



统计过程控制(Statistical Process Control)是指使用控制图等统计分析工具对质量进行分析监控的控制方法。一般在生产过程中,通过及时采样检验和过程监控,可以分析出质量趋势,进而采取相应的措施,从而保持预期的质量水平。
控制图(Control Chart)是用来表示一个过程特性的图象,并且图上标有根据该特性的历史数据计算得到的一些统计数据,如中心线、控制限等。控制图有两种用途:一种是用来判定一个过程是否一直受统计控制;另一种是用来辅助过程保持在受控的状态。控制图包括以下两种类型:
1)计量值控制图(Variables Control Charts)。控制图的数据由实际测量数值而得,如长度、重量、浓度等连续性数据。
2)计数值控制图(Attributes Control Charts)。控制图的数据由单位计数而得,如不合格数、缺点数等间断性数据等。
SAP的统计过程控制图中除了规定特性的上限(Upper Limit)和下限(Lower Limit),还包括以下类型:
●行动控制上限(Upper Action Limit)。
●警告控制上限(Upper Warning Limit)。
●中心线(Central Line)。
●警告控制下限(Lower Warning Limit)。
●行动控制下限(Lower Action Limit)。
这些控制限制是根据测量值的平均值加减这些值的方差的倍数计算得到的,在理想的控制状态下,这些控制限应该在指标上下限之间。
下面用一个实例说明过程控制图的设定和使用方法。
1.业务需求
工厂MF01生产物料ZFINC1003型涂料,需要在生产中进行生产收货检验,并且要求对指标“酸碱度pH”进行统计过程控制。
2.业务分析
需要设定针对物料的生产收货检验,分配检验计划,并且在检验计划中对需要进行统计过程控制的检验指标进行必要的设定。
3.后端配置
