



TPM虽然产生于日本,但实际上它是设备管理工程发展到一定阶段的必然产物。日本在提出TPM思想时,除了以美国的生产维修体制为基础以外,还自觉或不自觉地吸收了美国后勤工程学、中国鞍钢宪法中群众参与管理的思想。日本实施TPM,以其优良的产品品质和市场竞争力取信于全世界,使世界各国看到,实行TPM的确是有效的。实施TPM使日本的企业既取得可观的经济效益,又获得难以计量的无形资产。
(1)TPM更高标准的要求 新一代TPM活动得到一定发展之后,又提出了更高标准的要求,它体现在TPM的五个特征上:①以建立生产系统的最高效率(综合效率化)的企业素质为目标;②通过生产现场和实物,建立起以生产系统的寿命周期全过程为对象,使“灾害为零、废品为零、故障为零”,防止所有损失于未然的组织结构;③从生产部门开始,遍及到开发、经营、管理等所有部门;④从领导到第一线职工全员参加;⑤通过重复的小组活动,达到“损失为零”。
与早期提出的特征比较,这些特征增加了更高标准的要求。上述的“三个为零”,也有的翻译成为“事故为零、缺陷为零、故障为零”。
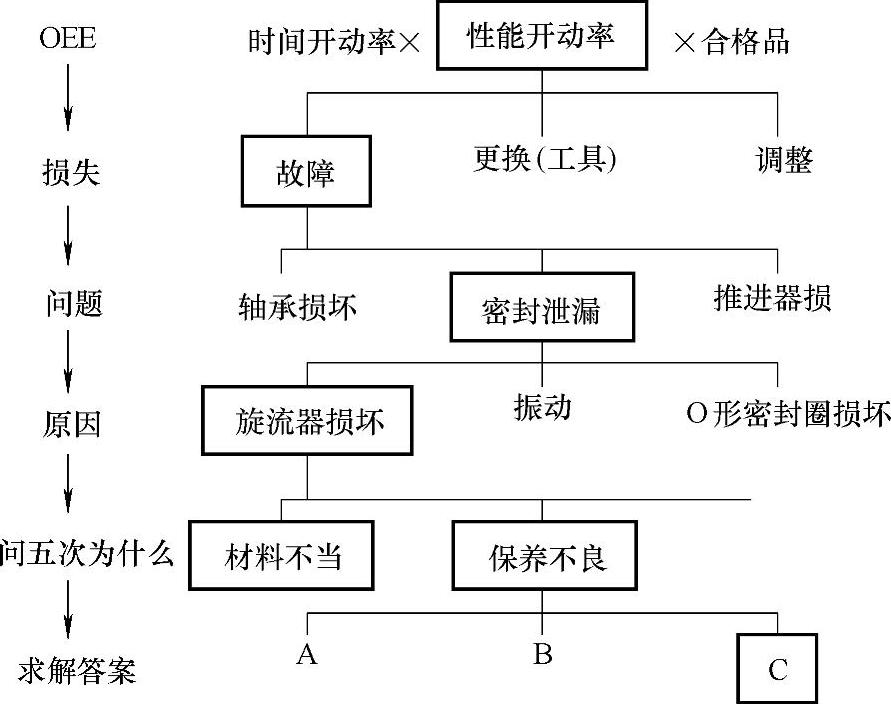
图1-33 利用PM分析寻找深层次原因
从1964年开始,日本设立PM优秀单位奖,由日本设备维修协会(Japan Institute of Plant Maintenance)评选出生产维修优秀的企业。直到1971年,才把TPM的推行实绩作为考核标准。到目前为止,在日本实行TPM的大公司已超过400家。从1971年到1988年,获得PM奖的企业已达138家。其中包括一些外国公司,如Volvo Cars Europe Industry等。参加TPM活动的企业从一开始的汽车、家电、组装工业,向集成电路、大规模集成电路、炼油、石化、一般化工、钢铁、造纸、水泥、食品、医药、燃气装置等整个制造业普及。
(2)TPM在全世界的推广和影响 日本在本国推行TPM的同时,还注意了对外交流和宣传。虽然PM产生于美国,1987年,当中岛清一率代表团访问美国辛辛那提参加第四届国际维修会议,在匹兹堡的TPM专题会议上宣讲TPM时,有80多个美国公司的150多名代表参加会议,美国企业对TPM表现出极大的热情。
到目前为止,在挪威、意大利、马来西亚、巴西、葡萄牙、西班牙、韩国、美国、中国、印度和新加坡等国都举行过TPM研讨班。
TPM的国际会议也频繁召开,如1991年在日本东京召开“TPM’91世界大会”。1992年4月在比利时的布鲁塞尔举行“欧洲公司最高领导人TPM会议”。1992年6月在英国伯明翰召开一次TPM会议。1992年9月在美国芝加哥召开另一次TPM会议。
1995年TPM世界大会在日本东京召开,参加会议的代表约800多人,其中有300多人来自北美、拉丁美洲、欧洲和亚洲各国,这次会议受到国际维修界的瞩目。
