



制订维修大策略,首先要考虑到设备的平均役龄。一般而言,设备一生的故障率水平划分为初始故障期、偶发(随机)故障期和耗损故障期这三个阶段,因为故障率曲线的形状像一个浴盆,故称为浴盆曲线,如图4-2所示。
设备在初始故障期的故障率比较高,机械部分表现的主要故障是因为机械零件配合、啮合、对中、平衡、紧固、位置调整、表面性能、装配、匹配、安装、基础、水平等缺陷引起的问题。这些问题的解决要根据实际原因及时处理,如调整角度、距离、找准、加平衡块、紧固螺栓、强化润滑、加固基础、减振、水平定位等方式来解决。电子、电气部分的故障主要是因为元器件的老化不良、接触不良、接地不当、电路电压突变、雷电干扰、线路干扰、磁场干扰等因素造成,需要通过老化时效、检查接线、检查接地、检查电压参数以及电路屏蔽等方式针对问题加以解决。
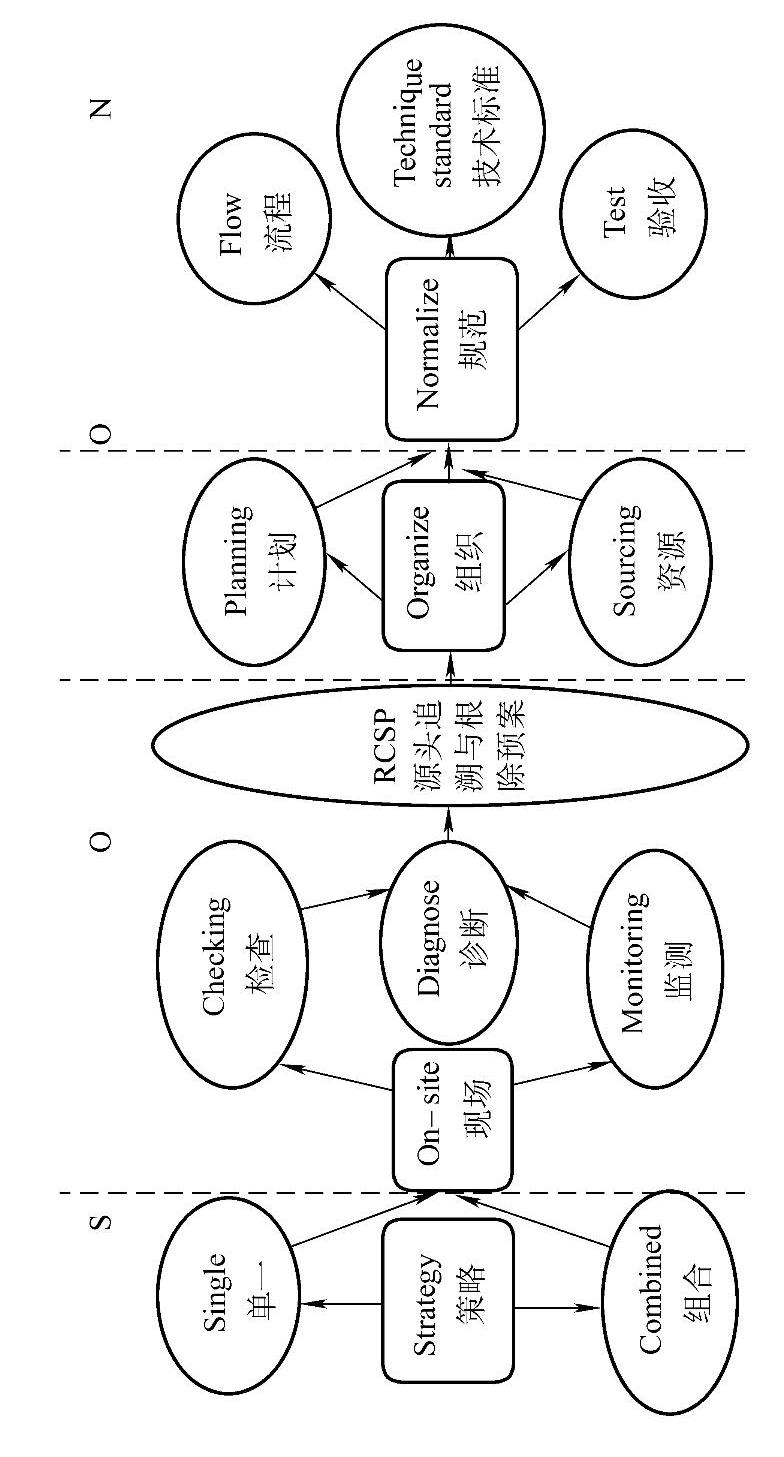
图4-1 检(维)修系统解决方案
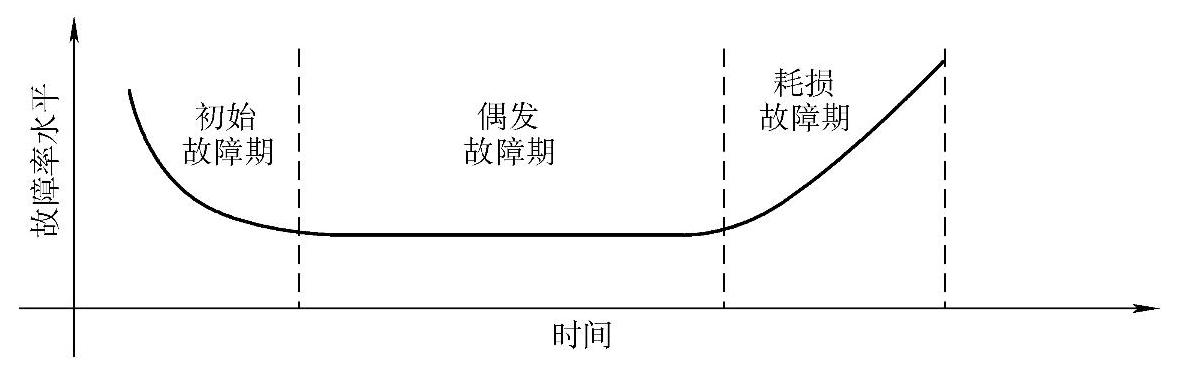
图4-2 设备一生故障率状况——浴盆曲线
总之,在设备初始故障期,主要采用的维修策略是检查、记录、原因分析和参数调整。设备的初始故障期是从设备安装投入使用之后到性能稳定为止,短则几个月,长达一、两年,与设备的工作负荷相关。
设备在偶发故障期故障率进入平缓的低谷,机械故障主要因为灰尘、松动、腐蚀、润滑等问题引起,而润滑问题又多因为尘土进入润滑系统造成设备磨损、润滑介质泄露以及润滑不良引起。北方寒冷地区冬天管道、机件冻裂,润滑介质凝固,南方潮湿地区的腐蚀、锈蚀、润滑介质挥发、稀化流失也引起偶发问题。
电子、电气故障往往因为外部的冲击和影响造成,如雷击、短路、老鼠小虫引起的短路、电网不稳定引起的突然超负荷或者低负荷、尘土覆盖散热不良、绝缘烧毁等。操作失误、维修失误也是造成偶发故障的原因。
