



1.基于BIM技术的风管数字化加工
风管种类较多,按材质区分包括:镀锌板、不锈钢板、碳钢板、复合板风管。按连接方式区分包括:共板法兰、角钢法兰风管;按断面形式区分包括:矩形、圆形、椭圆形风管(图8-23)。
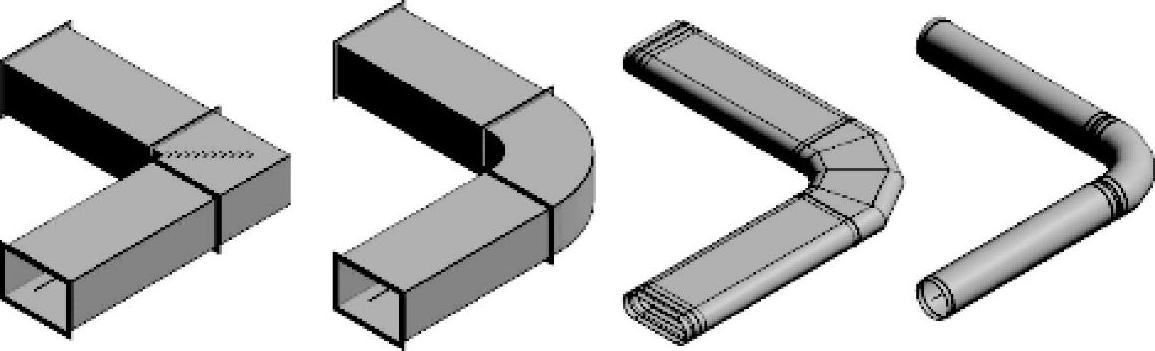
图8-23 风管BIM模型
风管数字化加工技术主要是将BIM技术与风管加工设备(风管自动化生产线、等离子弧切割)相结合,统一编码规则,通过采用Revit和Fabrication系列软件,使得加工数据信息能无缝快速传递,实现风管的数字化加工,现场进行装配。降低半成品废品率、缩短劳务作业时间、提高生产效率、降低成本。
2.基于BIM技术的风管数字化加工工作流程
以镀锌板矩形共板法兰风管为例说明(图8-24)。

