



在上述由下至上算法中我们已经说明,由供货时间和供货守时性构成的供货质量需要我们在计算对于PPS有着重要意义的控制值时加以考虑。另外,为了计算供货成本,还需要对库存值和产能进行反馈。由于网络的供货时间由各个个体企业中的运行时间决定,所以我们可以通过个体企业的运行时间这一PPS参数来对其进行控制。相反,网络供货守时性则与单个企业的守时性相关,并通过单个企业守时性这一PPS参数得以体现。因此,控制值由下述生产计划和生产控制中的参数来决定:运行时间、供货守时性、库存和产能利用(参见2.1.1小节)。
我们可以把生产网络看作典型的车间生产,于是可以得到非常清晰的,且具有可比性的控制值(参见3.4.1小节),即平均流程时间、平均库存以及以负荷为导向的订单投放BOA的平均效率,因为BOA与我们所考察的生产网络具有类似的使用前提(参见2.1.3小节)。对于供货守时性,我们则需要计算出一种新的控制值,借助过程模型可以为类似于以BOA来定义的控制值创造基础。
在过程模型中,我们区分出三种不同的过程要素,即生产、运输和仓储。我们可以在不同层面上来理解“生产”“运输”和“仓储”这三个概念:它们可以被用于一台设备、一个企业或者整个网络,我们所做的就是将属于各个要素的参数在更高一级的层面上汇聚成整个工作体系的一个参数。
图4.4利用一个简单的实例来说明了用于将生产网络模型化的过程模型。这里的工作体系是某个网络成员的整个企业。但是我们没有以亚琛过程模型为基础,而是结合上述已经介绍过的任务列表,基于与之对应的PPS企业类型,选择将Wiendahl的过程模型作为基础,因为之后要用到的BOA体系中的控制值就是以Wiendahl的过程模型为基础的。
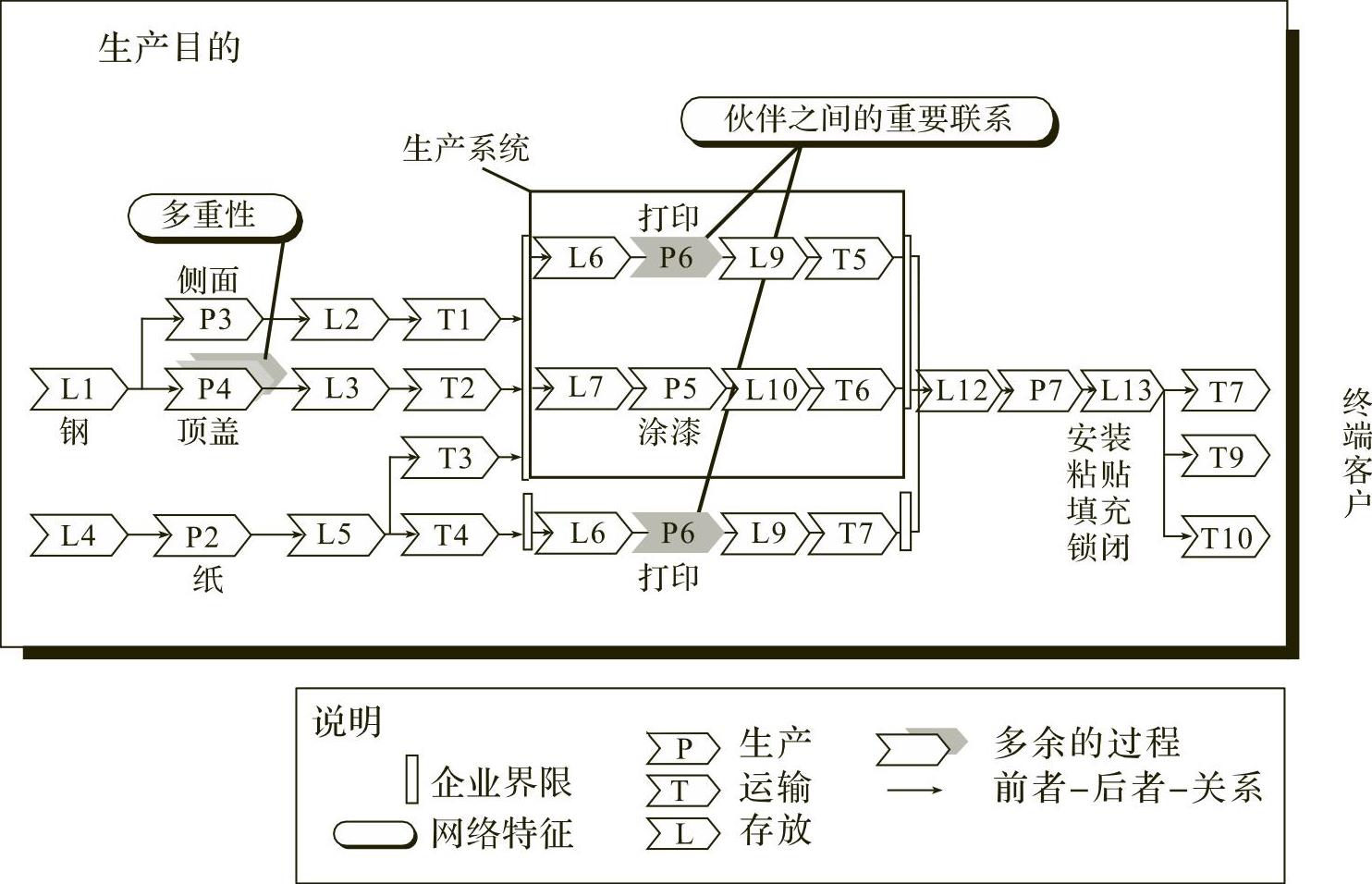
图4.4 将生产网络模型化的过程模型
来源:作者参照Wiendahl等人,1996C,第39页;Schmidt,1997,第31页。
成果移交的时间以及企业间的界限是在将产品运输到客户的生产地之后得以确定的。因为只有在收到发货订单的情况下才能进行运输,所以由供应商负责的仓储也要计算在内。“运输”这一过程,尤其是在企业界限之间的运输,在这里不被视为物流成果的进一步“生产”,所以运输没有被包含在过程模型中。“检测”却被视为“生产”。