路径:SPRO→“质量管理”→“质量计划”→“基本数据”→“样本”,SPC→“统计处理控制”→“定义控制图表类型”(SPRO>Quality Management>Quality Planning>Basic Data>Sample,SPC>Statistical Process Control>Define Control Chart Type)。通过以上路径,用户可以对不同的控制图表进行设置。这些设定都是基于不同的统计标准。
对于质量统计分析原理,读者可参考专业的质量管理书籍,如复旦大学龚益鸣老师主编的《现代质量管理学》。
图11-8所示,即为SAP112类型的休哈特(Shewhart)图的默认控制参数。参数2和参数3对应的是警告上下限,表明警告上下限在检验指标检验值分布的97.5%和2.5%之间。
参数1和参数4对应的是行动控制上下限,表明行动控制上下限在检验指标检验值分布的99.5%和0.5之间。其含义是按时间顺序采样的观测数据点散布,在行动控制界限内的概率为99%(99.5%-0.5%),在行动控制界限外的概率是1%((100%-99.5%)+(0.5%-0.0%))。
如果工序质量特性服从或近似服从正态分布,可以采用常用的“3个西格玛(3σ)”原理来设定控制参数,将警告限设为“2个西格玛”标准,行动控制限设为“3个西格玛”标准,可以按SAP标准帮助文档进行如下设置。其含义是按时间顺序采样的观测数据点散布,在行动控制界限内的概率为99.73%(99.865%-0.135%),在行动控制界限外的概率是0.27%((100%-99.865%)+(0.135%-0.0%))。
参数1:0.998650
参数2:0.977250
参数3:0.022750
参数4:0.001350
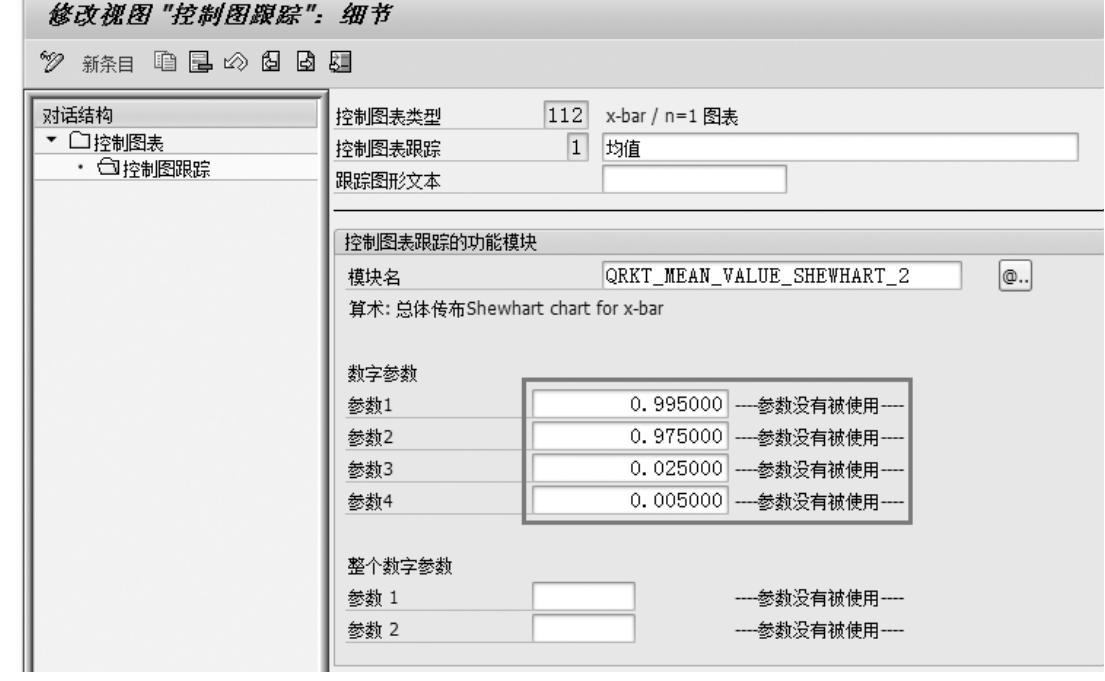
图11-8 定义控制图表类型(SPRO)(https://www.xing528.com)