因此在设备的偶发故障期,对设备的清扫、紧固润滑和堵漏是最主要的;对电子电气部分要注意冷却、散热、除尘、绝缘和屏蔽保护,防止小动物进入电气系统的密封,防鼠挡板也是不可忽视的内容。北方地区的冬天防冻,南方潮湿地区的防锈保护涂覆,西北干燥风沙地区的防沙保护工作都应该因地制宜地有所侧重。其次,规范员工操作,减少运行差错,规范维修行为,制定维修工艺规则,减少维修失误和损坏性维修也十分重要。
最近,企业越来越重视设备的健康管理,即在设备尚未出现故障隐患时的管理,通过控制设备性能劣化源头,微损微修、及时对中、平衡、加入润滑添加剂等活动来控制设备性能劣化,让设备保持“健康”状况。天津港曾经通过对日本进口柴油机的“四清”活动——燃油清、润滑油清、冷却水清、空气滤清等控制劣化源头的手段,让设计寿命30000h的机器连续100000h无故障运行,连日本的设备供应商都十分惊讶。
设备的偶发故障期可以延续6~8年甚至更长时间,这也和设备的工作负荷及保养水平有关。
设备在耗损故障期故障率又开始上升,机械故障主要是因为长时间使用引起的机械磨损、材料老化、疲劳断裂、变形、应力脆性断裂以及腐蚀所致;而电子、电气部分的问题则主要因为接触点的变化和电参数的变化引起,如电阻、电容、电感、内部数字程序变化。因此,在耗损故障期,我们应侧重对设备修复性的纠正性维修和主动维修。如机械损坏部分的换件,几何尺寸的物理恢复,如刷镀、喷涂、电子器件的更换等;电子、电气系统的元件更换或者功能等效替代等。
生产制造型企业的高层管理者了解设备浴盆曲线,可以根据设备的平均役龄,对企业设备总体状况做到心中有数,对于属下设备主管人员的工作业绩有客观地评估。
维修模式(图4-3)是指维修微观策略。微观维修策略关系到每台具体的设备,或者是设备上的一部分。以下维修模式是企业经常使用的微观维修策略。