根据需要,我们可以对这三个过程因素进行简化。例如Wiendahl在对运行时间这一概念进行定义时,就将生产划分为安装和加工,还把仓储也划分为加工之前和之后的仓储以及有意的仓储。后面的这一区分对于简化的过程要素而言就不再必要,但是安装和加工之间的区分对于批量大小计划却有着非常重要的意义。因此,在批量大小计划中我们会对安装单独加以考虑,而不像通常那样把它当作“生产”的一部分。
因为生产网络的结构随着时间会有所变化,所有我们也需要对过程模型不断加以调整。过程模型的调整需求是由网络的可变性决定的,例如因为新加入网络的成员企业或者因为产品流程中的参与企业采取的变更,因此我们相应地采取内容方面的检测,并对成员之间待交流的控制值采取必要的调整。
网络过程的模式化是分散进行的,是在相应企业中对其内部发生的过程模式化。将各个分过程汇总为一个统一的过程模型是通过共同的数据管理来实现的。单个企业随时可以进行的调整以及全网范围内密集的过程描述可以确保产品跟踪,因为我们可以不断地对模型和实际状况进行比较。
基于上述原因,工业4.0有助于过程模型的更新,过程模型则是控制值的基础。3.4.1小节曾提到的数据获得过程中遇到的问题可以通过先进的技术得以解决,但是目前在如何比较网络中不同成果的价值方面仍存在一些困难。一种解决的可能性就是在战略描述中就定出时间长短和数量多少,以使目标值和控制值可以取得一致。
对于时间的考量与逻辑上的目标设定密不可分。在由上至下的算法中我们已经阐明了供货意愿与供货调整这两个目标值与供货时间之间具有相关性。借助BOA体系中使用的参数我们也可以把时间作为控制值。
依据BOA体系中的流程,运行时间、供货守时性、库存和产能负荷都被转化为时间值。它们获得了清晰的定义,并在上述过程模型的基础上被构建起来。同时,时间值还可以成为实时估值的标准,只要1h的订单时间在库存中或者在成果中具有同等的价值,而且不管作为基础的订单什么时候得以完成。这种同一性和独立性是我们接下来计算目标值和控制值以及在此基础上构建PPS协同机制的基础。应用这一协同机制的主要前提就是,在实际应用中,我们确实实现了这些同一性和独立性。
订单时间在不考虑工作体系的情况下描述了产能需求。在这一前提下,我们可以不考虑计划阶段,而通过订单时间确定出可以获得的收益,即