如图11-9所示,QDV1创建支持SPC的采样过程,控制图表类型处选用112类型的控制图。
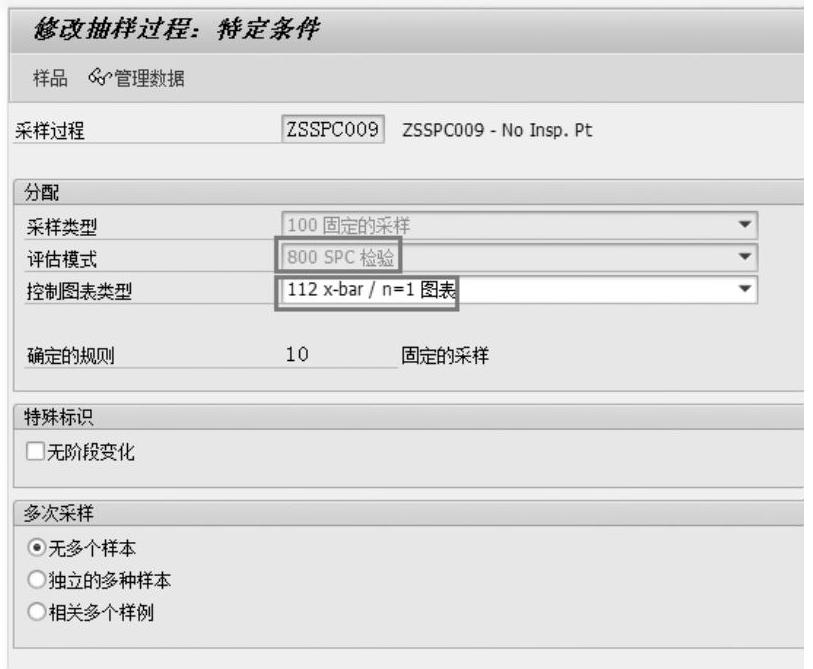
图11-9 创建/修改采样过程(QDV1)
如图11-10所示,在计划中设定检验特性“pH值”的控制标识符。

图11-10 更改检验计划(QP02)
如图11-11所示,设定特性标识,支持上下限,支持SPC特性,结果为单个结果记录。
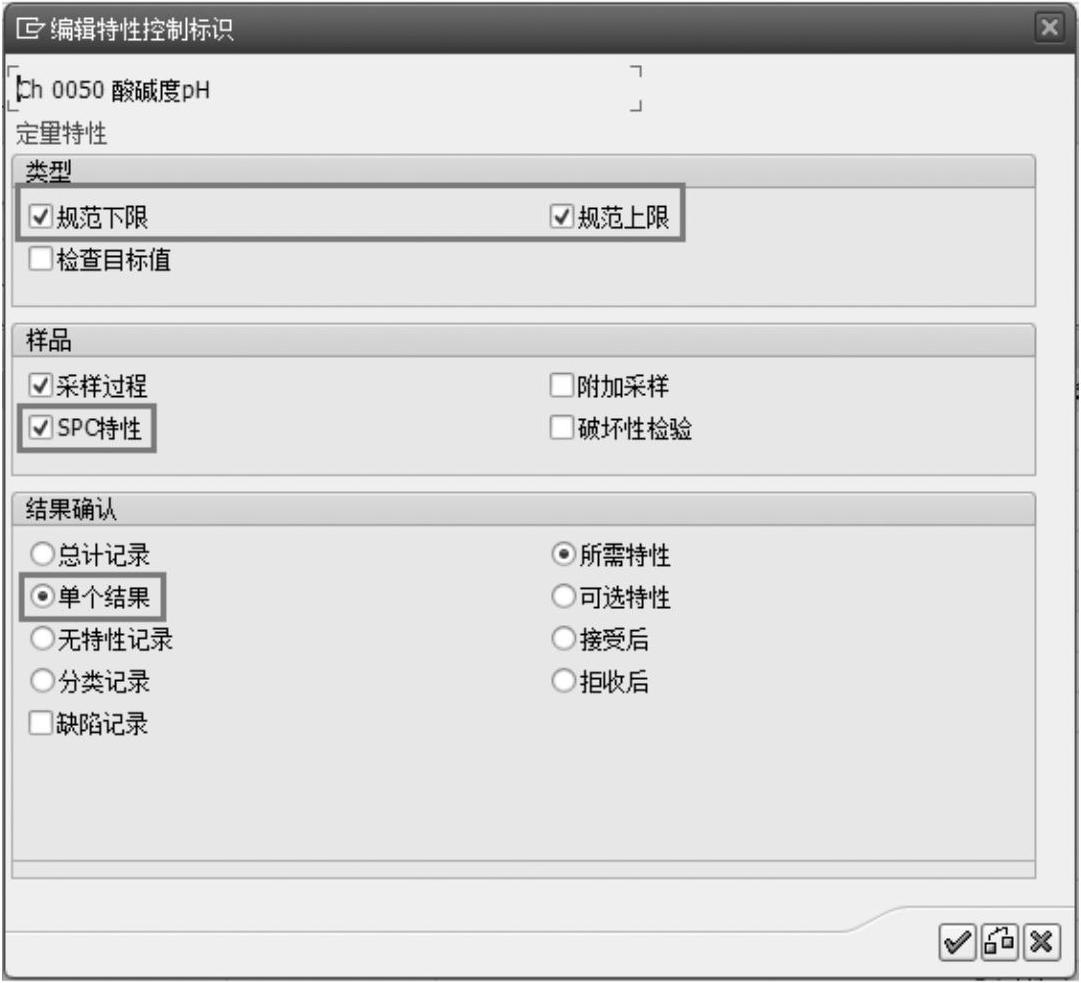
图11-11 更改检验计划(QP02)
4.前端操作
如图11-12所示,生成检验批,系统会自动创建控制图表。选择指标,单击“控制图表”按钮,可以查看控制图表,当有多个检验批产生,可以看见该指标在不同检验批的值和控制记录,横轴为检验时间,纵轴为检验值。每个点为每个检验批的检验值。
如图11-13所示,单击“输入控制极限”按钮,可以计算或输入当前控制图的控制指标,如活动限、警告限、中心行等。