图8-24 基于BIM技术的镀锌板矩形共板法兰风管数字化加工流程
3.基于BIM技术的机电风管预制加工模型创建
创建机电风管预制加工模型(基于Revit平台):直接导入或根据施工图纸创建经过二次深化后的机电风管预制加工模型(图8-25)。
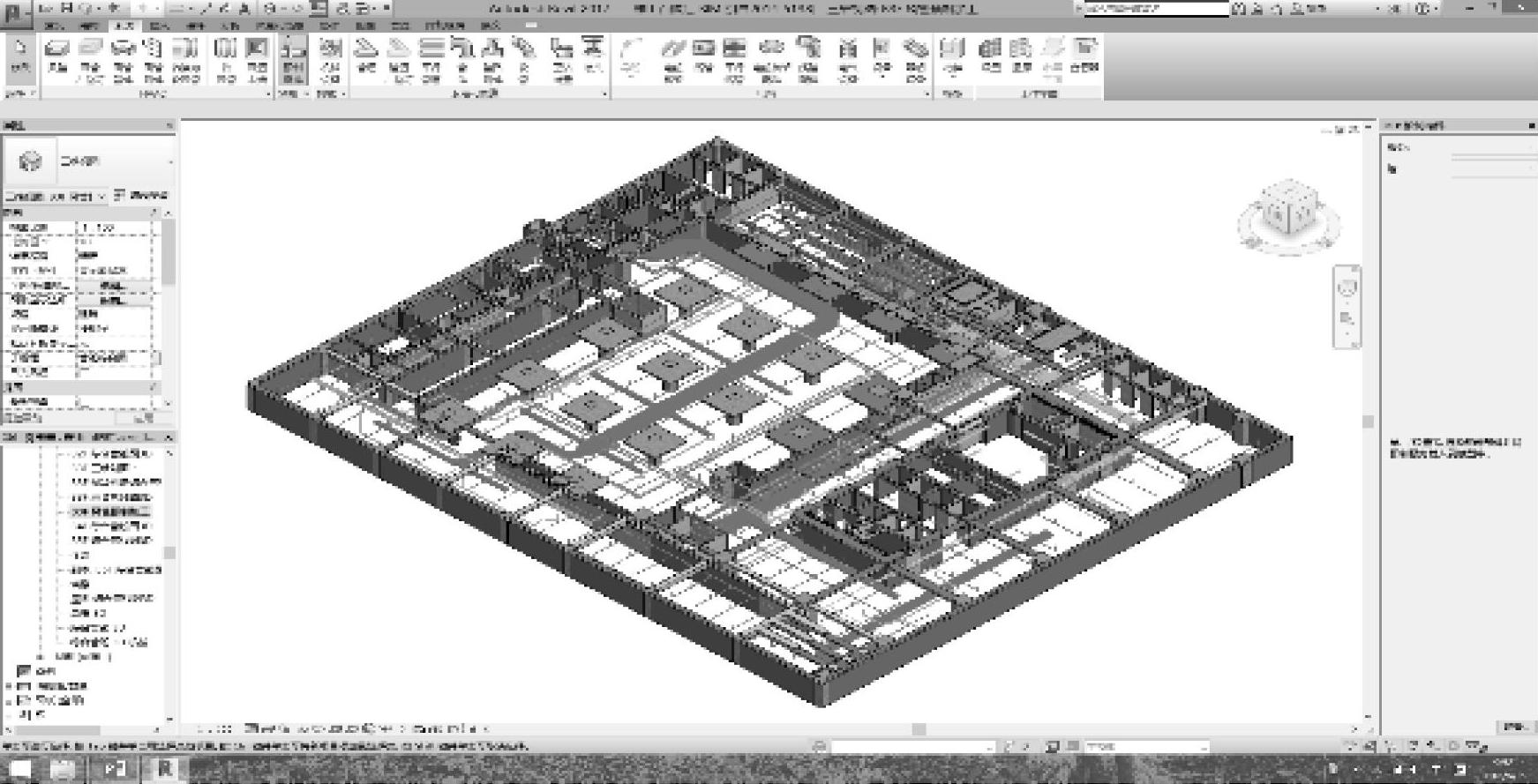
图8-25 创建机电风管预制加工模型
转换预制加工模型:利用预制零件功能,对预制零件中的预制部件及连接指示器进行设置,其中,预制配置选择“数字化加工基地标准库”。