总之,据不完全统计,目前世界上引入TPM的国家和地区有美国、南美地区、墨西哥、韩国、泰国、马来西亚、中国、法国、挪威、瑞典、芬兰、英国、意大利、葡萄牙、西班牙等。TPM在全世界产生了较大的影响。
(3)TPM的新发展 日本人在1971年提出TPM,这一整套理论和规则是日本的企业在吸收了国际上的先进维修策略及自身的实践之后产生的新体会和新发展。TPM在国际维修界已不仅仅是某种做法,而是逐渐变成了一种维修文化。
1)新一代TPM的基本原则。日本在原有TPM的原则基础上,又提出了更高的目标。日本近年提出的TPM基本原则是:①建立盈利的公司文化;推行TPM的公司应该通过减少16大损失,优化质量、成本和交货期来最大限度地满足客户要求。②推进预防哲学(MP→PM→CM);从维修预防到预防维修到改进维修,按照“现场—实物”原则防止损失,达到损失为零。③全体员工参与;各级员工组成小组,制定如零故障、零废品的更高目标,参与解决问题,实现目标;人人参与管理,注重人的价值,满足人成长的要求,让员工感受成功和成就,感受生活的意义。④现场与实物;推动TPM的企业实行“现场—实物”落实到人的检查方式,实行视野控制,创造良好的工作环境。⑤在八大支柱下推进TPM。⑥争取4S(CS——客户满意,ES——雇员满意,SS——社会满意,GS——全面满意)。⑦自动化与无人化工厂的运行;创造一个无人的、对人友好或者灵活的工作环境。
2)新一代TPM的目标。新的TPM以减少十六大损失为基础,力争达到如下目标:①检查和弄清本企业的总损失情况;②弄清本企业的利润损失;③搞好本企业的维修基准4M——人、机、料、法;④建立短、中、长期发展规划;⑤优化PQCDSM(产量、质量、成本、交货期、安全与劳动情绪);⑥进行盈利企业的变革,生产减少而利润增加;⑦明确观念,即对企业、生产线、设备及人员制定3~5年或进入21世纪的明确目标,而且用数字表明;⑧管理者的思维变革;改进管理能力,如领导、行动、决策和逻辑能力;⑨生产现场的变革,即操作工人的思想变革;⑩取得ISO 9000、14000的认证。
把上述的结果归纳成三句话,即:改进和加强企业文化;建立21世纪新型企业;建成有魅力的企业。
3)减少六大损失扩展到减少十六大损失。新的TPM关于十六大损失叙述如下:①设备故障;②安装调整;③更换刀具、夹具;④开工试运行;⑤其他停机:清理、检查、等待材料、等待人员安排、质量认可;⑥短暂停机与空转;⑦速度损失;⑧废品与返工;⑨管理损失:等待指示或等待材料;⑩操作损失:设备停机、运行、方法、工艺、技能和劳动情绪影响;(11)生产线组织损失:生产线安排组织、自动化及失效损失;(12)后勤损失;(13)测量和调整损失;(14)产量损失:废品、开工、切削、重量、超负荷损失;(15)能源损失:启动、过载、温度损失;(16)模具、工具、夹具本身损失。
显然新的TPM较之原来TPM指出的六大损失又扩展了一些内容,但仍以六大损失为主。只不过从产生损失的原因上又作了重复和细致的划分。