(1)事后维修 指设备发生故障后的修理。它适用于故障后果不严重,不会造成设备连锁损坏,不会危害安全与环境,不会使生产前后环节堵塞,设备停机损失较小的故障后修理。事后维修可以最大限度地延长设备的有效使用周期,是比较经济的维修模式。
(2)周期性预防维修 指按照固定的时间周期对设备的检查、更换、修复和修理。它适用于有明显和固定损坏周期的设备整体或者部件。如按照一定速度磨损的金属、塑料或者橡胶机械、部件,按照一定速度老化的塑料、橡胶或者化工材料,按照一定速度腐蚀的金属部件,按照一定速度挥发或者蒸发的介质零件等。
(3)状态维修(预知维修) 状态预防维修是对设备进行状态监测,根据监测信息而进行维修决策的管理模式。状态维修适用于可实施监测、易于实施监测、监测信息可以准确定位故障的设备,而且实施设备监测防止故障发生应该比事后维修或者其他预防维修更经济可行。目前经常采用的状态监测方式包括振动监测、油液监测、红外监测、内窥镜监测等。
(4)改善维修 改善维修又称为纠正性维修,是通过对设备部件进行修复、纠正性的修理,包括零件更换、尺寸补充、性能恢复等手段,使设备损坏的部件得到修复的活动。改善维修主要针对处于耗损故障阶段的设备,以及设备先天不足,经常出现重复性故障的设备。
(5)主动维修 主动维修是一种不拘泥原来设备结构,从根本上消除故障隐患的带有设备改造性质的维修方式。有的企业提出“逢修必改”,就主要针对这类设备。主动维修适用于设备先天不足,即存在设计、制造、原材料缺陷以及进入耗损故障期的设备。主动维修与一般维修的最大差异是:修好设备或者恢复设备功能并没有完成任务,还要彻底根除原有故障。
(6)机会维修 利用所有可利用的机会——周末、周日、节假日、生产淡季、上下游停机检修、等待定单、等待计划排产等机会,对设备的问题部位进行局部解体检修、换件、对中、平衡、精度调整;生产忙季,在无严重故障后果和影响的前提下,还可以适当延长修理周期,让维修节拍尽量适应企业生产节拍,等待下一次检修时机。