选择“设计到预制”命令将基于Re- vit平台的模型转换为预制加工模型(图8-26)。

图8-26 转换机电风管预制加工模型
选择优化长度命令完成风管的自动分段。可根据实际需要,对直线段及异型件参数进行微调,并设置支吊架(图8-27)。
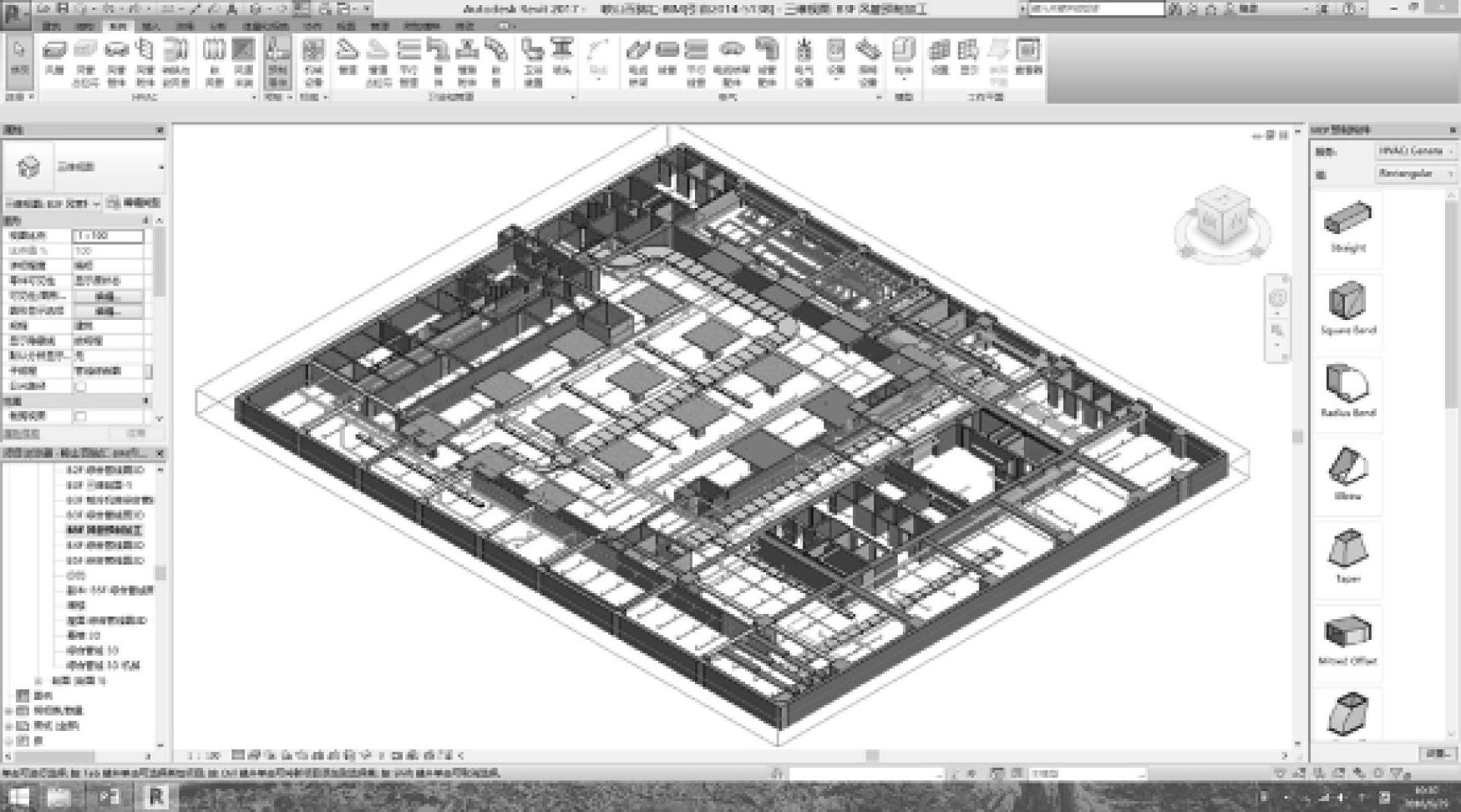
图8-27 优化机电风管预制加工模型
以方便实际应用为原则确定企业编码,并通过BIM机电设备物资管理平台生成风管二维码,并导出设备物资清单(图8-28)。