4)新一代TPM给企业带来深远的变革。具体如下:①狭窄定义的工作被广泛定义的工作所代替;②按工作内容的报酬被按技能水平的报酬所代替;③由上级的检查评估被小组自主评估所代替;④由上级的监督被自我监督所代替(要我做→我要做);⑤有限的进步被不断的学习和培训所代替;⑥个体工作被小组群体工作所代替;⑦不关心经营被小组关心公司发展所代替;⑧有限的投入工作被广大职工的主动参与所代替。
5)新一代TPM五大支柱的新解释。具体如下:①追求企业综合效益最大化;②现场生产系统寿命周期损失最小化,即零事故,零缺陷,零故障;③涉及所有功能,包括生产、开发、销售和管理;④全员参与,从高层领导到一线工人;⑤通过重叠的小组实现损失为零。
6)给TPM赋予新的意义。什么是TPM?其新的意义由新的英文表达词组所赋予,即:
Total Profit Management——全面效益管理,为了挽救公司;
Total Production Management——全员生产管理,ISO,TQM,JIT等;
Total Perfect Manufacturing——完善生产,减少损失;
Total Production Maintenance and Management——全面生产维护与管理。
7)新一代TPM的文化内涵。任何管理都以一定的文化内涵为背景。TPM的文化内涵就是由不断地调动人的资源和潜力开始,达到团队的合作精神。团队的合作是一种氛围,也是企业的文化,是人们追求的公司愿景。广义地说,也是人类生存的一种生态环境。
8)新一代TPM的八个原则。新一代TPM由原来的五个原则发展成为八个原则,由图1-34所示。
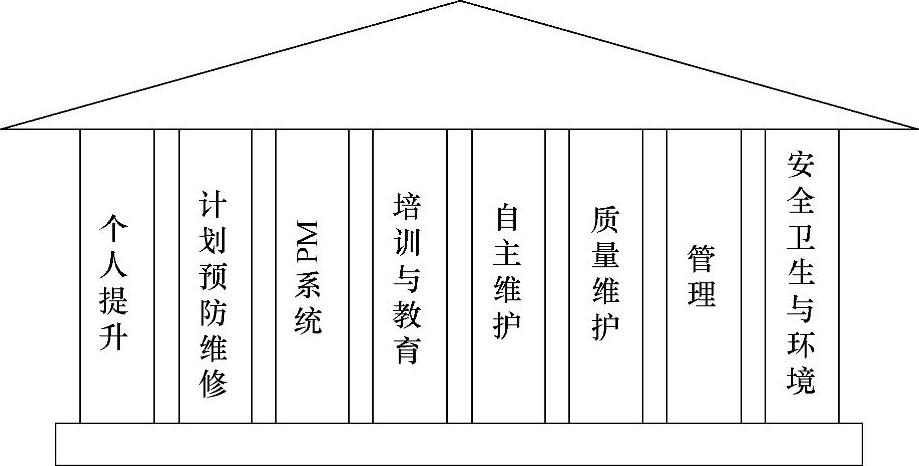
图1-34 新TPM的八个原则
TPM已经成为被国际企业界广泛认同的、成功的维修管理模式。仅美国就有200家以上的企业在推进TPM。在欧洲、南美、亚洲都不乏TPM的推进组织和众多成功的案例。然而,因为地域不同、文化不同,TPM的推行方法也有所不同。正是因为国际企业界都在为TPM添砖加瓦,才使这一管理模式国际化,最后成为国际的TPM。
TPM的发展大概经历了四个阶段:第一阶段为日本的中岛清一提出早期TPM的基本内容,主要关注于设备六大损失的解决和OEE的提升;第二阶段为国际TPM协会主席哈特曼提出的如何解决TPM导入和消除八大损失问题;第三阶段为日本设备维修协会提出的全公司范围的TPM,提出十六大损失、八个支柱和新的4S;第四阶段为各国企业界对TPM不断贡献的全面、完善发展时期。