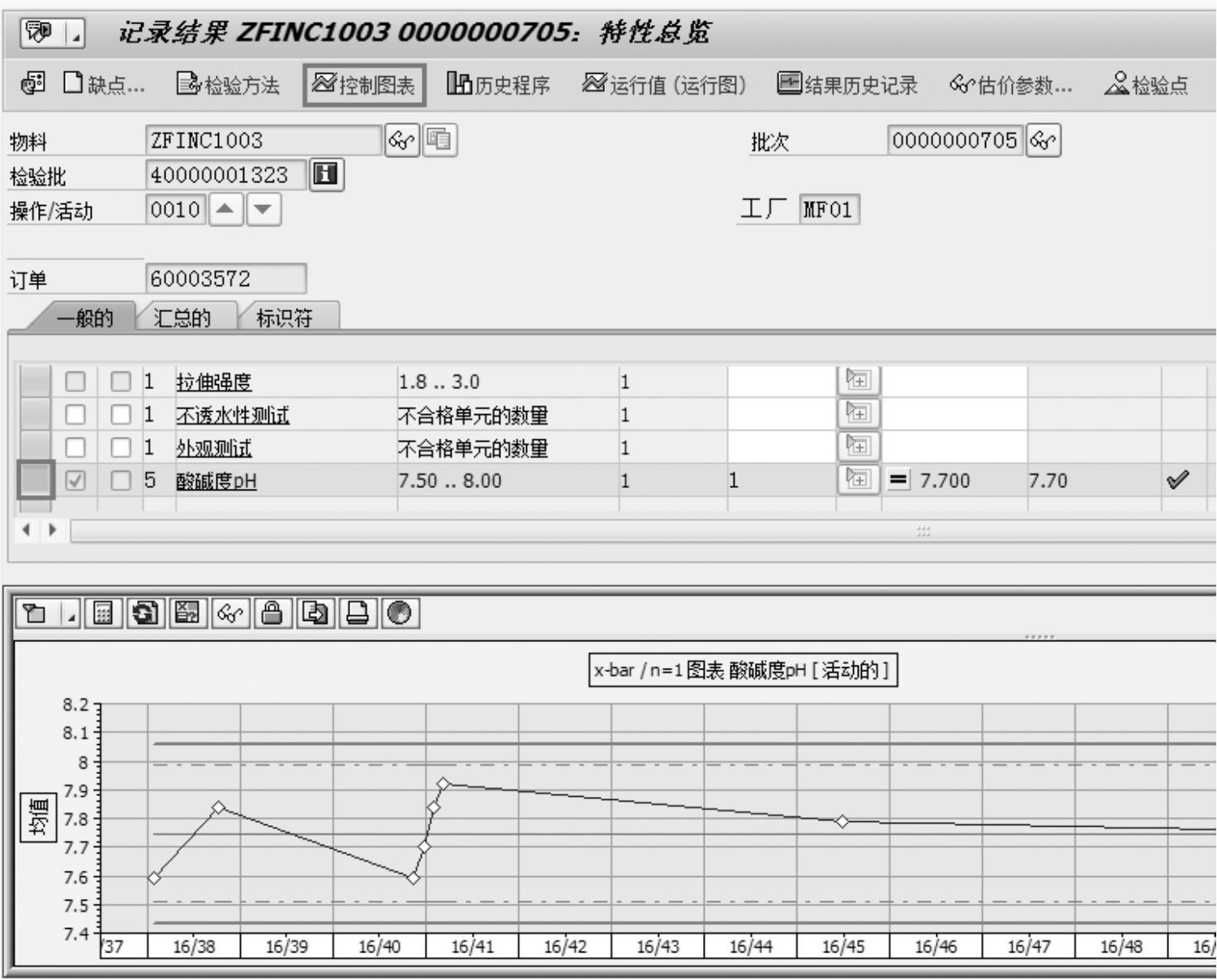
图11-12 输入检验值(QE01)(一)
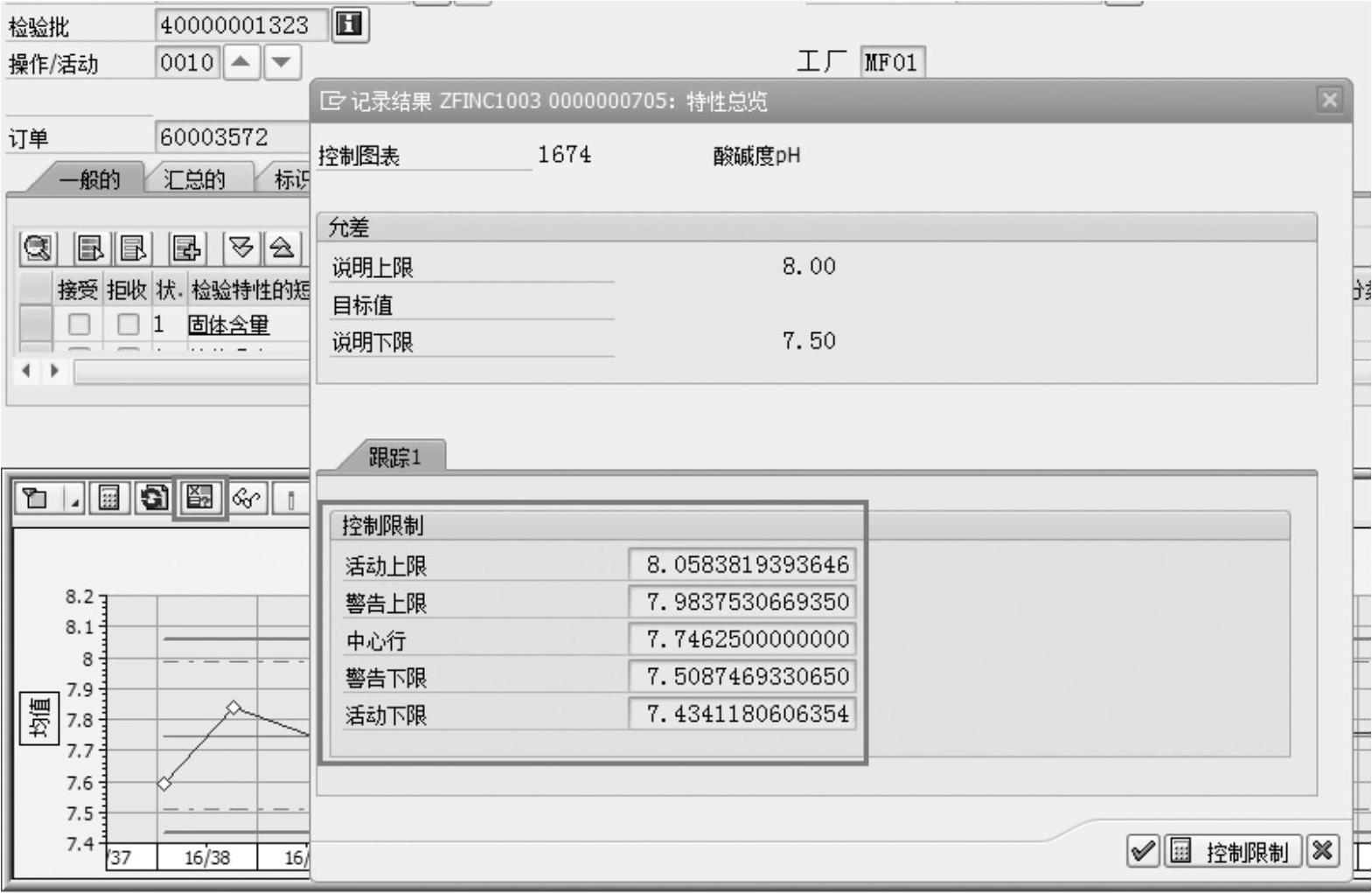
图11-13 输入检验值(QE01)(二)
如图11-14所示,单击“显示统计值”按钮,可以查看统计结果。如过程能力指数(Process Capability Index)Cpk特性指标,(0<Cpk<1)为0.68,表明取样分布的均值在特性指标的上下限之间,但取样分布曲线的均值的-3σ的点小于特性指标下限或均值的+3σ的点大于特性指标上限,过程控制能力不足。
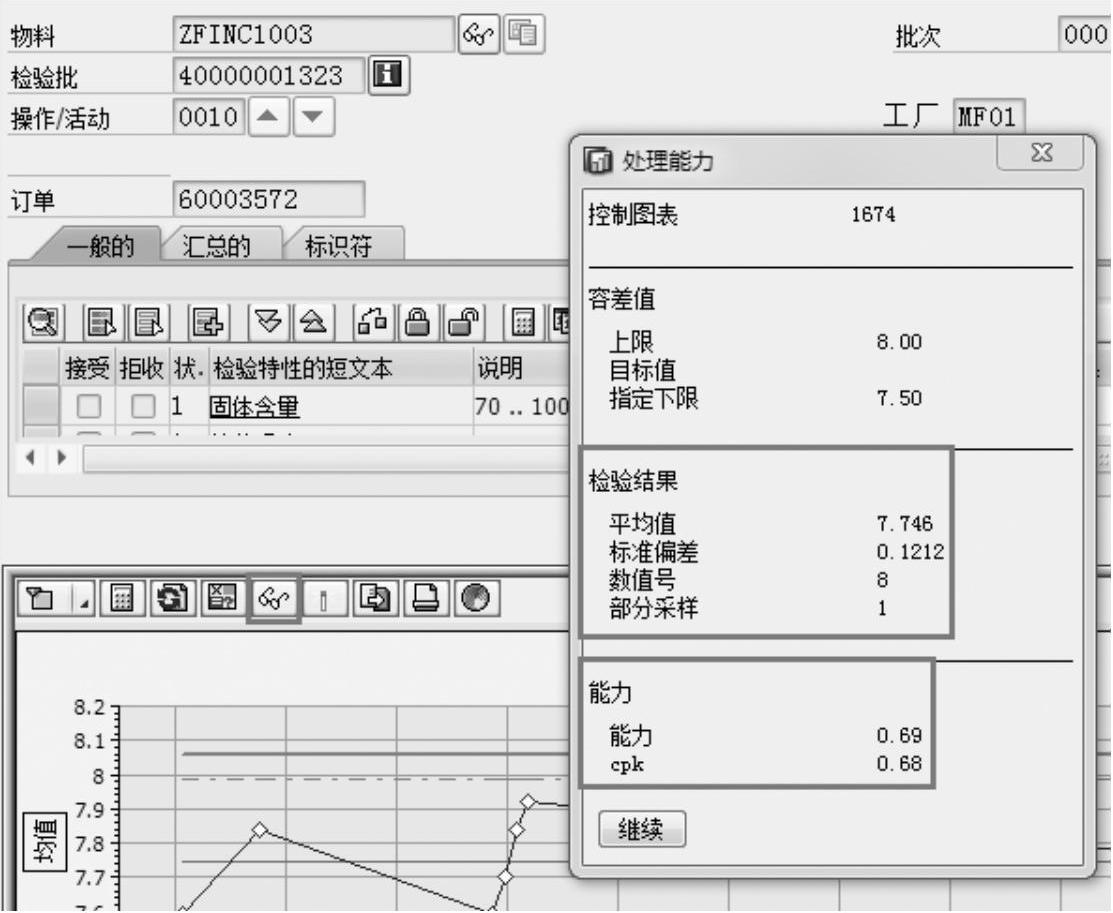
图11-14 输入检验值(QE01)(三)