图8-28 生成机电风管预制加工编码及二维码
最后利用企业自行研发的平台插件,将机电风管的预制加工模型导出(生成MAJ格式文件),如图8-29所示。
导出机电风管的预制加工数据:打开CAMduct软件,选择“数字化加工基地标准库”(企业自行研发的数据库),如图8-30所示。
对公司信息、板材、保温、咬口、法兰、生产设备等进行详细设置。标准直线段加工设备设定为风管自动生产五线,非标准直线段及异型件加工设备设定为等离子弧切割机(图8-31)。

图8-29 导出机电风管预制加工模型

图8-30 导出机电风管的预制加工数据

图8-31 对机电风管加工数据进行设置
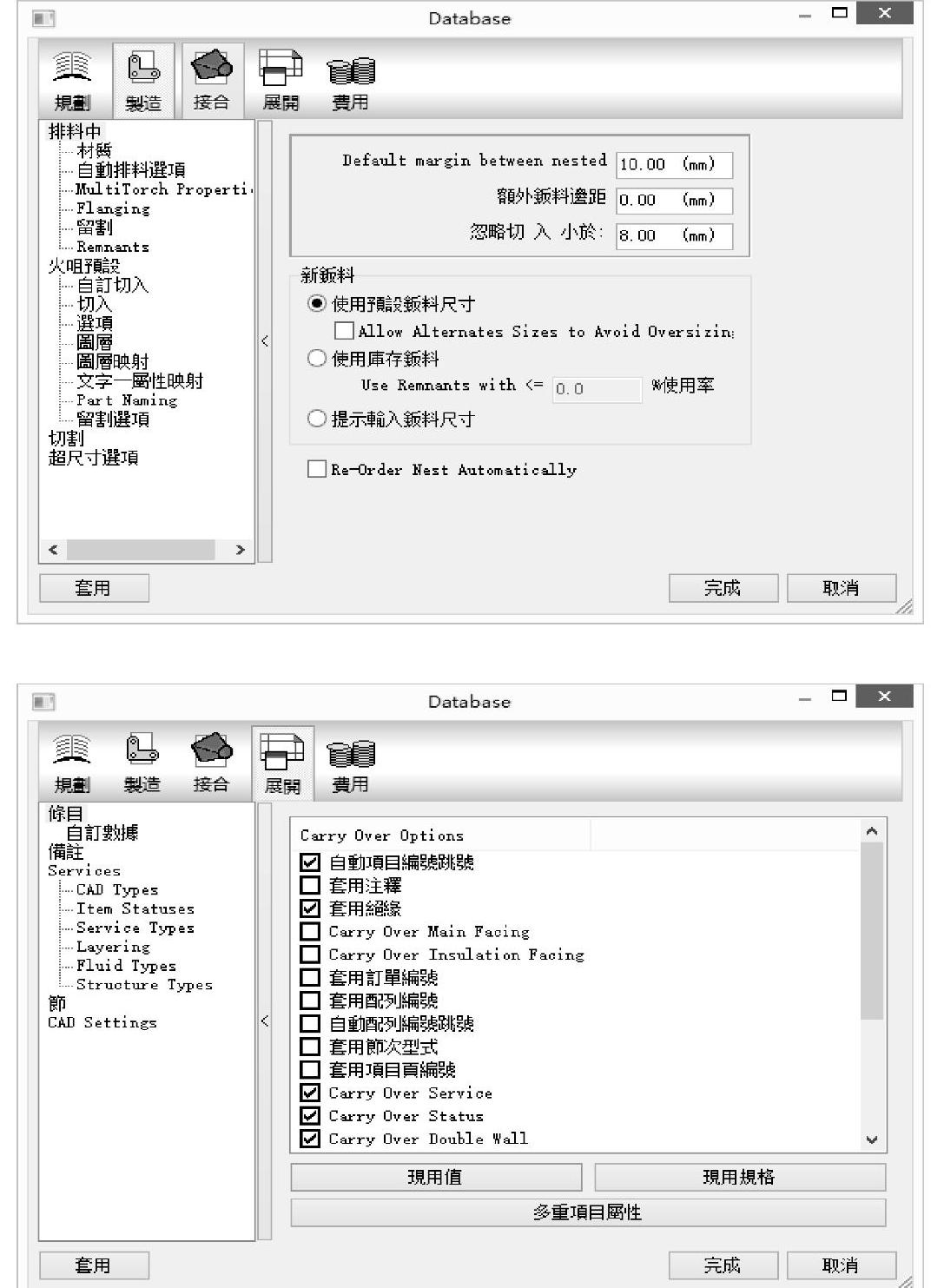
图8-31 对机电风管加工数据进行设置(续)
打开机电风管的预制加工模型数据(MAJ格式文件),选择自动排版命令,对非标准段及异型件进行排版(图8-32)。
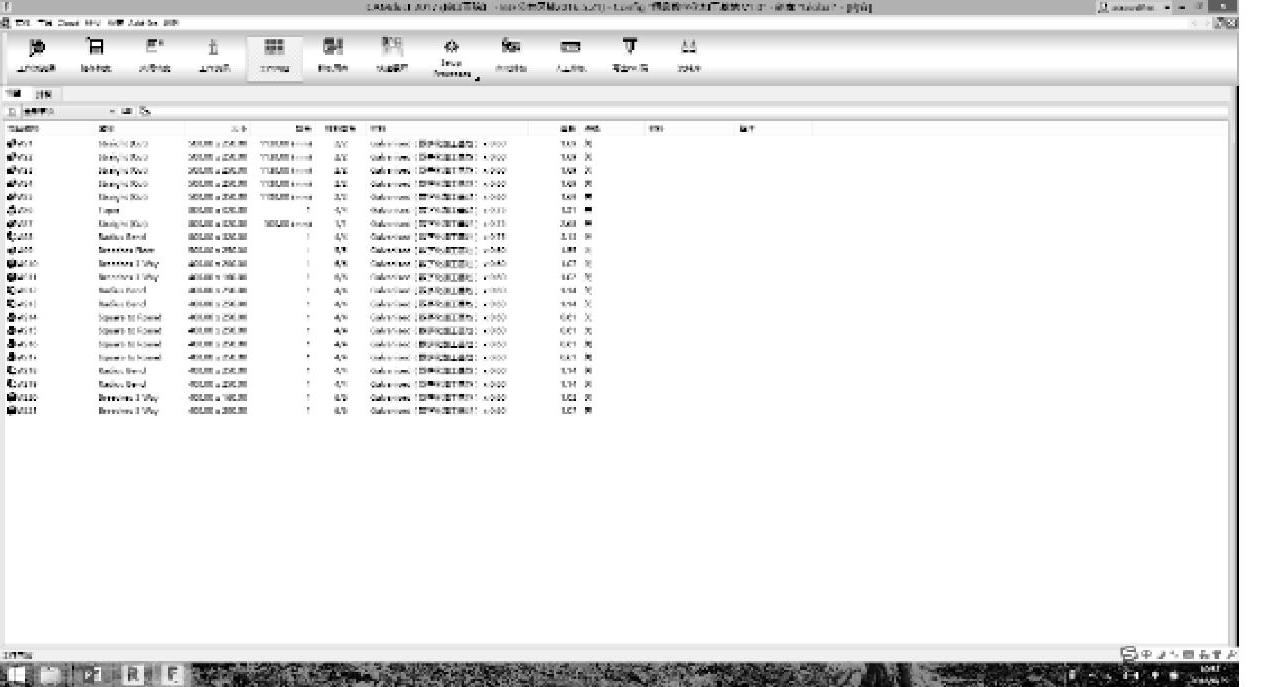
图8-32 读取模型数据并进行排版

