



易福门企业集团有五千余名员工,“为全球十多万客户研发和生产自动化技术”,它也是电子产业中的一员。易福门生产的八千余种传感器、网络和控制器被广泛用于机械制造、技术制造与加工、汽车行业和视频行业。
该集团成立于1969年,由Gerd Marhofer在埃森组建的部分负责销售和行政管理,由Robert Buck在博登湖组建的部分负责研发和生产。1981年在克雷斯布恩成立的易福门有限责任公司是ifmelectronic gmbh的全资子公司。易福门有限责任公司的大部分机器都是自行研发和生产的。
该公司的产品包括用于移动生产机器的控制器和用于总线接口系统传感器接口的设备。在生产出的五十余万件设备中,有近百分之五属于安全技术和潜在爆炸环境中使用的产品,这样的产品在生产和物流跟踪方面都有着特殊要求。安全技术的生产商有义务采取恰当方式来避免危险,尤其是当产品不能满足特殊的要求时。恰当的方式包括:
“……从市场召回不合格产品,对用户提出警告,召回已经供应给用户的产品……”。
安全技术对产品的可追溯性有着特别高的要求。只有当我们能够准确地判定错误原因,并能清晰地判定被涉及的产品和相关客户时,才能最有效地采取召回措施。
此外,易福门有限责任公司的产品一半以上被用于机械制造领域,这一领域非常重视零部件的质量和已供应零部件的可检测性。而在有着更广泛客户群体的汽车行业和食品行业也同样如此,在这两个行业,召回发生的频率日益增大。另外,电子报废规则也强制电子设备生产商承担产品报废成本。这一明确的规定是相应计算体系的基础。
在描述生产的应用流程时,我们介绍了ifm集团内部完整的产品诞生过程,包括从货物进厂至到达客户,以及相关的IT系统、数据库和相关文件(见表5.1)。
在ifm的15万个不同产品清单位置中,货物进厂是对物料追溯至关重要的一个过程。进厂的物料一般需要人工登记,并记录下仓储位置。尤其是在C部件中特别容易出现错误,以致在易福门有限责任公司内部每周会因为库存不足发生两到三次生产中断。因为我们很难在生产过程中减少订单,所以不得不接受等待时间和生产延时。根据估算,每发生一次这样的状况,会造成三台设备生产的损失,无论是因为重新寻找其他订单需要耗费这么长的时间,还是因为客户由于供货时限的延误而产生不满。
电路板上的部件通常都在位于组件压辊的外包带上。生产商会在组件压辊外贴上相应的标签,上面标有生产商信息、压辊包含的组件数量、湿度等级等。在货物进厂时,物料除了生产商标签以外还会附加一个带有压辊ID和编码的标签,从而借助批号为每个组件建立起物料可追溯性,当然前提是进行人工录入或者用手持扫描仪进行登记时没有发生错误。在现有的操作方式中,错误率为1.5%左右,这也给易福门造成每年约1.5%或者说7500台设备的成果损失。