国际维修管理界在肯定TPM的同时,也发现了原始TPM的不足。原始TPM最大的不足是缺乏对设备寿命周期内全系统的思考和设计。这个全系统是从空间和时间两个层面上分析的。空间层面即指TPM虽然肯定预防维修(PM)的应用,但忽视了对PM的设计,忽视了状态维修,忽视了社会的、专业的合同化维修及RCM等先进方法的引入,忽视了这些方法与TPM的结合。从时间层面看,按照设备寿命周期的逻辑顺序,TPM着重于设备现场管理,但对于在设备前期管理、资产台账管理、备件管理、故障研究和维修模式设计、技术改造管理等方面却显得薄弱。TPM的推进与OEE的计算有利于找出损失,但却难以从系统的高度分析出原因,找出优先序,指引企业抓住重点来解决问题。瑞典的大卫·舍文指出,TPM不排除PM,但没有单独的策略来描述PM。TPM在预防维修、视情维修基础差的工厂里实施可能效果明显,但在较好企业里指望“客厅工厂”的回报有限。他认为TPM对企业发展有利,但作为维修系统是不完整的,作为维修工艺学的原理是不恰当的。
国际企业界对TPM的推进提出不少改进的意见。国际TPM协会主席哈特曼为解决八大损失,在原TPM的OEE基础上提出完全有效生产率,即TEEP(Total Effective Equipment Productivi-ty)的概念。
TEEP=EU×OEE
式中 EU——设备利用率,反映了设备的计划停机和无订单停机。
日本设备维修协会近来提出的十六大损失包括八大设备时间损失、五大人工损失和三大材料损失;八个支柱为自主维护、个别改善(十六大损失)、计划维修、质量维修、维修预防、办公室的TPM、环境与安全、教育与培训;新的4S为客户满意CS(Customer Satisfaction)、雇员满意ES(Employee Satisfaction)、社区满意SS(Social Satisfaction)和全面满意GS(Global Satis-faction)。
美国的本杰明·布兰查德建议实施PM的强化方法。他指出:要把企业看成一个系统,有输入、运行过程和输出。系统具有功能目标。系统是原料、设备、软件、设施、数据、信息、服务和人员等要素的组合。这些要素为实现系统的功能目标而组合在一起。当系统有了新的要求,就要通过一个自上而下的过程重新定义系统的基本要求,在“整体”要求和计划的寿命周期范畴来确定新系统。然后就是以OEE为重要指标的评估。国际TPM协会主席哈特曼认为TPM成功的关键点是:①企业高层领导的决心;②管理层的培训;③TPM的全面培训;④TPM的可行性研究;⑤优秀的导入和推进计划;⑥良好的TPM组织。
哈特曼认为TPM的可行性研究十分必要。可行性研究的内容包括:设备、人员、当前的管理状况、员工的整洁习惯、团队合作气氛及推进的费用估计等。TPM的推进流程和组织如图1-35所示。
印度的R·拉吉、N·E·斯里哈兰提出生产全过程设备管理,即TPAM(Total Process Assets Management)的概念,将TPM广泛化。TPAM的主要特征是通过全员的参与、功能危害度分析、效率模型的创建、精确的信息技术、有效的库存控制、人机适应的人力资源管理和最佳操作规程的执行,使设备在寿命周期内保持整体性能的较高水平。TPAM的执行划分为策略、计划和实施三个阶段。