图8-32 读取模型数据并进行排版(续)
数字化软件对载入的预制构件进行展开,按最优排布方式进行一键排布,将展开的钣金片排布在预设定的板材上(图8-33)。(https://www.xing528.com)
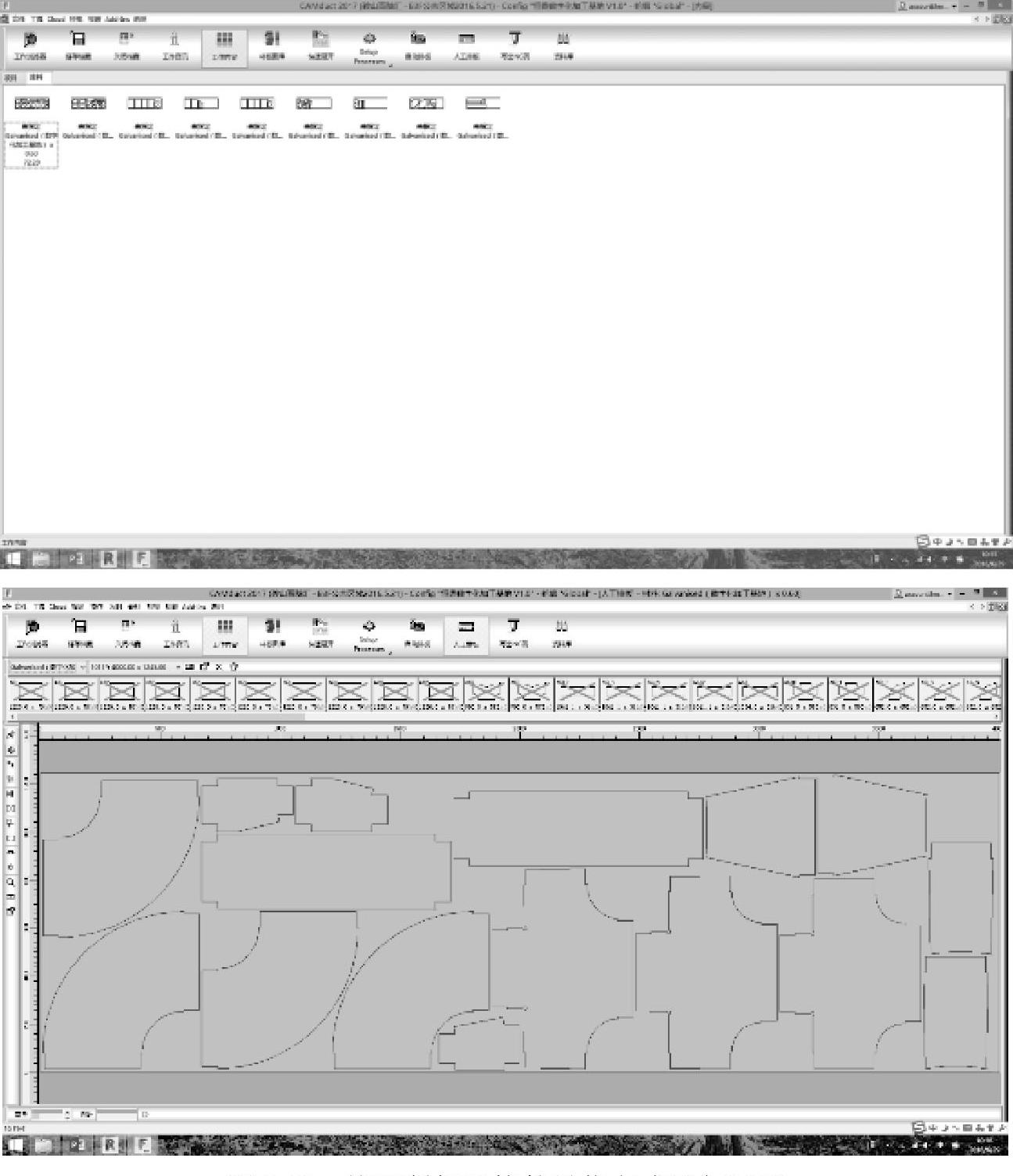
图8-33 按预制加工构件最优方式进行展开
选择WriteNC命令,程序根据镀锌钢板上的排布信息,导出数控机床数字化程序代码(CNC格式文件),同时根据不同机电加工设备的需要,也可生成TXT等其他格式文件(图8-34)。