在部件压辊进入投料机之前还会再次进行检验,确认压辊是否得到订单许可。如果得到正面反馈,则会给压辊相应的订单号。通过这样的方式,易福门有限责任公司的压辊每年只被更换一到两次。不过因为序列号仅在期间检查时才被确认,所以并没有按照用途来对压辊进行分类。
表5.1 生产及物流阶段的相关过程、获得的数据以及IT系统
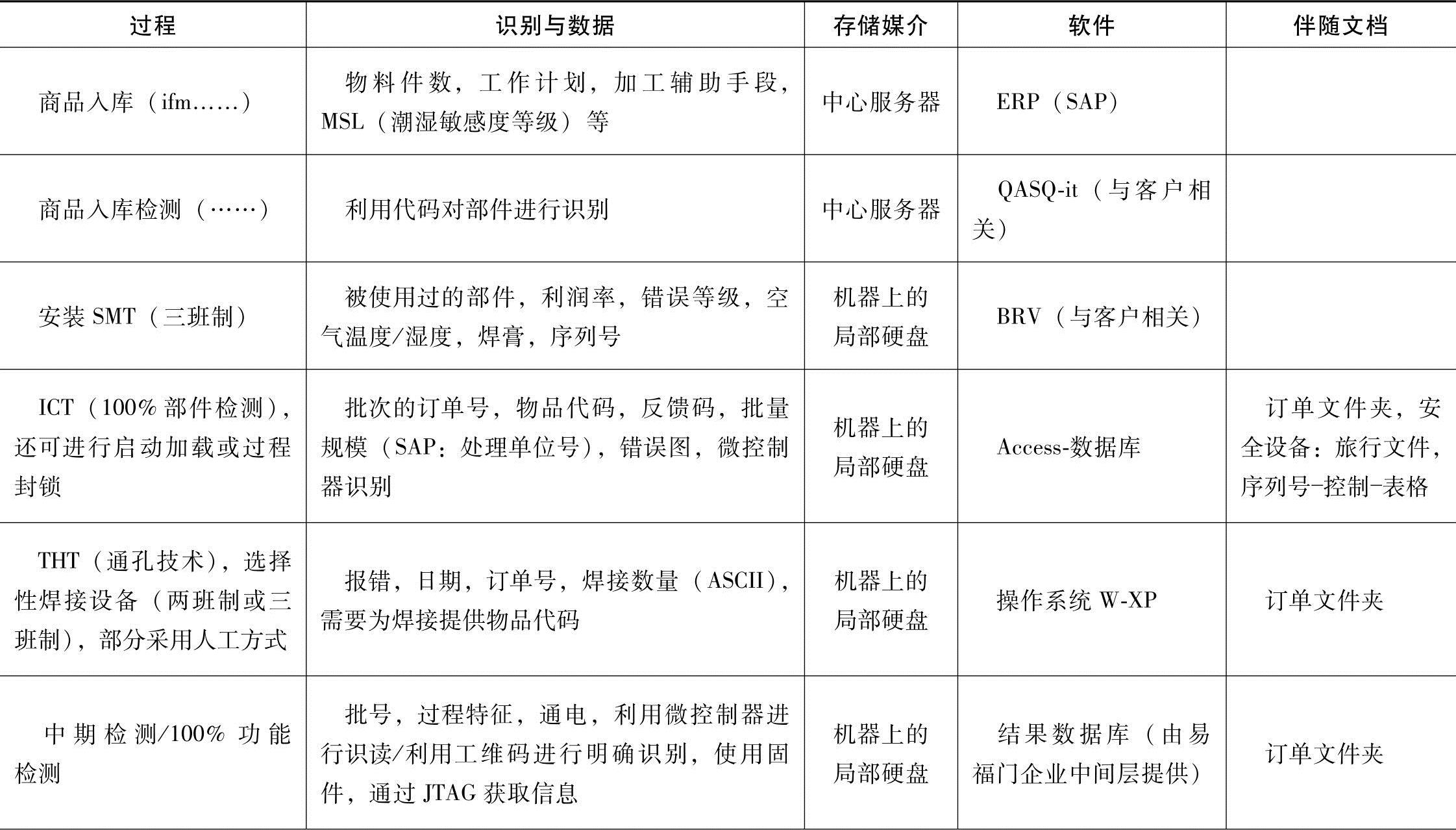
(续)
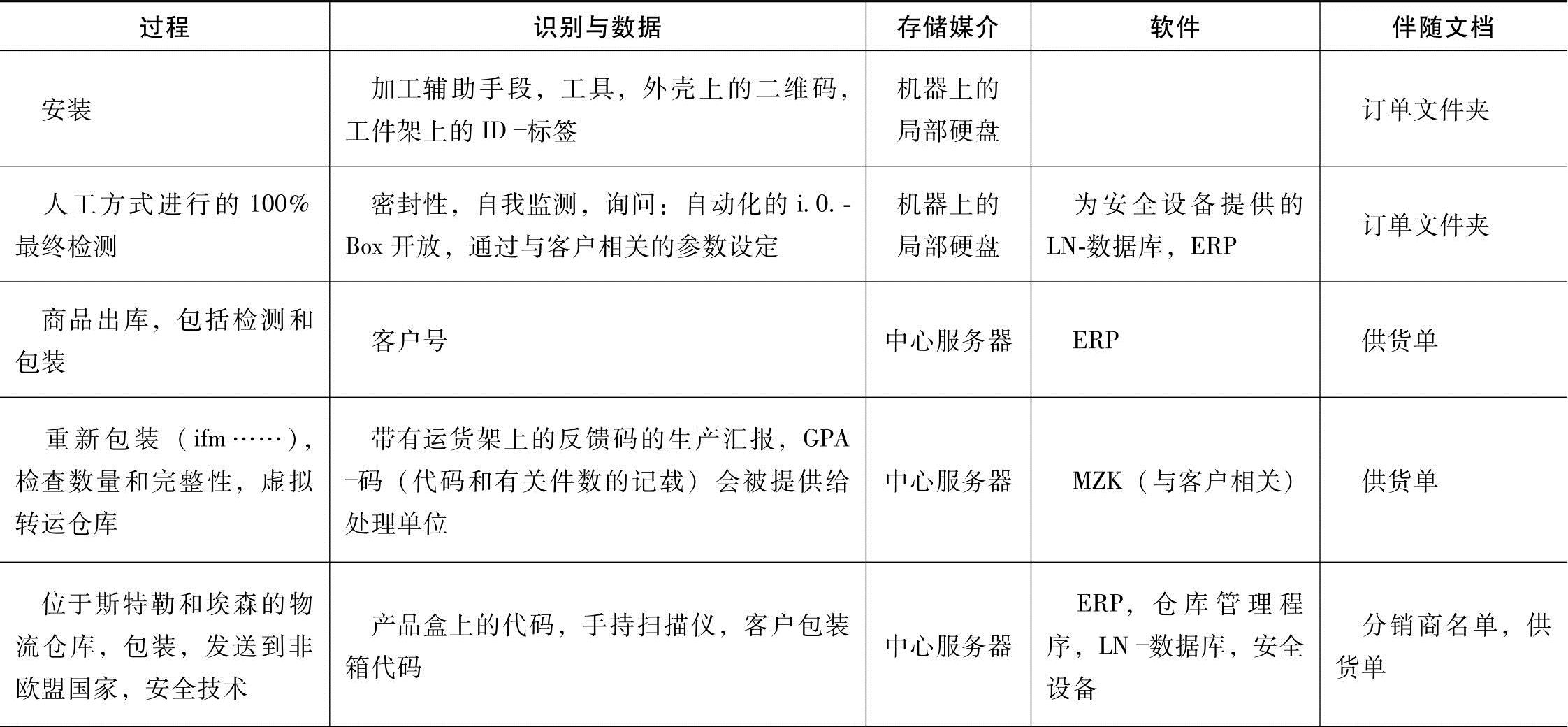
来源:作者参照Banzhaf,2O12,第33页;ifm electronic gmbh有限责任公司,1999,第32页。
如果在订单进行过程中更换压辊,也就是两个组件压辊被连接在一起,则无法在新的压辊上准确判定更换位置。所以ZVEI建议彻底避免结合,以确保组件的可追溯性。
表面组装技术的负荷和之后的组件检测的负荷可达80%~90%。尽管在ICT中就已经测得一次通过率为97%,但部件组却要在中期检测中经过通孔技术之后由序列号来进行辨认。为已被辨认的产品提供的固件是由人工选择决定的,因此选择过程中不可避免地存在错误。中期检测中的一次通过率为95%~97%。
在使用SAP系统之前,易福门有限责任公司中的生产流程记录从可追溯性角度来看并没有被相互联系起来。例如我们无法获知,某一时刻是依据了怎样的检测和工作指令来对订单进行检测和操作的。人工记录被收录到相应订单的文件夹中,这些纸质文档也会在生产过程中一直跟随订单,但是它们不能自动更新到实时状态。只有部件清单、设计图样和ATEX文件夹可以自动进行更新。但是工作计划、工作指令、ATEX/安全设备、纸质文档、生产辅助工具、物料加工规则、检测方案、检测指令、检测建议、检测说明、质量参数等信息都无法自动更新。
2013年引入的SAP系统在很大程度上解决了文档可追溯性方面的问题。我们可以利用这一系统制订工作计划,并在计划中将生产工具、NC程序、文档(如订单相关文件等)和图样保存下来。这些生产辅助资料可以借助SAP更改功能集中地通过历史记录或者借助特定条件得以更改。SAP文档管理系统让我们可以按照工作流程来对检测规则进行归类。另外,因为我们本来就可以对文档使用提供证明,所以这一点并不被视为产品跟踪的局部目标。
