



如果检验批采用了质量计划,那么每个工序中的所有检验特性都将采用采样过程。在计算样本大小时,SAP先使用采样过程(Sampling Procedures)来对每一个检验指标进行样本大小的计算,然后在此基础上对检验批进行样本大小的计算。该方式最为常用,后面将会做详细说明。
当仅采用质量检验计划时,调用采样过程来进行样本计算是最常用的方式。例如,一个检验批的检验计划有0010和0020两个工序,其中每个特性的样本和控制标识见表5-1。其样本大小的计算过程如下。
表5-1 检验批特性的样本大小列表

(续)

计算过程(检验批有检验计划,无附加检验特性,无破坏性检验特性):
1)检查是否使用采样过程。检验批被分配检验计划,检验计划有工序0010和工序0020,每个工序中有不同的特性,所有特性都使用同一个采样过程ZSFIX701,如图5-1所示,采样过程的样本大小为1(如果检验计划中的一些特性使用了采样过程,一般需要将其他所有特性也设定使用采样过程,以保证评估方式的一致性,否则可能会出现因样本大小无法计算而返回全部批量作为检验量的问题)。
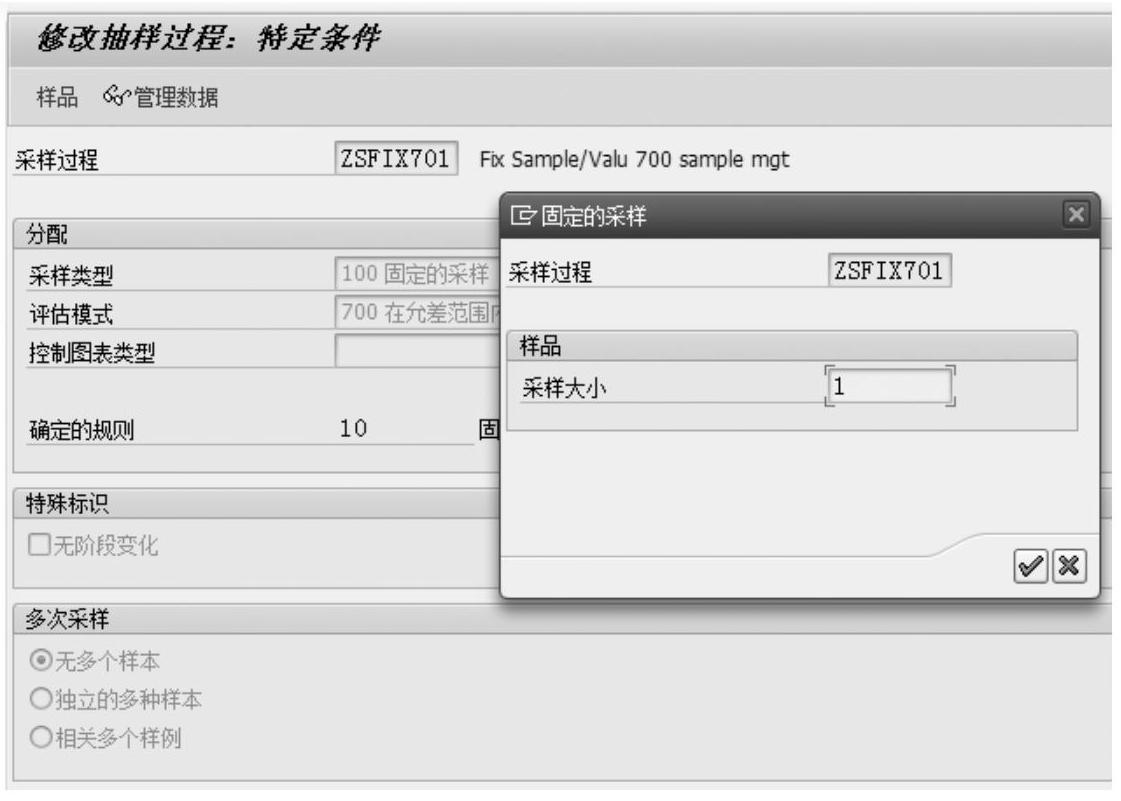
图5-1 修改采样过程(QDV2)(https://www.xing528.com)
2)逐一对特性进行样本大小计算。对于使用采样过程的检验特性,按采样过程的样本大小分别进行计算,得出要检测该检验特性时所需要的样本大小。如图5-2和图5-3所示,为检验计划中0010和0020工序的特性,设定基本采样数量。如0010工序中0020特性采样过程的单位数量(1)乘以基本采样数量(5)就是检验该特性所需的检验数量5.00kg。