图8-34 生成机电风管数控机床数字化代码和普通代码
可利用ViewNC命令,对机电风管预制加工板材切割情况进行模拟,满足要求后,可直接生成排料单(图8-35)。

图8-35 生成机电风管加工排料单
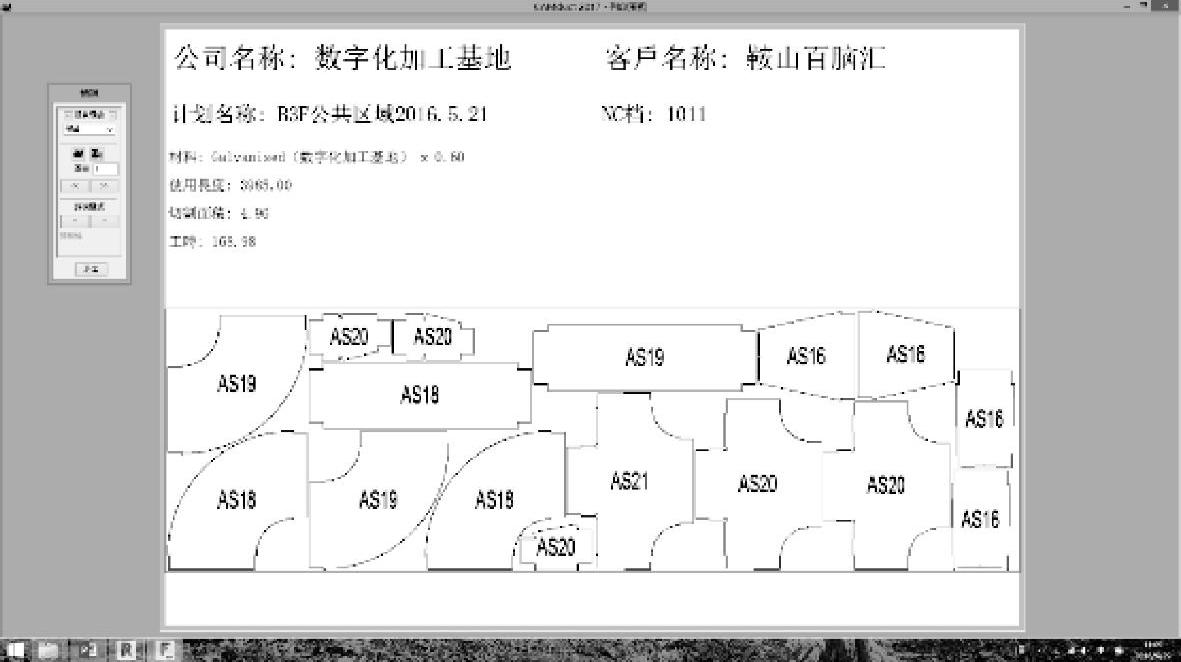
图8-35 生成机电风管加工排料单(续)
将机电设备物资清单、二维码、数控机床数字化程序代码(CNC文件)、排料单发送至数字化加工基地,为提高生产效率,将物资清单中的标准直线段清单导入全自动风管生产线进行生产,非标准直线段和异型件通过等离子弧切割机等设备进行生产。
4.机电风管标准直线段数字化加工过程
将物资清单中的标准直线段清单导入全自动风管生产五线进行生产。利用合缝机进行合缝作业,利用角码机进行角码安装,由管理人员进行质量验收后,在构件上张贴二维码(图8-36)。