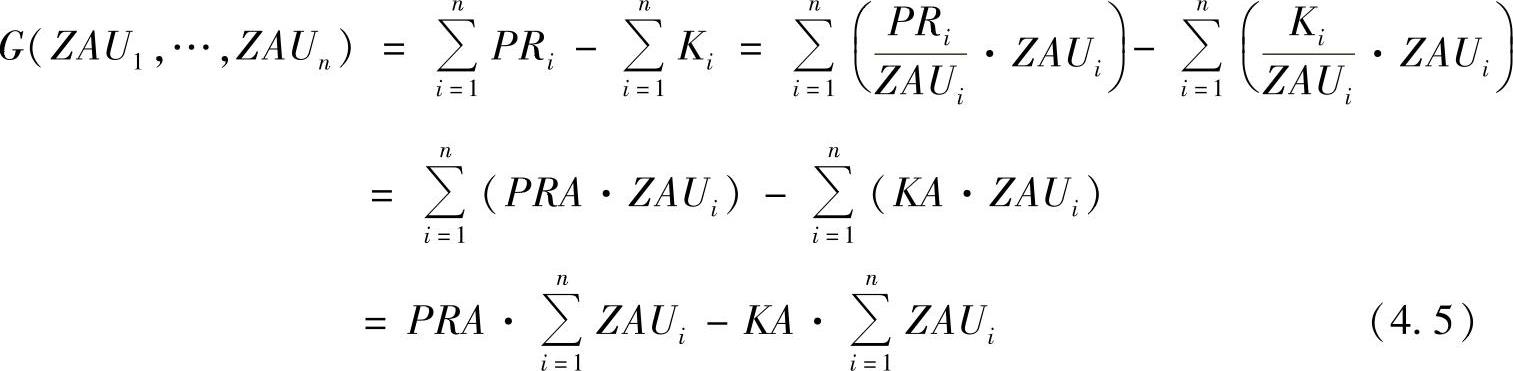
式中 G——生产网络获得的收益;
PRi——订单i的价格;
Ki——订单i的成本;
PRA—— ;
;
KA—— ;
;
ZAUi——订单i的订单时间;
i——订单i;
n——一个计划阶段内订单的数量。
式(4.5)建立在前面提到过的一致性原则和独立性原则基础上,也就是不管应用哪种工作体系,订单时间都可以作为比较不同订单具有的价值的尺度。这也是我们下面阐述的基本依据。在上述前提条件下,我们以订单时间作为通用价值尺度,可以对不同成果进行比较,这也是包含产品种类众多的战略型生产网络所需要的(参见3.4.1小节)。订单时间能结合相应订单为实际创造的成果提供替代性衡量尺度(依据前提是固定的生产速度和产能),同样,结合工作体系,它也可以作为衡量产能和库存需求与供应的尺度。
在库存计划和资源计划中,当我们要在产能负荷和库存之间进行衡量时,不同的时间值之间并不存在同等性,所以在库存和效率方面利用订单时间来进行评估是以不同方式进行的。我们并没有假定所有订单的仓储成本和产能成本都和同样的加工时间和安装时间相一致。此外,由于我们之前提到过的在效率计算和成本计算方面的困难,这种利用时间来代替实时值进行计算的方法还存在错误,但是我们在面对网络可变性和灵活性消除瓶颈时,却忽略了这一错误的存在。因此,接下来我们要借助订单时间来对运行时间和交货守时性这两个控制值进行介绍。
网络企业中实际的运行时间是从网络合约中规定的订单放行那一刻开始的,直到产品运输结束到达客户企业。网络合约需要说明订单到达网络和单个企业的订单放行之间允许相差多少时间。
一个特定订单单纯的运行时间[见式(2.3)]包括仓储、生产和运输。这与Wiendahl提出的BOA概念框架内的运行时间的定义相比(见图4.5),有些因素发生了改变。这需要我们在客户发出发货订单前,能将供应商处的产出库存以及跨企业的运输分配给供应商,并且不把这些工作算入“生产”当中。另外,在这里介绍的模型里面,我们把安装和加工视为生产汇总到了订单时间中。
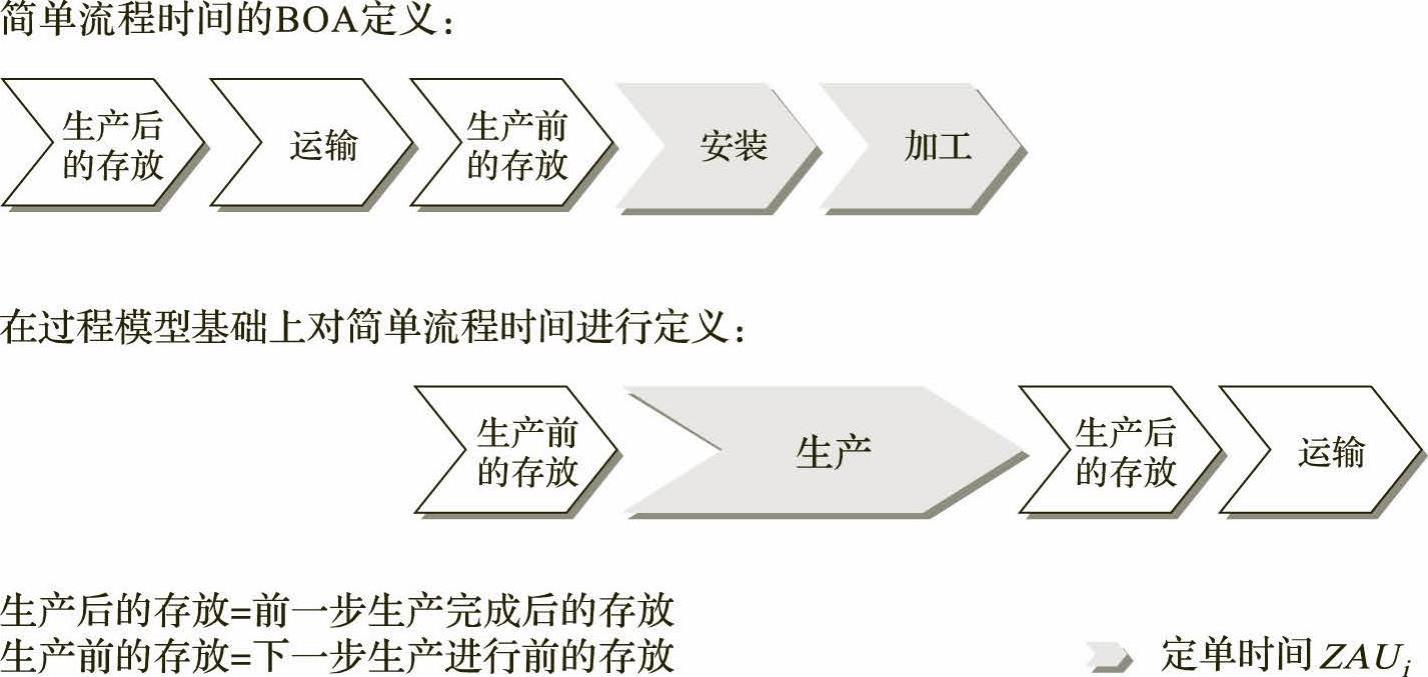
图4.5 以过程模型为基础和以BOA体系为基础的运行时间定义之间的对比
来源:作者。