在策略阶段,首先对设备登记造册,然后按照功能危害程序分析(FCA)结果进行分类,TPAM还给出备件的优先次序。
实施阶段采用TPM的方法,通过全员参与,避免重大损失,提升设备的OEE(Overall Equipment Effectiveness)和OPE(O-verall Process Effectiveness)水准。设备维修和改进计划是在车间维修保障小组的支持下,通过员工自主维修来完成的。
计划阶段则按照如下的逻辑进行:最关键设备实行以可靠性为中心的维修(RCM),关键设备主要采取主动维修,如故障监测条件下的状态维修等;对故障隐蔽、偶发的关键设备,则可以进行被动维修,即定期维修或纠正、修复性的维修。其他不关键的设备一般进行被动维修。在计划阶段,备件的保障同时建立起来。
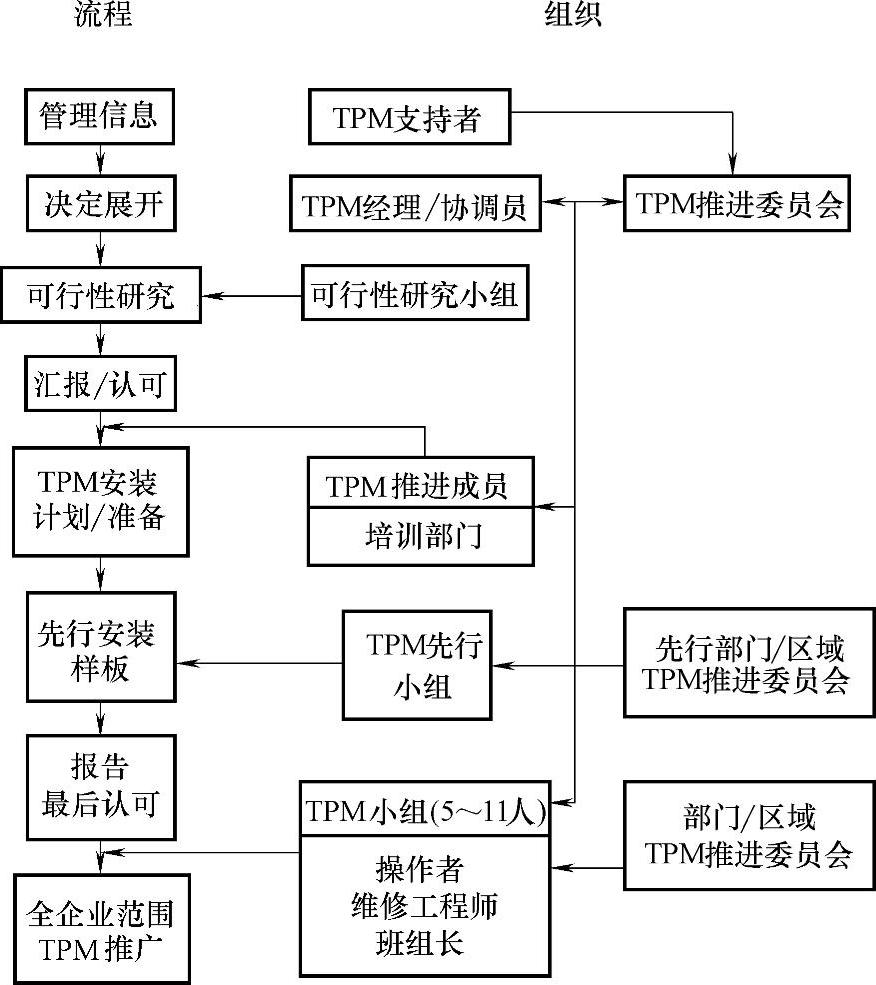
图1-35 TPM推进流程和组织
英国的A·沙夫和W·拉比伯提出网格决策方案,即DMG(Decision Making Griddling)方法,以弥补TPM的不足。这种方法强调对一套能够与企业目标匹配、便于应用而且能够支持决策的维修功效指标度量,再经过一个决策分析过程,才进入预防维修的行为。DMG的第一步是对设备停机时间、停机频率等指标进行分析;第二步是绘制决策网格图,这也是思想的核心;第三步是做好决策保障,主要是费用的评估。其决策网格如图1-36所示。
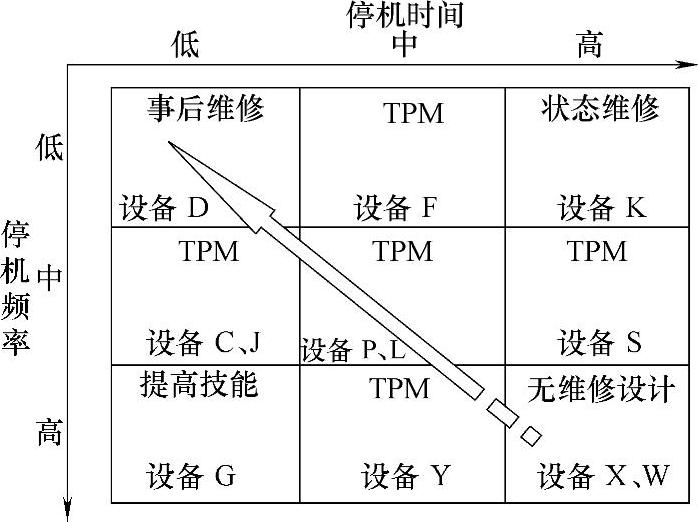
图1-36 决策网格图
英国的TPM专家彼得·维而蒙德(PETER WILLMONT)在2008年的报告中提出“可持续的TPM推进”思路。他认为“工厂的地板是设备的一面镜子!”按照时间顺序,TPM的推进需要两年时间,其各个阶段的内容如图1-37所示。
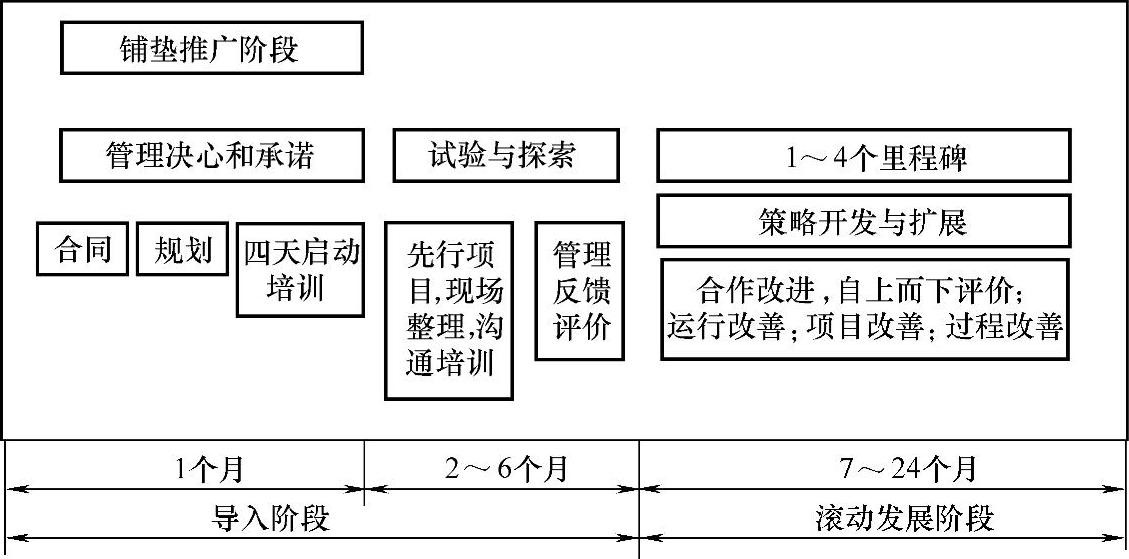
图1-37 TPM的推进流程
企业推进TPM是靠目标驱动的,从目标驱动的作用看TPM的影响,见表1-5。
表1-5 从目标驱动力看TPM的影响作用
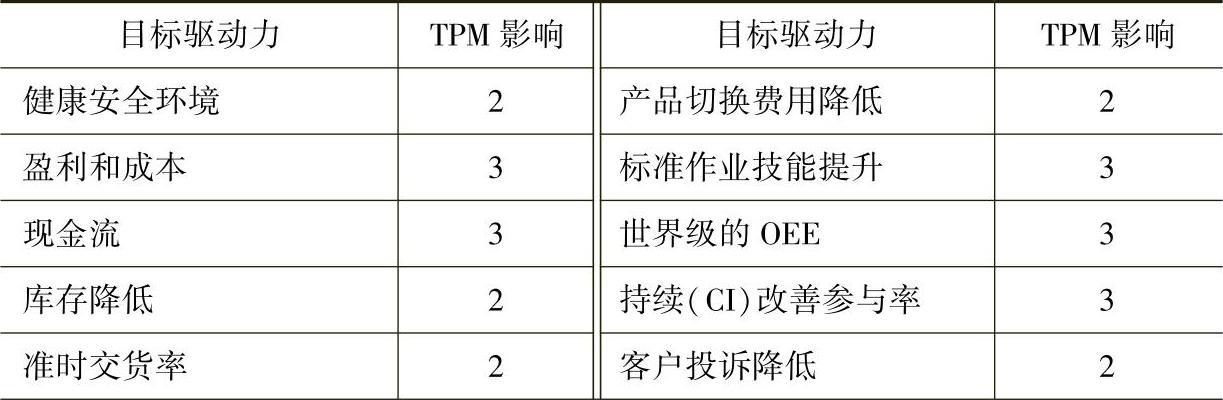
这里:0代表没有;1代表有一些;2代表影响明显;3代表影响突出;由表1-5得到,TPM总影响=25/30=81%。显然,如果认识到TPM的积极作用,企业推进TPM的愿望是强烈的。
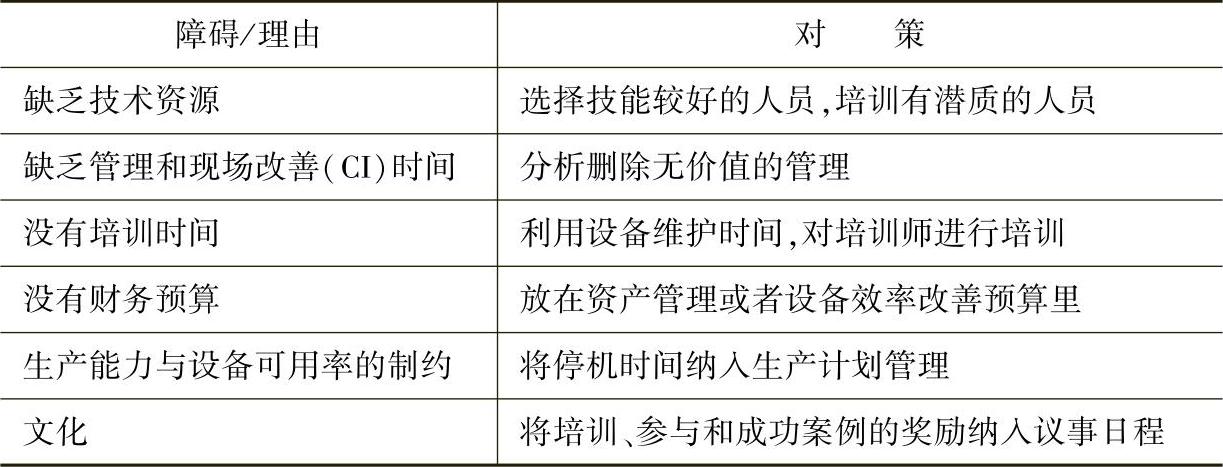
那么,什么是推进TPM的障碍呢?表1-6给出了彼得的调查和对策。
表1-6 推进TPM的障碍调查和对策
那么,如何启动TPM呢?首先,要了解企业对管理的期望是什么?员工的期望是什么(这往往是推进中被忽略的问题)以及工作的优先序是什么。图1-38给出了需要认真调研和回答的问题。
不少企业的调研可能会得到图1-39所示的结论。当我们关注对员工的期望时,就要对管理者提出更高期望。因为,这是顺利推进的前提。
