就是加工者十分关注的问题。在研磨操作时能灵活地运用研磨压力和研磨速度就是操作的关键。表4-10是根据大量实践经验总结出的一些研磨操作压力、速度、效率与效果的关系,在研磨的操作过程中可供参考。
表4-10 研磨操作的压力、速度、效率与效果的关系
 (https://www.xing528.com)
(https://www.xing528.com)
4)在研磨操作中,一般应先用较高的压力和较低的速度进行粗研磨,然后再用较低的压力和较高速度进行精研磨。由于被研磨的工件几何尺寸、材质和热处理后表面硬度情况均不相同,因此采用的研具和研磨剂也会各有不同,所以操作者就不宜机械地采用某种压力或研磨速度进行操作,而应边操作边总结经验。
5)使用研磨膏时,双手必须清洁,抛光时间不能过长,防止模具表面出现橘皮和点蚀现象。
6)被加工表面上的研磨运动轨迹有多种,如直线形、正弦曲线形、摆线形、椭圆形、螺旋形、“8”字形、仿“8”字形,如图4-35所示。用何种轨迹要根据被加工表面的大小和形状来定。磨料在被加工表面上的运动轨迹,要使各部位能均匀得到研磨,不要重复。
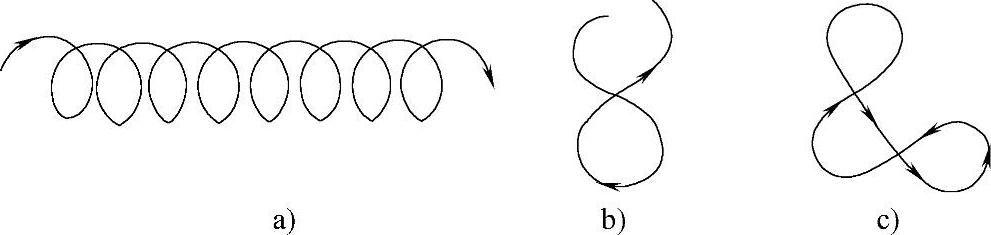
图4-35 手工研磨运动轨迹
a)螺旋形 b)“8”字形 c)仿“8”字形
7)要求表面平整度、光滑度以及几何精确度达到要求。表面抛光一般要求获得光亮即可,但对镜面加工的标准分为四级,A0:Ra0.008μm;A1:Ra0.016μm;A2:Ra0.024μm;A3:Ra0.032μm;A4:Ra0.063μm(表面粗糙度评定方法为三种,Ra是第一种表面粗糙度判断方法,是指轮廓算术平均偏差)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。