为了能对不同成果的运行时间进行比较,必须对订单时间加以定量测算,以此来体现产能需求。在BOA体系中,运行时间是依据车间生产的前提条件分别得以计算的(参见2.1.3小节),而在这里,我们采用的则是平均的运行时间。在平均流程时间中,我们不考虑订单数量,而仅考虑在订单时间内测量处的工作(订单时间量),这些工作是由工作体系来完成的。运行时间的平均值在这里被定为运行时间这一控制值,它表明一个订单时间单位(如1h的订单时间)经过特定的工作体系平均需要多长时间[见式(2.3)]。基于这样的前提,我们可以对不同的订单进行聚合。
如同在3.4.1小节中所要求的那样,为了能在生产网络中对控制值进行比较,我们将其放置到了比例关系中,从而得到一个相对的控制值,这一控制值被称为运行时间等级DZG。运行时间等级被定义为平均流程时间和平均订单时间的比,即

式中 MZg——平均流程时间;
MZAU——平均订单时间。
平均订单时间和平均流程时间都是根据网络中各个企业的情况计算得到的,所以不同企业之间会有所差异。利用运行时间级别,我们可以对各个企业之间的运行时间这一控制值进行比较。
当网络中所有企业的平均订单时间和平均流程时间都已知后,运行时间级别就可以作为衡量企业产出能力的标尺,而不再需要对成本等对竞争有重要影响的信息进行交换。运行时间等级可以表明,平均流程时间是平均订单时间的多少倍。运行时间等级越高说明订单在工作体系中经历的没有创造价值的时间,也就是所谓的过渡时间越长,造成这些过渡时间的原因、它们发生的种类和地点可以借助我们下面将要阐述的交货守时性、库存以及产能等控制值得以考察。从这些控制值中,我们还可以得出与运行时间等级相类似的一些比例关系。
为了确定供货守时性这一控制值,我们对这方面的偏差进行了更仔细的考察。这一偏差有可能是由供货调整有意造成的,也可能由突发干扰导致。之所以会出现有计划的偏差,是因为企业根据客户意愿采取了供货调整,就像之前提到过的要求一样(参见3.4.2小节),相对应地,客户要为此支付费用,所以这不能被视为不守时。
非计划的守时性偏差则是由问题部件、订单时间出现的偏差、产出过程中遇到的干扰以及网络企业制订的生产需求计划和控制计划中的不足造成的。这些突发的干扰会给整个网络带来负面影响。