图8-36 基于BIM技术的机电风管直线段数字化加工实景
风管运输:将风管成品运输至施工现场,为降低运输成本,亦可将风管半成品运输至施工现场后进行组装(如L形标准直线段风管)运输至指定楼层、区域,利用便携式合缝机进行加工(图8-37)。

图8-37 基于BIM技术的机电风管直线段数字化运输实景
到达施工现场后对预制加工产品进行质量验收,组装完成对标准段成品进行质量验收,张贴二维码(图8-38)。

图8-38 对标准段成品张贴二维码
5.机电风管非标准段数字化加工过程
数字化加工:根据排料单中板材信息,进行板材下料,将数控机床数字化程序代码(CNC文件)通过U盘导入等离子弧切割设备,输入排料单CNC程序编号,设备进行数据读取(图8-39)。

图8-39 输入数控机床数字化程序编码
根据排料单,输入程序编号数控机床进行自动切割,根据排料单上的编码对切割完毕的异型件板材进行编码(图8-40),以方便使用为原则,可对编号进行简写。

图8-40 自动切割,完成后进行编码
利用咬口机、共板法兰机对异型件板材进行加工处理,利用合缝机、角码机进行组装(图8-41)。
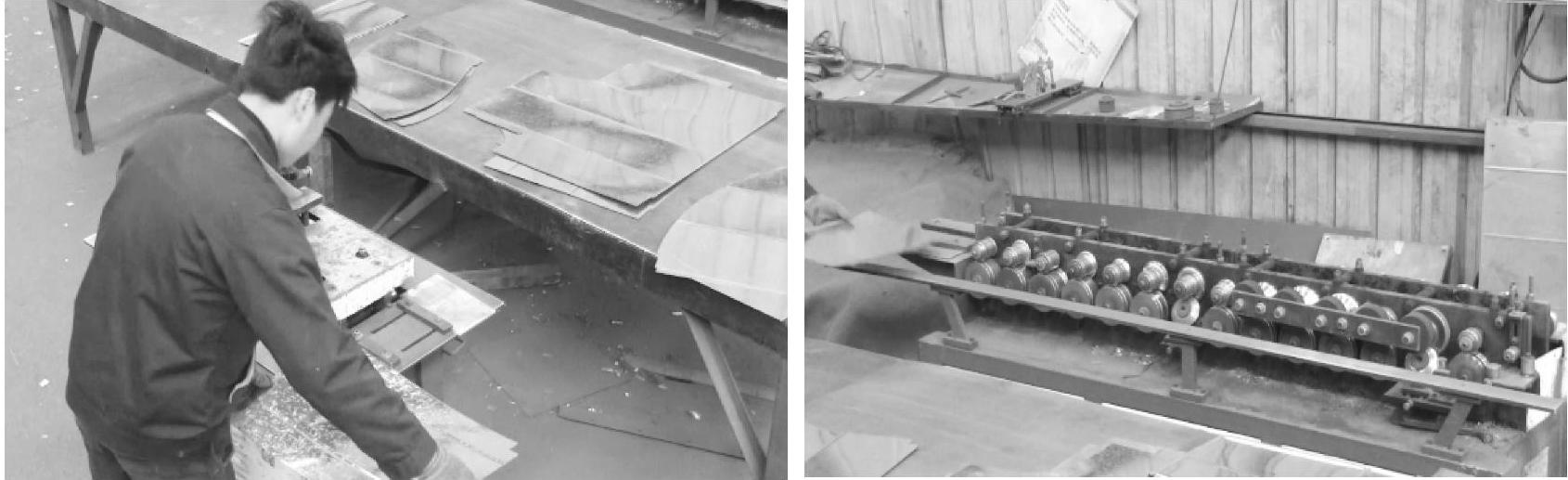
图8-41 对异型构件进行加工处理
根据现场安装需求,编制安装编码,并进行风管异型件机械化运输(图8-42)。

图8-42 对异型构件安装编码、运输
运输到施工现场进行质量验收,并根据加工单张贴二维码,施工安装人员进行扫码,即可实现安装部位及构件查询。根据“风管系统安装清单”,将已组装完成的风管管段、风管管件按照安装顺序进行安装(图8-43)。
图8-43 基于BIM技术的机电风管装配安装
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。