图5-2 为检验计划中0010工序的特性设定基本采样数量(QP02)
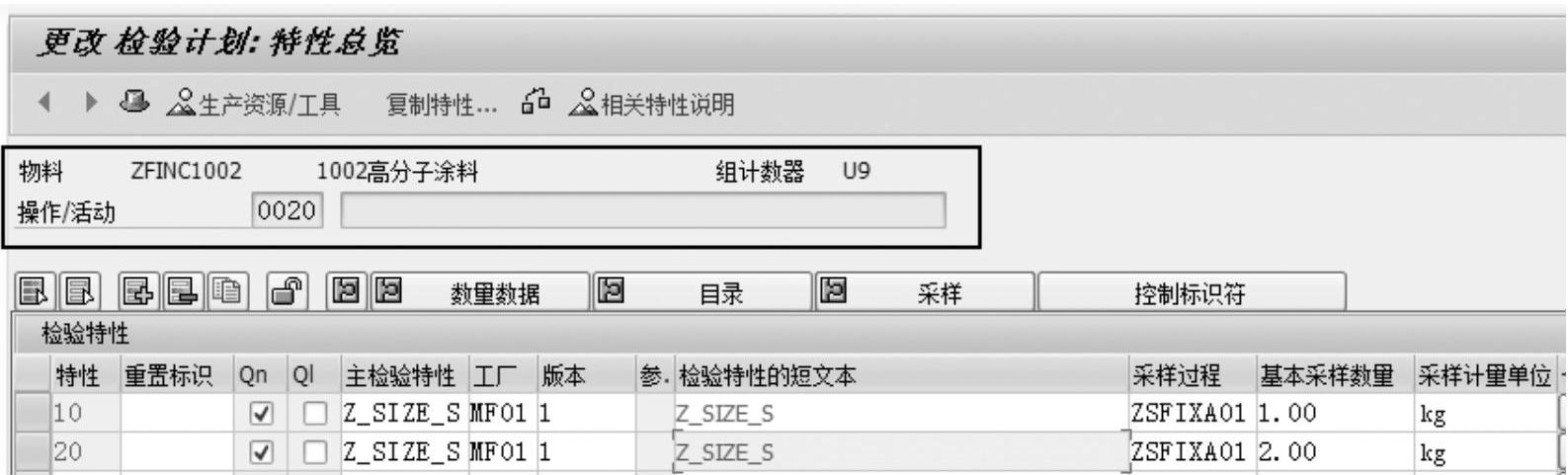
图5-3 为检验计划中0020工序的特性设定基本采样数量(QP02)
3)根据各特性的样本大小和控制标识符确定检验批的样本大小。SAP并不是将所有特性的样本大小累加而得到样本大小,因为当没有设定如破坏性检验等标识时,SAP认为检验这些特性的样本是可以重用的,所以SAP系统会检查每个特征的样本大小,并以所有检验特性中最大的单个特性所需的检验数量作为检验批的样本数量。在这个例子中,最大的基本采样数量为0010工序中0020特性的5 kg,故得到检验批的样本大小为5 kg,如图5-4所示。

图5-4 手工建立检验批次(QA01)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。