订单时间上出现的偏差以及与之相关的不同批量大小通过运行时间的计算至少可以计划性地应对。问题部件要由供应商来承担责任,所以网络企业只需要对由自身计划和控制失误以及由突发的生产干扰造成的守时性偏差承担责任。这些干扰通常遵循正态分布,所以我们可以把运行时间的标准偏差作为守时性的基础尺度,当然这只适用于计划失误和控制失误没有系统性出现的情况。
经加权的运行时间的标准偏离描述了被订单时间加权的运行时间相对于平均流程时间的平均偏离[见式(4.7)]。订单的运行时间通过订单时间得以加权,从而利用平均订单时间相除得到被加权的订单的运行时间。这样可以表示出一个计划阶段内的订单时间单位的运行时间发生的偏差。如果我们设定,平均流程时间反映了被计划的运行时间,那么这一偏差就是守时性程度高低的指示器。在不同的工作体系中,这一偏差有着不同的进程,因而被称为工作体系的守时性的“生产特征曲线”,其计算公式为
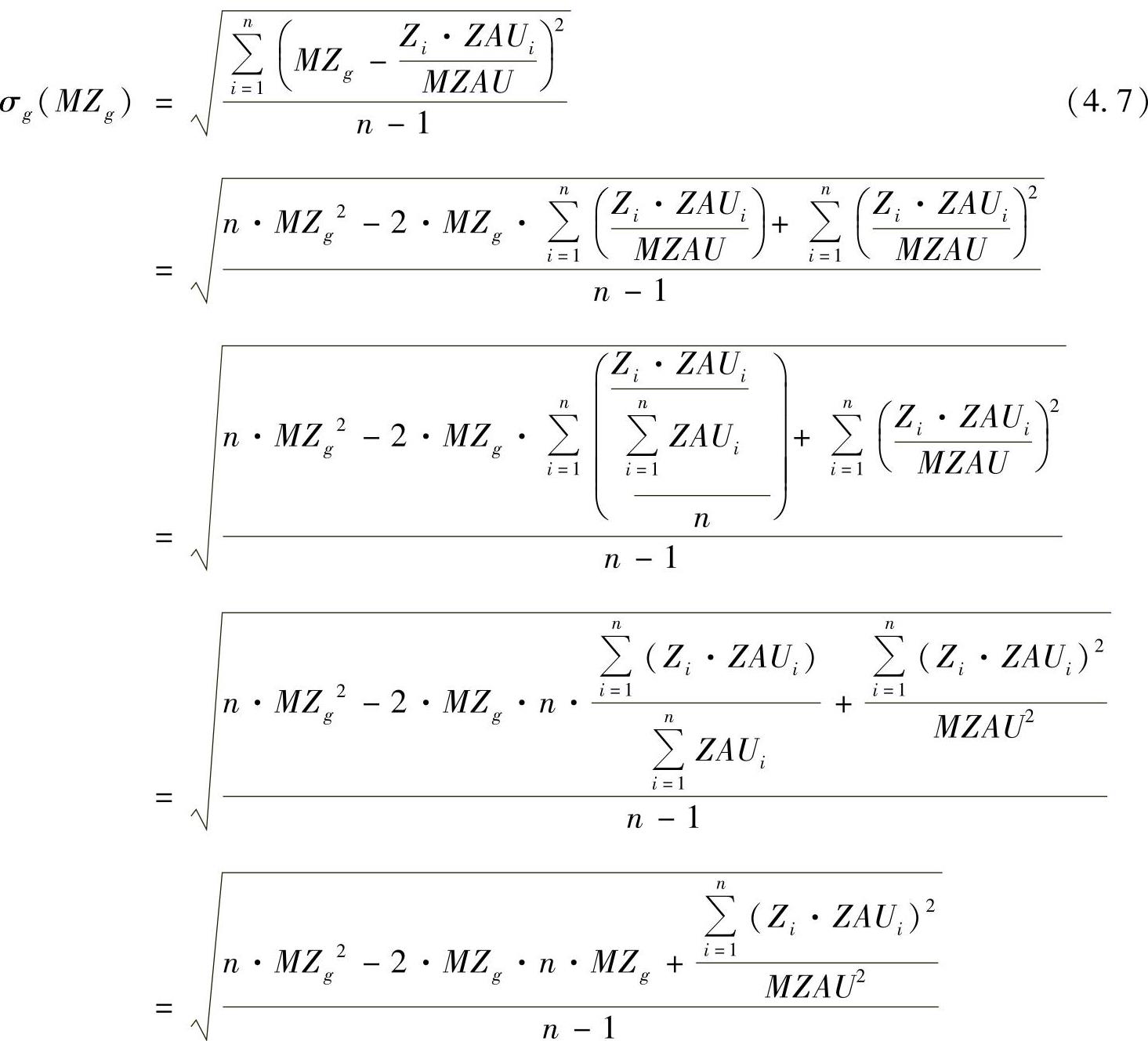
式中 σg——运行时间Zi被加权的标准偏离;
Zi——订单i的运行时间;
ZAUi——订单i的订单时间;
MZg——平均流程时间;
MZAU——平均订单时间;
n——一个计划阶段内的订单数量。
守时等级TEG描述了供货准时性,它可以利用Yu提出的标准偏离来得以计算,即
式中 TEG——守时等级;
φ——标准正常分配的分配功能;
TW+——守时预警上线;
σg——运行时间被加权的标准偏离;
MZg——平均流程时间;
Zi——订单i的运行时间。
守时等级TEG统计出提前或者准时到达客户的订单时间单位数量与计划阶段内全部订单时间单位之间的关系,守时预警线则由实现确定的时限来决定,在这个时限范围内都被视为守时。这个时限范围可以任意地小,在极端情况下守时预警线即是平均流程时间。但在实际中,人们往往会给出一定的范围,例如给出运行时间被加权的标准偏离的2倍的时间,从而得到:TW+-MZg>0。这样我们便可以利用一个相对参数来测算相对于百分之百守时所实现的程度。这一做法类似于运行时间中的做法,在运行时间中,我们也是利用运行时间等级的倒值来表示创造价值的部分,以及它相对于百分之百的最高价值创造所达到的等级。
订单时间对应的平均库存以及库存等级这两个数值可以被用来对网络企业中的库存进行控制。平均最小库存相当于订单时间内的平均批量大小,而平均库存则相当于一个计划阶段内所有订单时间的平均库存。批量大小可以以最小库存的形式进入网络的通用数据库中。