对于有些产品,我们为可追溯性提供了二维码(Data-Matrix-Code ECC200)。若没有二维码,则序列号只有在中期检测时才会被完整读出,因为完整读出序列码相当烦琐。微控制器的序列码如果被完整识读,也只会发生一次,其他时候都是利用订单文件夹来进行识别的。如果在第一次功能检测中(或者在之前进行的ICT中)发现了错误,我们就可以借助生产订单号和SAP在工作计划中确认出所有被使用的机器、制造辅助工具、检测程序、图样以及图片文档等,因为工作计划是和生产订单号相连的,从而至少可以使借助工作计划的订单号对应的相应加工过程具有可追溯性。在THT和中期检测之后进行的人工组装工作,例如包装和货物出厂,则没有和微控制器的识别功能相连。这些信息只有通过相关的订单文件夹得以识别。订单文件(部件清单和经过完整填写的、并经由工组长检查的工作计划)会和SAP进行关联,并得以扫描,以电子文档方式得以保留。
在人工操作的100%最后检测中,如今已能实现94%~95%的一次通过率。运转测试则仅被用于R360控制器和少部分客户有特殊需求的产品中。在检测过程中,产品会被连接电压,并持续工作一段时间,例如24h。此外,产品还可能被置于模拟的外部环境中,例如较大的湿度和较高的温度中。在此之前,产品不能有任何损坏。
依照总体统计,易福门有限责任公司的产品一次通过率达到了88%。这样的一次通过率意味着有12%的产品会被淘汰。此外,我们无法估算每件产品接受检测的次数以及检测耗费的成本,尤其是当产品并未被淘汰,而只是接受了检修的情况下。
如果需要提供一个和客户相关的参数,我们就会在最终检测中来进行设定,因为这一参数设定需要连接应用程序接口和电源。这也就意味着,客户数据必须在公司内部就与序列号产生关联。这样的做法与现有做法相比要耗费更多的成本,所以针对个别客户的参数设定往往会遭到生产商拒绝。
对于安全设备而言,对其生产进行识别的操作方式非常烦琐。在ICT系统规定了序列号之后,我们必须在“序列号控制表格”中为每台设备手写记录下它的每个生产步骤。在每一次检测中,我们都必须对设备进行100%检测。如果产品在此之后出现问题,就必须报废,因为它们被贴有安全代码,无法进行修理。在生产结束时,安全设备会被贴上“序列码激光牌”。在外包装上,还需要以人工方式贴上同样的序列码。生产结束后,我们需要对控制表格进行检查,并将设备录入到所谓的安全数据库中。
由于易福门有限责任公司的中心仓库在埃森,而所有产品的生产地却在博登湖,因而产生了很高的物流成本,而且在这一过程中还必须对产品进行多次识别确认。因为在产品到达位于埃森的中心仓库之前,会在位于特南的中心出厂点由工人打开包装,以对其完整性进行检查。在博登湖至特南路段的运输中,易福门有限责任公司会用到70~100辆货车和1万个红色或者黑色的大箱子。在特南,所有产品被从箱子中取出,再被重新打包为处理单位(“香蕉箱”),处理单位外部还会被贴上产品序号和数量。最多装有四种不同产品的集装箱会配有一张供货单,特南和斯特勒之间的物流会用到3000个集装箱。(https://www.xing528.com)