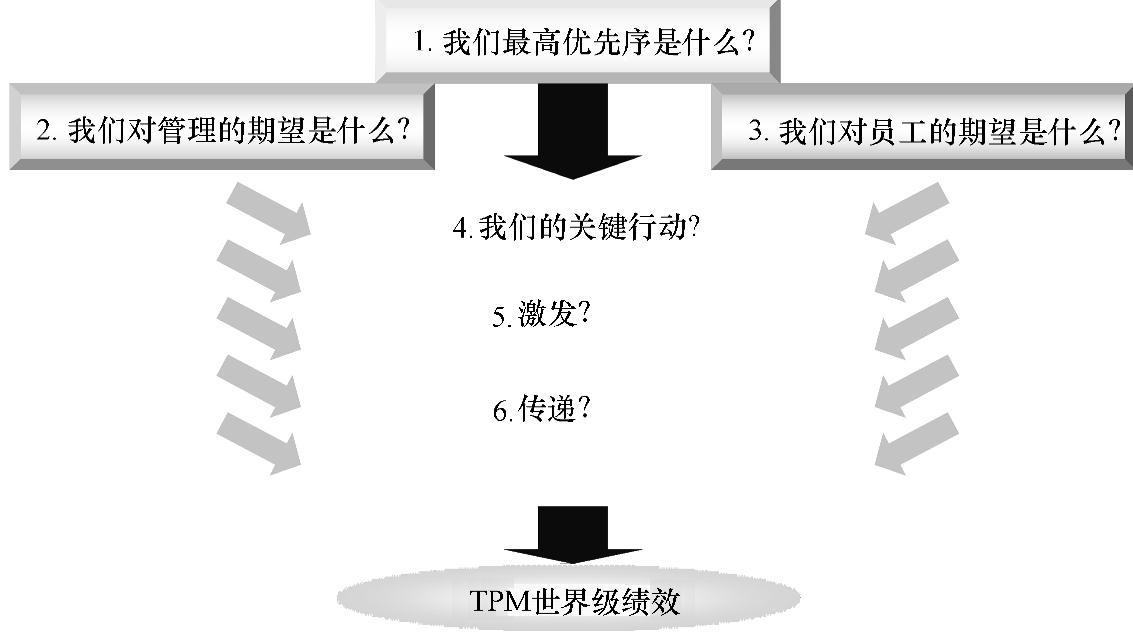
图1-38 启动TPM需要关注的问题
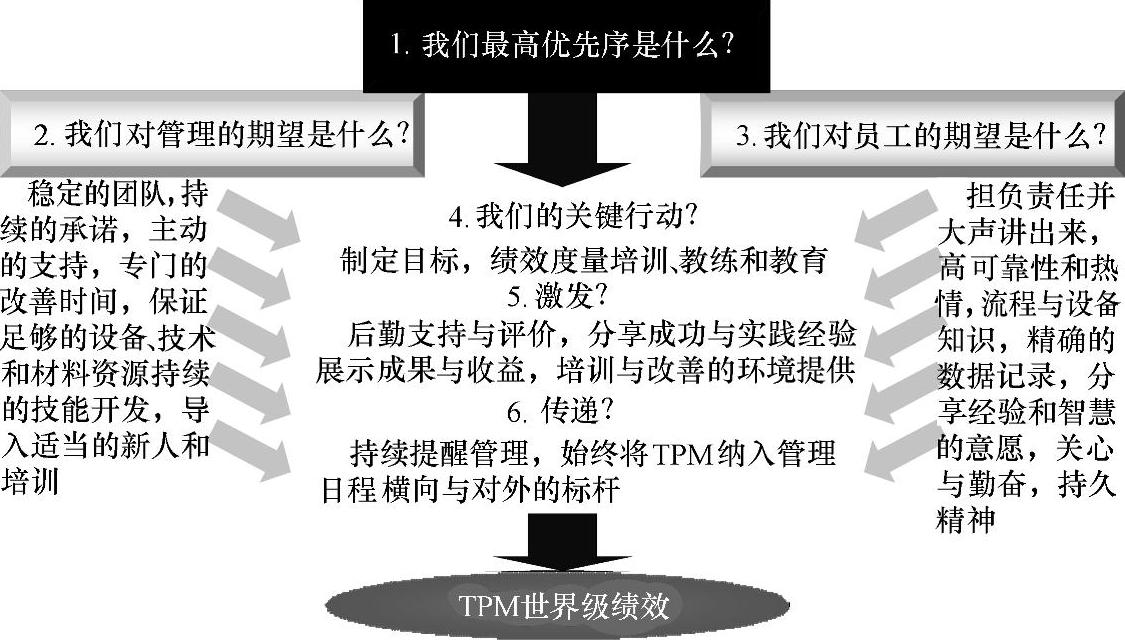
图1-39 TPM启动需要关注问题的展开
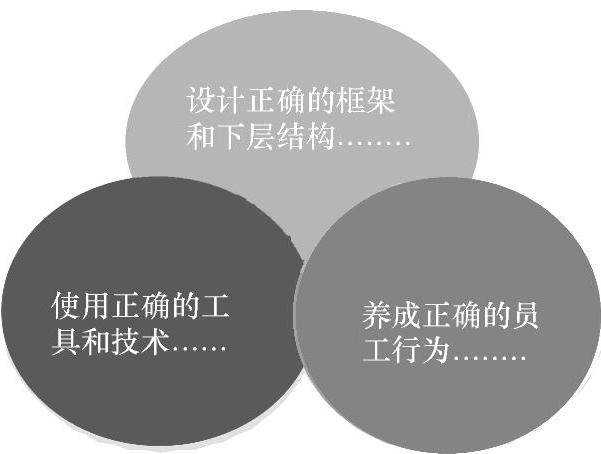
彼得认为,TPM推进需要具备三大要素,如图1-40所示。这三大要素又是相辅相成、互相支持和互相渗透的。
第一个要素是组织结构设计,这是前提,否则实施起来就会遇到很多障碍。有了良好的结构,还需要优秀的工具和方法辅助,这可以事半功倍;TPM最终要靠员工的自主行为来实现,所以习惯的形成十分重要。组织结构和工具可以促进员工习惯的养成;反过来,员工相关的养成又有利于良好工具的不断导入。
彼得认为,可持续的TPM推进的环境建设(图1-41)需要以下的条件:要制订一个与业务相关的、相对稳定的、可信的、关系企业成本/效益的主计划;透明的管理;包含挑战和改善愿望;关注绩效;专注与热情;安排TPM的改善时间;连续使用数据和信息;通过对KPI的连续检查,让组织理解目标;小组活动基础;通过区域/生产线/单元的划分营造主人翁和区域改善文化;有规律的、以事实为基础的评价和评审过程;负责任的执行能力。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-40 TPM推进需要具备三大要素
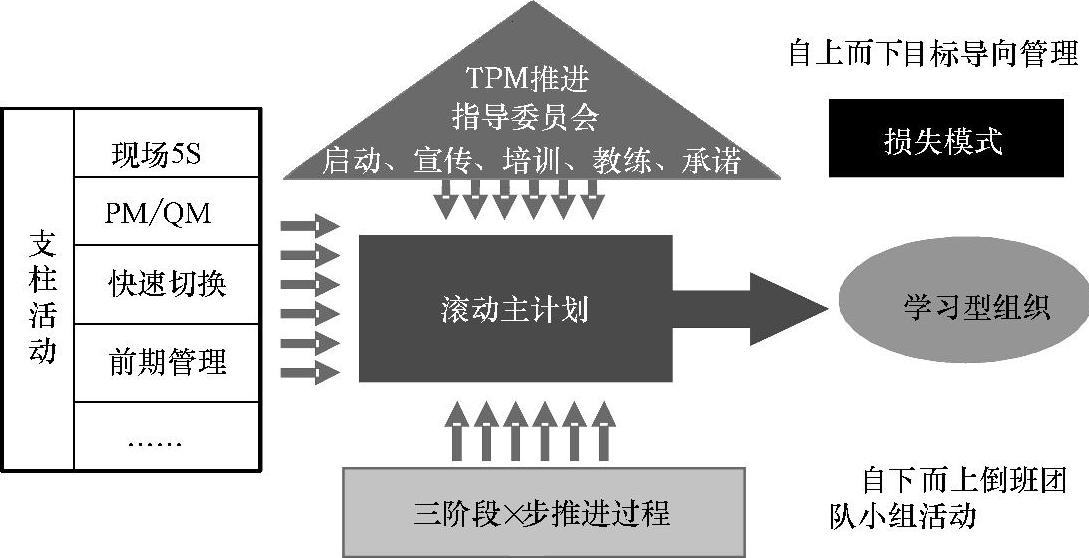
图1-41 可持续TPM推进的环境建设
推进中的常用工具包含:快速切换技术、SPC统计过程、5S、6σ、OEE的测量、失效模式与效果分析(FMEA)、价值流分析、问题解决分析(五个WHY)、损失分析(六大、八大损失)、协调员调动、团队学习和团队教练、维修策略、设备前期管理等。
TPM的组织结构建设十分重要,一定要建立在公司指导委员会领导下的核心推进团队。在各个生产部门设置TPM联络员岗位。设计、工程、技术、财务、营销等部门都应该成为TPM的支持者。其结构如图1-42所示。
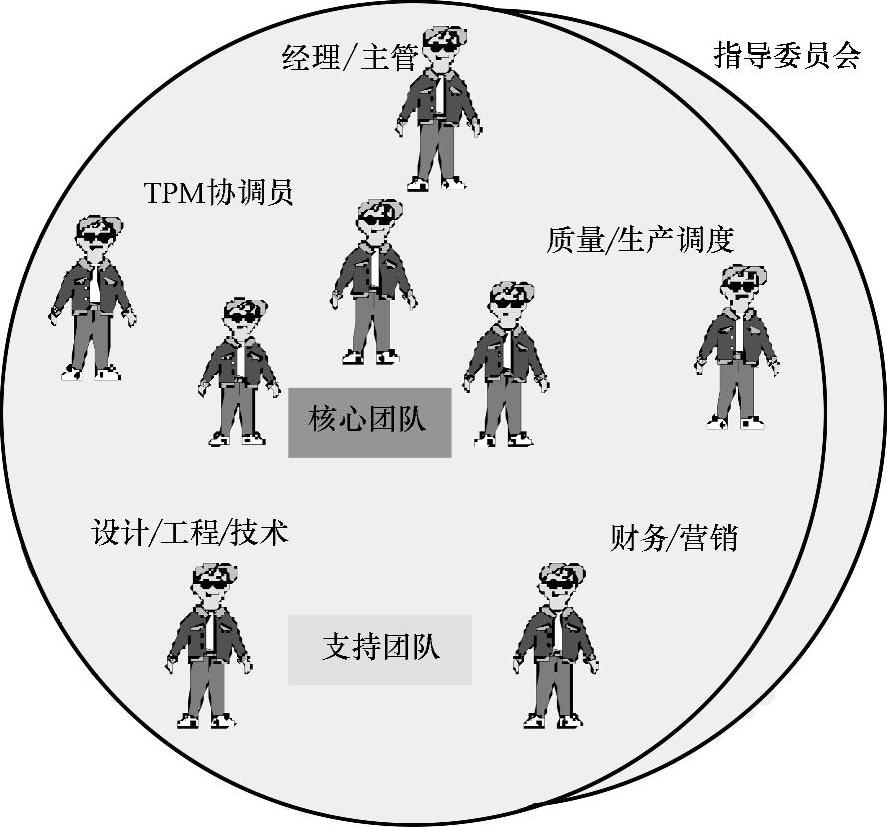
图1-42 TPM的组织结构
根据彼得的经验,TPM的推进是包含了三个活动圈,第一是度量圈,通过收集历史数据,定义指标及计算方法,评价当前设备损失和绩效状况,设定改善目标和优先序;第二个是状态圈,通过实时评价状态,了解设备状态改善情况,做好备件和人力资源配置来推进TPM;最后是实践圈,通过小改善和技术提案的实施,有效的后勤保障体系支持,形成期望的最佳实践,从而改善设备状态,达到期望的推进效果。TPM的三个活动圈如图1-43所示。
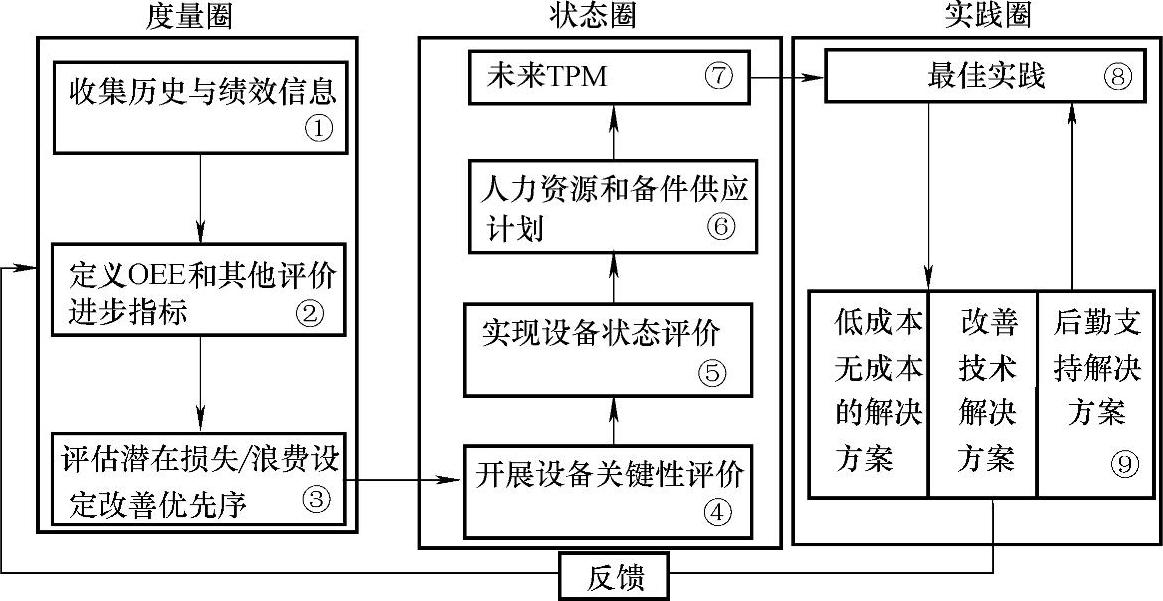
图1-43 TPM的三个活动圈