确定平均最小库存之后就可以得出网络企业中的工作体系各不相同的系统库存的平均库存(0<t<1),按照Nyhuis和Wiendahl的观点,可以用下面的公式来计算:

式中 MB——所有订单时间内的平均库存;
t——选定的系统库存,0<t<1;
MBmin——所有订单时间内的平均最小库存;
α——企业给定的用于确定库存缓冲的因素。(https://www.xing528.com)
系统库存t是通过经验得到的。如果决定采用特定的系统库存,就意味着放弃实现另外的系统库存。因为要是决定在相应产能和生产速度下采用系统库存t,就没有可能采用其他库存。因为这里的控制值是事后值,所以并不与网络的可变形相违背。
库存等级[见式(4.10)]表示由计划批量大小规定的平均最小库存的待定倍数。所以借助库存等级这一数值,我们可以从平均库存这一角度对网络成员的产出能力与其他供应商进行比较。如果网络企业的库存等级存在较大差异,我们可以采取库存分析,这一分析不需要在全网范围内进行。

式中 BG——库存等级;
MB——订单时间中的平均库存;
MBmin——订单时间中的平均最小库存。
为了进一步确定产能负荷这一控制值,我们首先要对产出做进一步的考察。平均效率被定义为每个时间间隔的平均工作量。这里的时间间隔的长短是计划阶段的长短。这一计划阶段完成的工作量,是这一阶段内所有订单耗费的总的安装时间和加工时间。工作量是通过安装时间和加工时间来测量得到的。所以对于工作系统的平均效率,存在以下公式:

式中 ML——订单时间中的平均效率;
ZAUi——订单i的订单时间;
n——一个计划阶段内的订单数量;
P——计划阶段的时间长短。
平均效率与产能供应以及产能需求有关。产能供应意味着加工时间内的可被支配的产能,或者不计安装时间的有可能的最大产出。与之相对的是产能需求,这是包含了安装时间的一个因素。如果产能需求小于产能供应,那么产能需求就对应着订单时间中的平均产能。如果在可变的网络中遇到不可预判的瓶颈,就会出现产能需求超过产能供应的状况,并且安装时间也会被视为等待时间。
Nyhuis和Wiendahl提出以式(4.12)来表示在不同的系统状态中,平均效率和可被支配的产能之间的关系:

式中 ML——订单时间中的平均效率;
t——系统状态,0<t<1;