在斯特勒的代销仓库(见图5.1)中,产品被放进大小合适的盒子内,同时,仓储位置和产品箱的代码会由手持扫描仪得以校正(见图5.2)。在特南,箱子外粘贴的产品数量不再重新接受检验,因此标记数量和实际数量之间大约存在2%的误差,但是这一误差对后续流程影响不大,所以能被接受。

图5.1 位于斯特勒的物流仓库、代销仓库
来源:ifm electronic gmbh。

图5.2 产品外盒上的标签
来源:ifm electronic gmbh和作者拍摄的照片。
为了在斯特勒对待发送货物进行装配,我们首先根据发货规模选择了较小的、成本为18欧分的箱子或者大一些的、成本为1欧元的箱子来重新打包产品(700个箱子装满度为75%,对应大约19.1台设备)。
在每个箱子的边角处有两张标签,上面显示的是箱子序号对应的代码,这一代码也出现在代销清单上。箱子上的代码会自动地在每个区域得以识读,以确定箱子是否需要20个代销区域中某一区域代理的产品。该区域货架上的盒子(见图5.3)也会在系统中得以存留。平均看来,一个箱子需要经过两个区域。

图5.3 带有滑轨的代销货架和箱子传输带(右侧:普通货架)
来源:ifm electronic gmbh。
在代销区域中,总共有11名代销商借助代销清单来对供货情况进行汇总,供货信息包括供货单和提供给客户的箱子编号。代销商会利用手持扫描仪将清单上的产品代码与包装盒的代码进行对比。他可以通过代销清单上标记的缩写来检验装在箱子中的被选产品的正确性。
这一人工操作过程完全有可能出现错误。为了避免客户得到不完整的或者有偏差的供货,我们必须对箱内产品再次进行检验。在货物打包完毕后,我们将用精确到0.1g的秤对其进行称量,再用称量结果与箱子的净重做比较。这一净重是在打包之前用相同的秤称量得到的。尽管如此,每年仍然会有700次错误供货(0.1%),这意味着25万欧元的经济成本,此外当然还会引起客户的不满。
在斯特勒仓库还会为安全技术进行一个特殊流程,以确保产品的可追溯性。即依照代销清单将所有设备从货架上取出,再将产品的订单号、客户号和序列号人工录入到数据库中。录入之后会交给客户一个凭据,这一凭据会提醒客户,他需要对产品由此之后的可追溯性承担责任。尽管做了这些工作,也无法始终保证完整的信息记录。以埃森为出发点,有将近25%的产品销售到欧盟以外的地方,这些产品会从分公司的过渡仓库再被发送到世界各地。易福门的销售分公司,也就是位于欧盟之外的、埃森和客户之间的中间站,需要接着负责从斯特勒发出的产品的记录工作,但从组织上看,他们往往不具备这样的能力。所以当产品到达客户手中时,只能通过类别牌来进行识别。可是在工业应用中,类别牌经过数年的时间往往会被严重损坏。