按照彼得的归纳,TPM的5S被提炼成英文CAN-DO为字头的五个词。
CLEAR OUT 清理SEIRI
ARRANGEMENT 安排SEITON
NEAT&CLEAN 洁净SEISO
DISCIPLINE 纪律SEIKETSU
ONGOING IMPROVEMENT 改进SHIKSUTE
SORT OUT 整理
SET LIMITES&LOCATIONS 定置
SHINE 光亮
STANDARDIZE 标准化
SUSTAIN 坚持
如何让员工焕发热情,创造卓越业绩呢?彼得以员工的思维方式设定了几个问题,希望我们的管理者能够做到。
作为一个员工,如果你能……,我会做得与众不同!
 问问我最好的途径是什么;
问问我最好的途径是什么;
 包括未来的工作方法;
包括未来的工作方法;
 将结果反馈给我;
将结果反馈给我;
 对我进行及时的教练和培训;
对我进行及时的教练和培训;
 给我专门的改善的时间……。
给我专门的改善的时间……。
员工会给我们创造奇迹!
TPM可以改变人们的行为方式,让员工以主人翁的精神最大限度地参与到生产维护活动之中,通过有效的小组活动,稳定的持续改善,充满热情地把事情做好。
TPM的滚动发展,一般要经历四个里程碑,如图1-44所示。
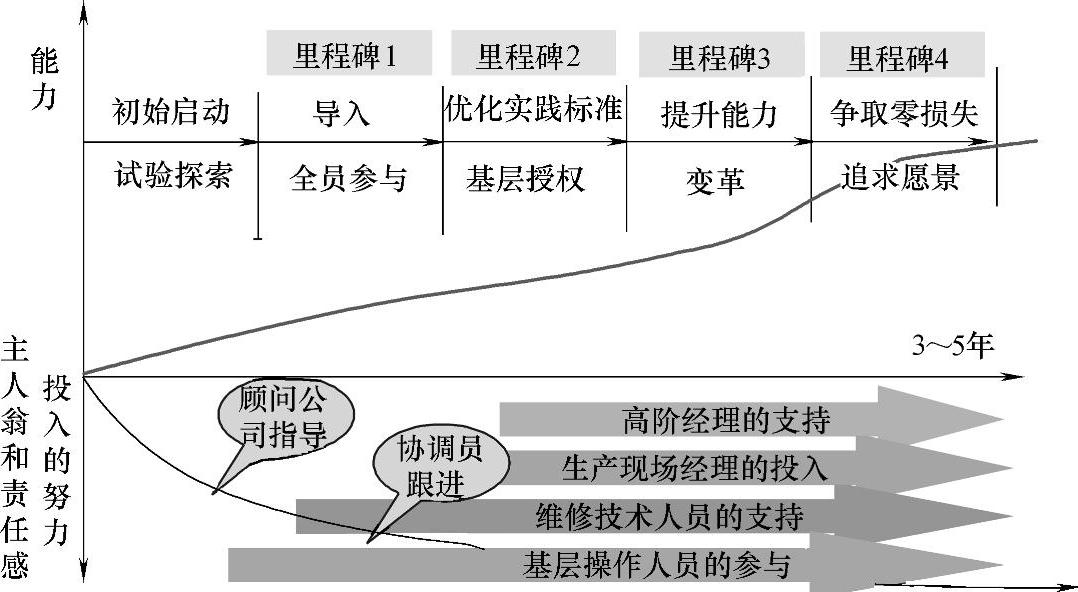
图1-44 TPM推进的四个里程碑
四个里程碑也是推进的四个阶段,每一阶段应该有每一阶段的重点和主攻方向,通过这样循序渐进、步步深入的推进,让组织绩效逐渐靠近企业设定的目标。这四个里程碑的工作重点也可以通过图1-45所示的内容解读。
最后,彼得还描述了TPM推进的成功关键,如图1-46所示。
在这里,领导的支持、全职推进人员的努力是十分关键的,这也是被大量成功企业所证明了的。
联合利华在推进实践中,还将TPM扩展为:

图1-45 不同里程碑的不同目标和工作重点
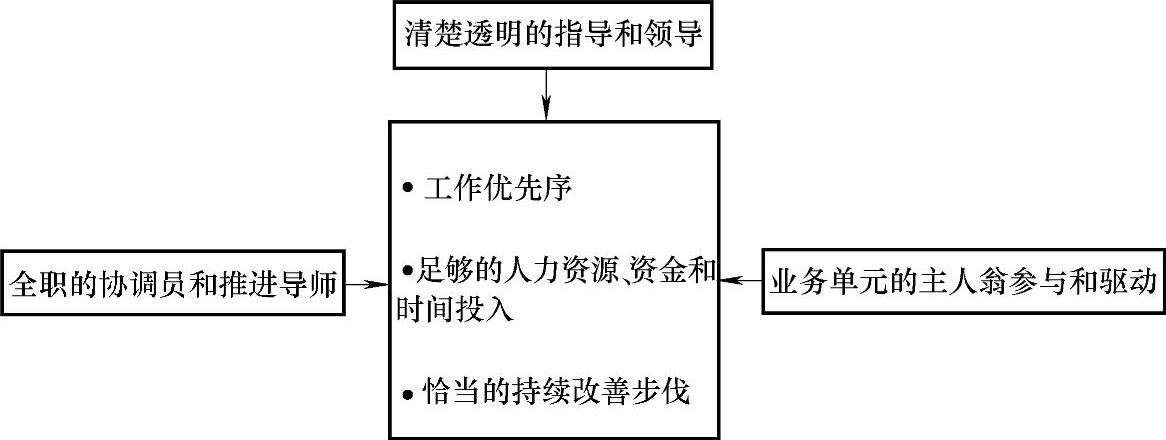
图1-46 TPM推进的成功关键
Total Productive Maintenance——全面生产维护;
Total Productive Manufacture——全员生产制造;
Total Perfect Management——全面优化管理;
Total People Motivation——全员激励;
Teamwork between Production and Maintenance——生产与维修团队合作;
Total Perfect Manufacturing——全面优化制造;
Transforming People’s Mindsets——员工理念转变;
Total Production Management——全员生产管理;
Training People Meaningfully——员工长期培训;
Total Pampered Machine——完好设备;