如果能力Cpk>1,表明取样分布的均值在上下限之间,取样分布曲线的均值+3σ的点和均值-3σ的点也都在特性指标上下限(Specification Upper/Lower Limit)之间,表明取样结果可靠,过程控制能力有所提高。
如图11-15所示,单击“关闭”/“激活”按钮,可以将当前的控制图表关闭或激活,如果图表上显示是“完成的”,表明该图表目前为关闭状态,保存后该控制图将不再继续生成后续的检验点,而会产生一个新的控制图表。
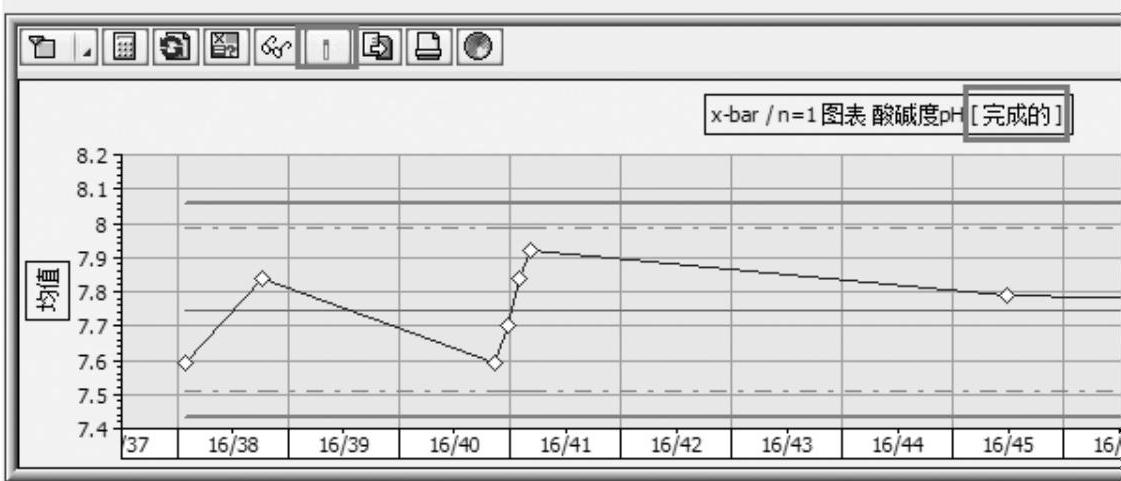
图11-15 输入检验值(QE01)(四)
如图11-16所示,运行QGC1、QGC2及QGC3,可以分别从检验批、检验计划和检验特性三个层级对控制图进行查看。
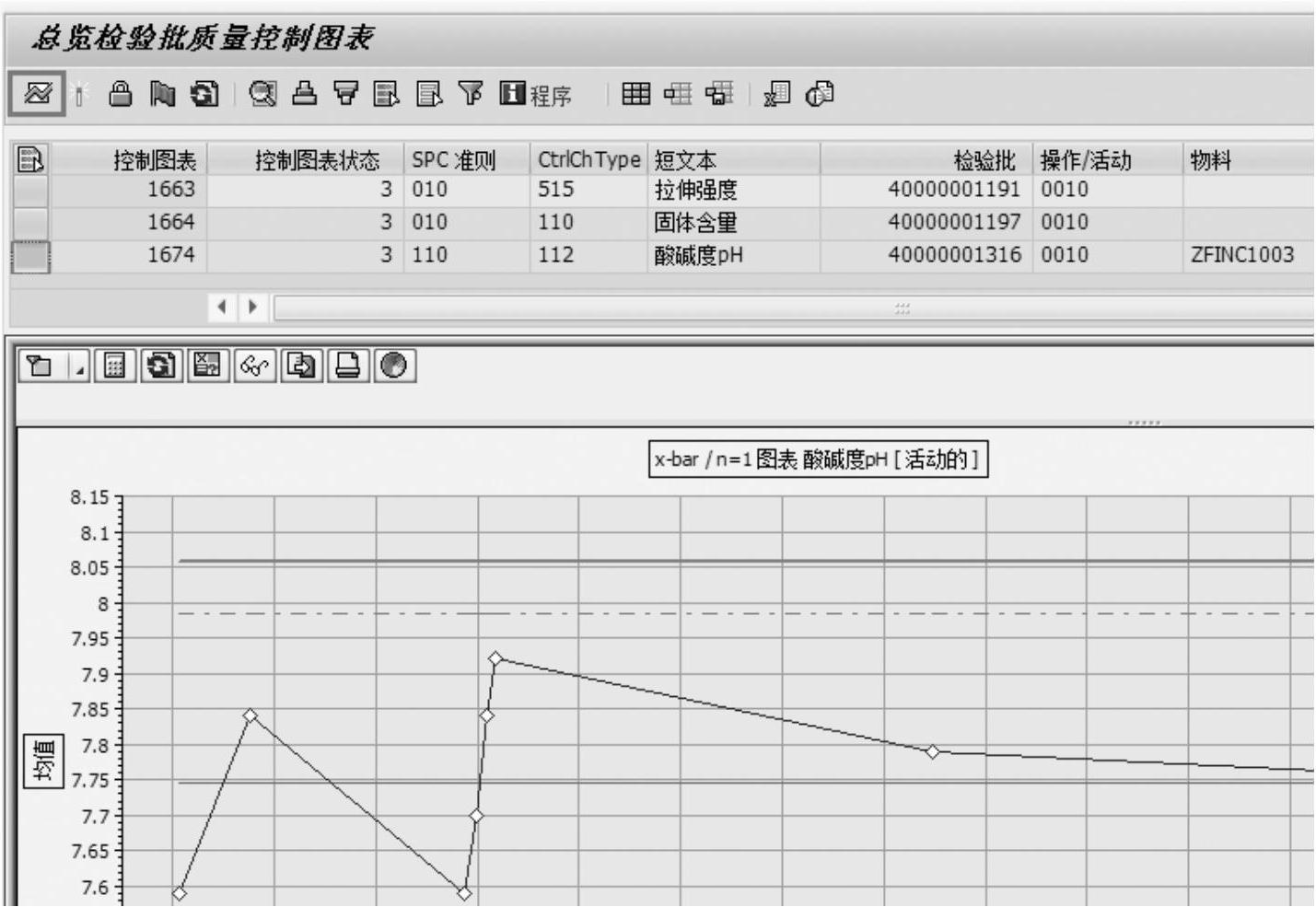
图11-16 检验批质量控制图(QGC1)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。