



【摘要】:成型收缩率,一般是表示制件成型后的尺寸收缩的程度。制品成型2~4h后测定的收缩率称为初期收缩率,制品成型16~24h或24~48h后所测定的收缩率称为成型收缩率。国产常用注射成型塑料名称及成型特性各种塑料的成型收缩率见表2-3、表2-4,详细见附录E“国产常用注射成型塑料名称及收缩率和成型特性”、附录F“国外生产常用注射成型塑料名称及成型特性”。表2-3 收缩率范围较小的收缩率(%)表2-4 收缩范围较大的收缩率(%)
(1)塑料的收缩性
塑件从注射模具中取出,冷却到室温后,塑件的各部分尺寸都比原来在塑料模中的尺寸有所缩小,这种性能称为塑料的收缩性,其收缩量视树脂的种类、成型条件、模具设计变量等不同而有所差异。
(2)成型收缩率
注塑制品因其成型冷却后收缩而引起的尺寸变化同模具型腔的尺寸的比值,称为成型收缩率(简称收缩率)。成型收缩率,一般是表示制件成型后的尺寸收缩的程度。它用同一部位的制品尺寸同模具尺寸之差,再与模具尺寸相比的百分率表示。
式中,η1为制品的收缩率;L0为模具尺寸(mm);L1为同一部位的制品尺寸(mm)。
制品成型2~4h后测定的收缩率称为初期收缩率,制品成型16~24h或24~48h后所测定的收缩率称为成型收缩率。
在成型作业中,由于受到热或者压力等外因引起的成型收缩可以分为三种:(https://www.xing528.com)
一是由于树脂固有收缩引起的成型收缩,二是由于制品形状引起的成型收缩,三是由于成型条件引起的成型收缩。可以认为引起成型收缩的原因是热、弹性恢复结晶化、分子定向缓和引起的。除此之外,还有塑性变形等因素。
(3)国产常用注射成型塑料名称及成型特性
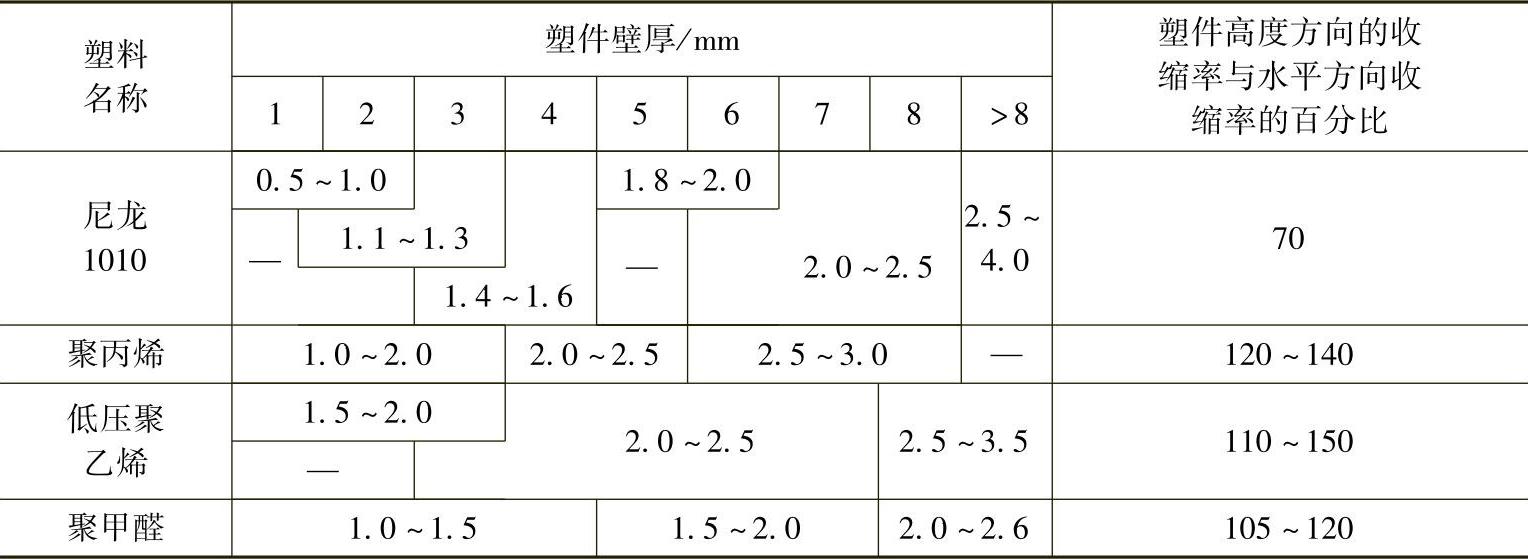
各种塑料的成型收缩率见表2-3、表2-4,详细见附录E“国产常用注射成型塑料名称及收缩率和成型特性”、附录F“国外生产常用注射成型塑料名称及成型特性”。
表2-3 收缩率范围较小的收缩率(%)
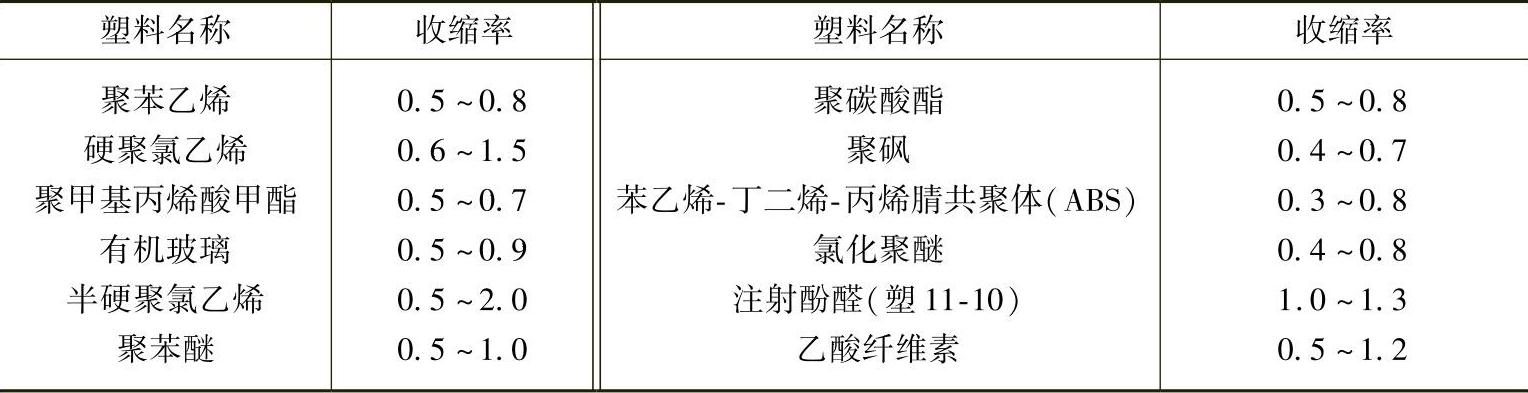
表2-4 收缩范围较大的收缩率(%)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。