我们仔细观察上述整个价值创造链,便不难发现,对于安全技术而言,人工操作过程所占比例很大,这会导致较高的错误率,进而要求较高的、并且尽可能自动化的成像质量,才能避免进一步产生干扰值。利用硬件技术进行的识别目前并没有在所有生产过程实施,而仅局限于五个生产过程(ICT,中期检测、末端检测、货品出厂和斯特勒仓库),这种识别往往还依靠人工操作,所以不仅烦琐,还难以避免错误。这些依靠人工操作的过程恰恰是RFID这一高度自动化的识别方式非常适用的地方。
易福门有限责任公司内部的IT基础设施在很大程度上依靠自己的软件解决方案,这些解决方案并不能满足实现高成像质量的要求。易福门现有的软件应用有各种不同来源,其中一大部分来自公司内部,甚至有一部分是专门为某一机器开发的,并不具有通用性。过程数据仅被收录在检验设备中,而且还使用了各种不同的存储媒介,所以目前无法通过一个软件集中地来获取可追溯性数据。
“每种类型的追溯都必须依靠手动操作。”
因为机器之间缺乏相互沟通,在加工过程开始之前无法调阅待加工的单位的状态,所以无法实施过程封锁。要想调阅状态,必须先让待加工的单位具有可识别性。部件组则是在中期检测之后才能被识别的。有错误的单位不具备二维码,因而不会被进一步加工,而会被直接淘汰。如果这一错误产生于某个问题部件,我们也无法为后续部件组实施过程封锁,或者仅能比较滞后地利用人工方式来进行过程封锁。
尽管使用了SAP系统,但是易福门有限责任公司现在使用的用于记录单个生产或者个性化生产的人工识别方法耗费的成本也非常之高。易福门有限责任公司有大约4%的产品属于个性化定制,这部分产品却占了几乎10%的销售额,因为这些产品往往属于高价产品。如果能从软件和硬件方面对这部分产品实现自动识别,便能获得很高的利润。
我们所考察的实例,即易福门有限责任公司是一家内部网络中的企业。易福门集团则可被视为一个类似于战略型生产网络的内部网络,因为网络中生产企业的数量可变,而且它们在内部和外部都有多重连接关系,因此相对于生产需求计划、生产需求控制和订单调节,它们具有分散的决策结构。
ifm electronic gmbh作为中心企业会制订战略目标。易福门集团对物流提出的战略要求是,98%的供货在全球范围内能在4天之内进行。而对于卖出的上千万个传感器和系统,是以平均15台的供货规模被发送给不同客户的,4天时间的供货要求对企业来说无疑非常之高。利用前几章介绍的协同机制,不但可以测算出实现这一要求需要付出的成本,还可以对生产过程进行优化。
前几章介绍的协同机制可被用于产品跟踪,而生产过程优化之后产生的“革命性”潜能以及为客户带来的附加价值还需要在应用过程中得以证明。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。