MLmax——订单时间内可被支配的产能。
产能负荷等级测算的是订单时间内的平均效率和加工时间内可被支配的产能。这些相对的数值也和运行时间等级、守时等级和库存等级一样,可以在不同网络成员之间被比较。

式中 KAG——产能负荷等级;
ML——订单时间内的平均效率;
MLmax——订单时间内可被支配的产能。
综上所述,我们需要借助漏斗模型,并以订单时间为基础得到以下控制值:
• 被加权的平均流程时间(以运行时间等级DZG作为相对值)
• 运行时间被加权的标准偏离(以守时等级TEG作为相对值)
• 订单时间内的平均库存(以相应的库存等级BG作为相对值)
• 订单时间内的平均效率(以产能负荷等级KAG作为相对值)
在由下至上法中,我们利用过程模型和作为共同尺度的订单时间确保了控制值的明确性和可比性。而以过程模型为基础的产品跟踪使我们可以确认实际上的交接点,对订单时间中的数值进行测量则可以实现可比性。我们可以对得到的控制值加以标准化应用,相对的等级值则扮演了“产出关键参照值”的角色,在网络内外起到激励作用,而且不会泄露对竞争有重要意义的单个网络企业的信息。
尽管我们不能对控制值之间的关系进行完全量化,但却可以借助上述公式[见式(2.2)、式(4.7)、式(4.9)和式(4.12)]来形成一个包含所有控制值的比较体系:
式中 t——系统状态,0<t<1;
MB——订单时间内的平均库存;
MBmin——订单时间内的平均最小库存;
α——企业给定的用于确定库存缓冲的因素;
ML——订单时间内的平均效率;
MLmax——订单时间内可支配的产能(产能供应);
σg——被加权的运行时间的标准偏离;
Zi——订单i的运行时间;
ZAUi——订单i的订单时间;
MZg——被加权的平均流程时间;
MZAU——平均订单时间;
n——一个计划阶段内的订单数量。
利用这个方程组我们可以计算出控制值之间的关系,再利用生产特征曲线将其表示出来。由于我们可以在计划中使用生产特征曲线,再加上其来自于车间生产这一特性,使得生产特征曲线非常适合被用于描述生产网络的控制值。
使用生产特征曲线进行描述时,必须先给定被加权的平均流程时间,这样才能使上述方程式相应地发生变化,进而得到用于生产特征曲线的方程组:
式中 MB——订单时间内的平均库存;
MBmin——订单时间内的平均最小库存;