Total Process Management——全员流程管理;
Total Product Management——全面产品管理;
Total Profit Management——全员效益管理;
Total Plant Management——全员车间管理;
Tapping People’s Mind——开发员工思想;
Teams Produce More——团队产出更多;
Trust People More——对员工充分信任。
他们认为,当锁定问题时,5S、可视化管理(VCS)、看板(KANBAN)是很好的工具;而消灭浪费,可以利用看板、快速切换技术(SMED)、TPM、TQC、工业工程(IE)、设备前期管理(EEM)5WHY/4M(MAN、MACHINE、MANPOWER、ME-THEOD或者MATERIAL)分析方法、4M/PDCA循环方法;当要发动全员参与时,可以充分利用一点课(OPL)、小组活动板(AB)、小组活动(SGA)和提案(SUGGESTION)等手段。
他们还给出TPM管理应具有的组织结构,如图1-47所示。
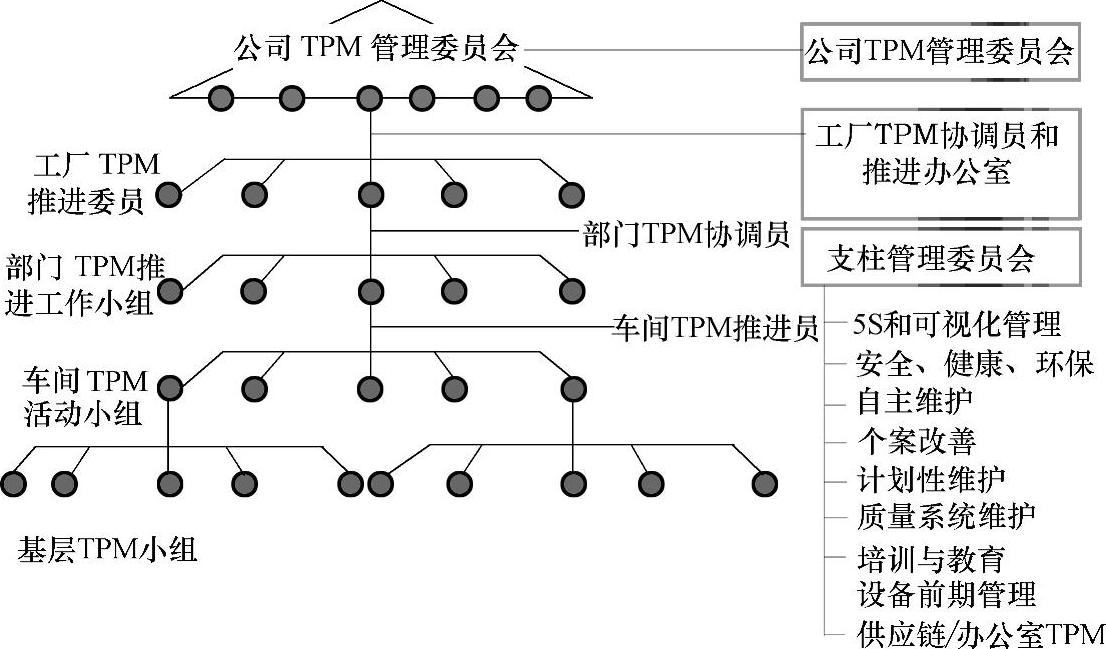
图1-47 TPM管理应有的组织结构
在此组织结构里,也包含了推进专职机构,除了各级推进组织的完备性之外,TPM推进还依据生产实际的课题建立了所谓的支柱管理委员会。这最能够显现推进的直接效果。
在我国,尽管目前有不少企业开始对TPM感兴趣并导入这种管理模式,但真正做得好,推进彻底的企业并不多见。原因很多,归根结底就是企业的最高管理者是否真正渴求TPM。即使企业的领导重视TPM的推进,也很难坚持到底和取得成功。我国企业的困难之处就是管理层、员工的习惯和素养。一个著名企业家拿自己的员工与国外同类企业的员工比较,用一句话来概括他的结论“我们的员工做事不到位”。笔者1998年提出TnPM(Total Normalized Productive Maintenance)概念,即全面规范化生产维护模式,强调建立规范、实施规范和革新规范。以规范解决员工素质问题,以规范解决与传统企业文化冲突问题,以规范解决制度变革问题。这一模式被国内一些企业所认同。目前,已经有上百家大型企业自主开始了TnPM的实施。规范就是让企业从“人治”走向“法治”。著名的联想集团就是用非常完善、近乎繁复的制度和规范来保证企业精、准运行的。联想建立规范的做法是:“有规则就严格按照规则做;规则不好的也要先按照规则办,然后提出修改意见;没有规则的就要在事情做完后整理出规则。制度、规范的出台都有一定之规,制度怎么写都有制度。”TnPM以不断规范的方式,克服企业员工做事的任意性、管理决策的随意性和企业运作的不定性。逐步养成TPM的风格和习惯,建立起适应中国环境的TPM。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。