



【摘要】:直送上线通常针对体积中等的零件,若体积过大,可能难以做到直送上线,即便频次较高,仍需要一个在生产线边之外的暂存区域。供应商距离远可能难以实现直送上线。图5-1 直送上线进厂检验也是实现直送上线的困难点。当前的系统中收货的库位是仓库,直送上线后系统库位就是生产,这意味着系统中的设置需要进行调整。高频次的运输也是直送上线的前提条件。
直送上线是理想的物料供应模式,意味着很低的库存水平、最少的物流操作步骤,省去了进厂检验和重复检查。直送上线需要高的运输频次的支持,也就是外部循环取料(见图5-1)。
直送上线通常针对体积中等的零件,若体积过大,可能难以做到直送上线,即便频次较高,仍需要一个在生产线边之外的暂存区域。而小零件降低库存水平和操作步骤的意义通常也不大。
供应商若距离远,运输时间长,按消耗拉动订货可能库存高,线边空间不够;按顺序拉动订货又可能因订单提前期长,生产若有调整就难以应对。供应商距离远可能难以实现直送上线。
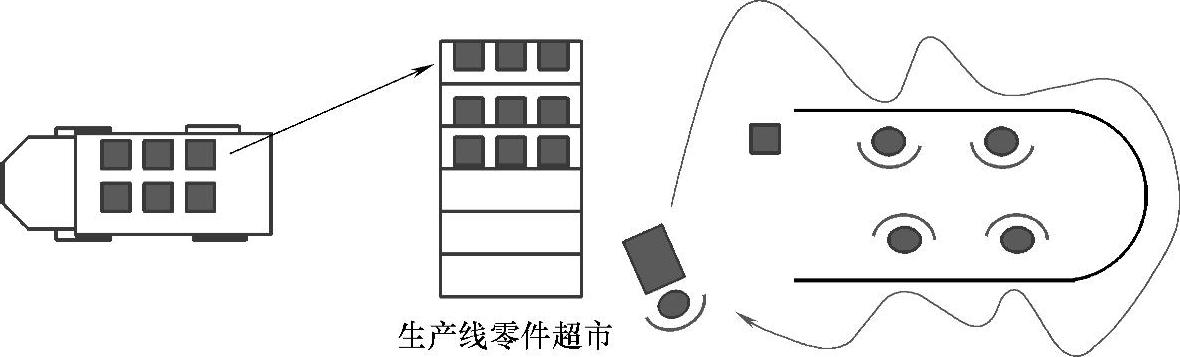
图5-1 直送上线
进厂检验也是实现直送上线的困难点。没有高品质的零件也难以实现免检。折中的解决办法是只保留必要的检验项目和缩短检验时间,其效果也能降低库存和减少物流操作,或者在供应商处工作完成检验,以避免收货后检验以及因检验不通过导致的可能退货和零件拣选。(https://www.xing528.com)
与现有流程的差异也可能成为障碍。在哪里收货?很可能不在仓库收货,改在生产车间。那谁进行收货?当前的系统中收货的库位是仓库,直送上线后系统库位就是生产,这意味着系统中的设置需要进行调整。
高频次的运输也是直送上线的前提条件。频次低难以实现直送上线,因为频次低就需要存储量大,所需的存储面积也大,很可能生产区域没有足够的面积。
看板和电子看板的使用也是实现直送上线的条件,高频次地送货,也需要高频次地发出订单信息,通常就是看板,否则也无法实现低的库存水平。
直送上线可以降低库存和存储面积,减少操作步骤,但也是有风险的,尤其是当零件出现质量问题,很可能因为没有所需的零件而造成停产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。