α——企业给定的用于确定库存缓冲的因素;
ML——订单时间内的平均效率;
MLmax——订单时间内可被支配的产能(产能供应);
σg——被加权的运行时间平均偏离;
Zi——订单i的运行时间;
ZAUi——订单i的订单时间;
MZg(t)——与系统状态t相关的被加权的平均流程时间,0<t<1;
MZAU——平均订单时间;
n——一个计划阶段内所有订单的数量。
至少在被描述的、系统状态t所对应的变化区域内以及与其相关的平均流程时间MZg(t)内,生产特征曲线表明了流程计划遇到的困境(见图4.6)。
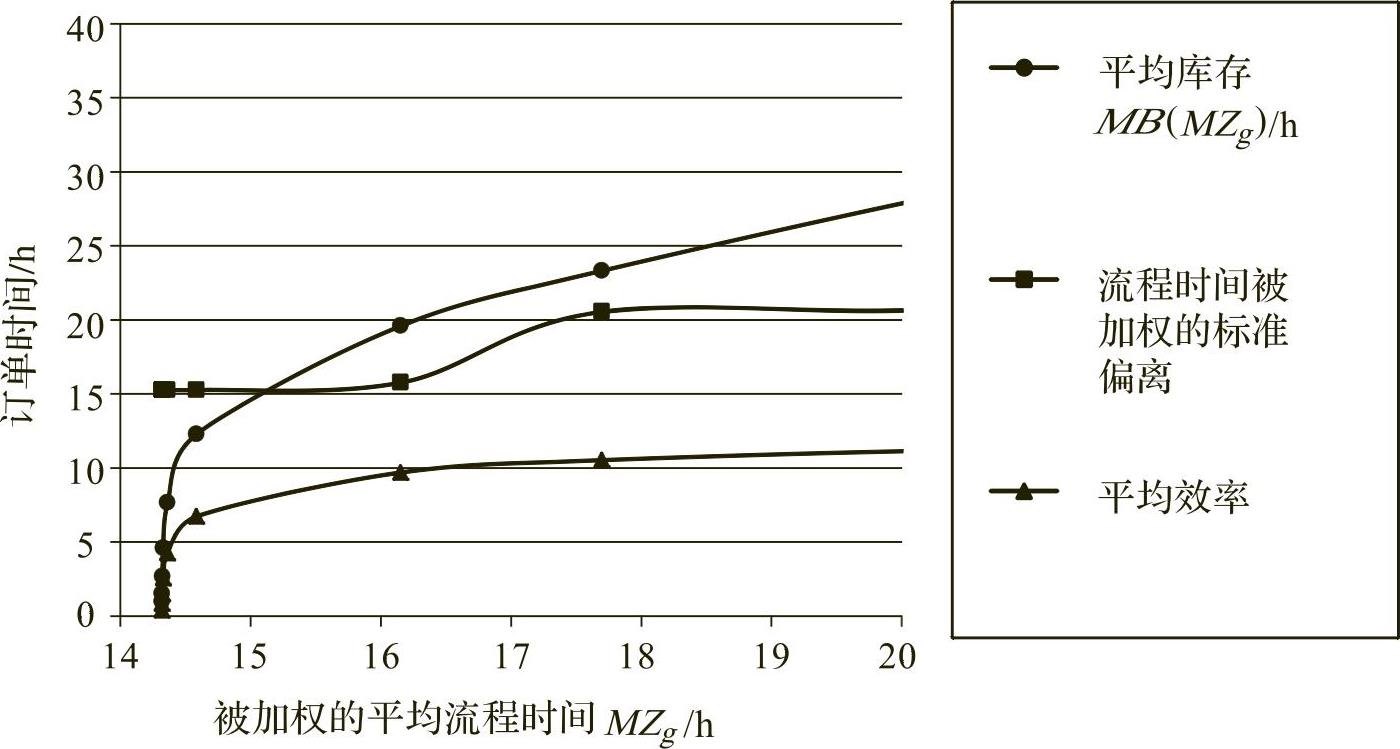
图4.6 作为生产特征曲线的控制值
来源:作者参照Nyhuis/Wiendahl,1999。
这里显示出的特征是较高的平均效率和较短的、被加权的、平均流程时间之间的关系。此外,平均库存的最小化和被加权的运行时间的标准偏离与平均效率的最大化处于冲突状态。买方市场的出现,以及可售产出受到的限制,使得产出最大化的加权朝着更短的运行时间和库存最小化的方向发展,尤其是在产品种类众多的生产中。
要在满足满产能负荷的情况下实现被加权的平均流程时间最小化,只能在没有安装时间和没有干扰的稳定生产过程中才能做到。如果生产过程完全稳定,那么运行时间不仅保持不变,而且还会最短,产能负荷也不会损失。由此可以得出,一个尽可能均衡的、连续的生产过程是一种最佳状态。但是这种最佳状态在网络中却几乎无法得以实现。尽管我们对库存和产能进行了协同,但仍会不断出现突发干扰。
在网络中可以通过更换供应商来削弱这种干扰,而且我们越是能快速地发现干扰,并快速做出调整或者快速重新分配,那么干扰造成的时间延误就越短。在理想状况下,网络中对干扰的快速应对可以使得网络的产能损失相对于单个企业更小,尽管前者的运行时间短,并且库存量少。因而,网络中的可变性以及多重连接,会使得对平均效率最大化的加权朝着有利于运行时间的方向发展。
因为被加权的平均流程时间是一个具有决定性的数值,所以被选作生产特征曲线的纵坐标。与此同时,仍然存在两个方面之间的冲突关系,一方是运行时间最小化、库存最小化、供货守时性最大化,另一方面则是效率最大化。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。