以上维修模式有的侧重维修技术方式,有的侧重维修时机选择,企业可以根据设备实际选择其中一种或者多种模式组合作为某设备的确定维修模式。
图4-3还列举了一些可以利用的维修策略。根据故障所在的设备部位及其特征起因,可以选择定期维修、事后维修、状态维修、纠正维修等各种形式。不同的选择则决定了不同的运行保障状态,也决定了不同的维修成本。笔者在其他相关著述中,对各种维修策略的选择作了更详细的阐述,限于篇幅,这里就不展开了。
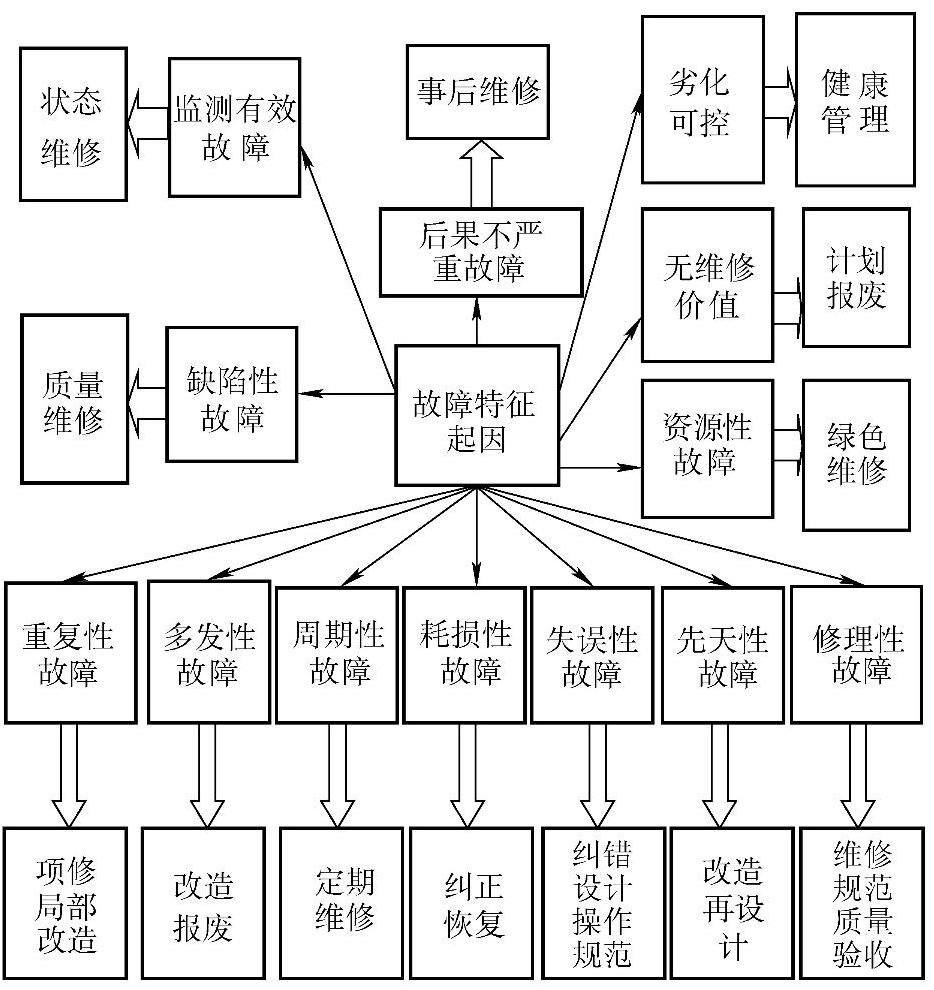
图4-3 维修模式的选择模型(https://www.xing528.com)
如果企业属于装置密集、技术密集型的流程工业,流程上的一台装置停机,整个流程就会停下来,维修策略的研究就更加重要。针对流程工业企业的设备特点,组合维修模式的设计就可以发挥更重要的作用。图4-4给出了组合维修模式的基本框架。
在图4-4所示的组合维修模式中,当需要对流程上的某一台设备进行故障维修或者预防维修时,上、下工序的所有设备会同时停机,为了抓住这一停机机会,应该主动安排对其他设备进行同步检修;因为平时已经通过点检、监测掌握了相关设备的隐患和劣化趋势,并做了大量记录,我们这里用“批记录”这个词来形容;现在我们正好可以利用同步检修机会对上、下工序的设备“隐患”问题进行“批处理”;另外,为了减少停机检修时间,可以对故障设备或者预防维修的设备利用“总成替换”方式进行处理,让流程迅速恢复生产,而损坏的“总成部件”可以拆下以后从容进行精细修理,修好后入库,进入待命状态,预备今后进行总成替换;与此同时,将“机会维修”、“状态维修”等策略同时导入流程设备,组合而成一整套有计划、有准备的管理体系。这样可以大大降低流程停机时间,提升其设备综合效率。笔者认为,能否做好组合维修策略设计并使之有效运行,是流程工业企业生产保障和效率提升的关键管理环节。
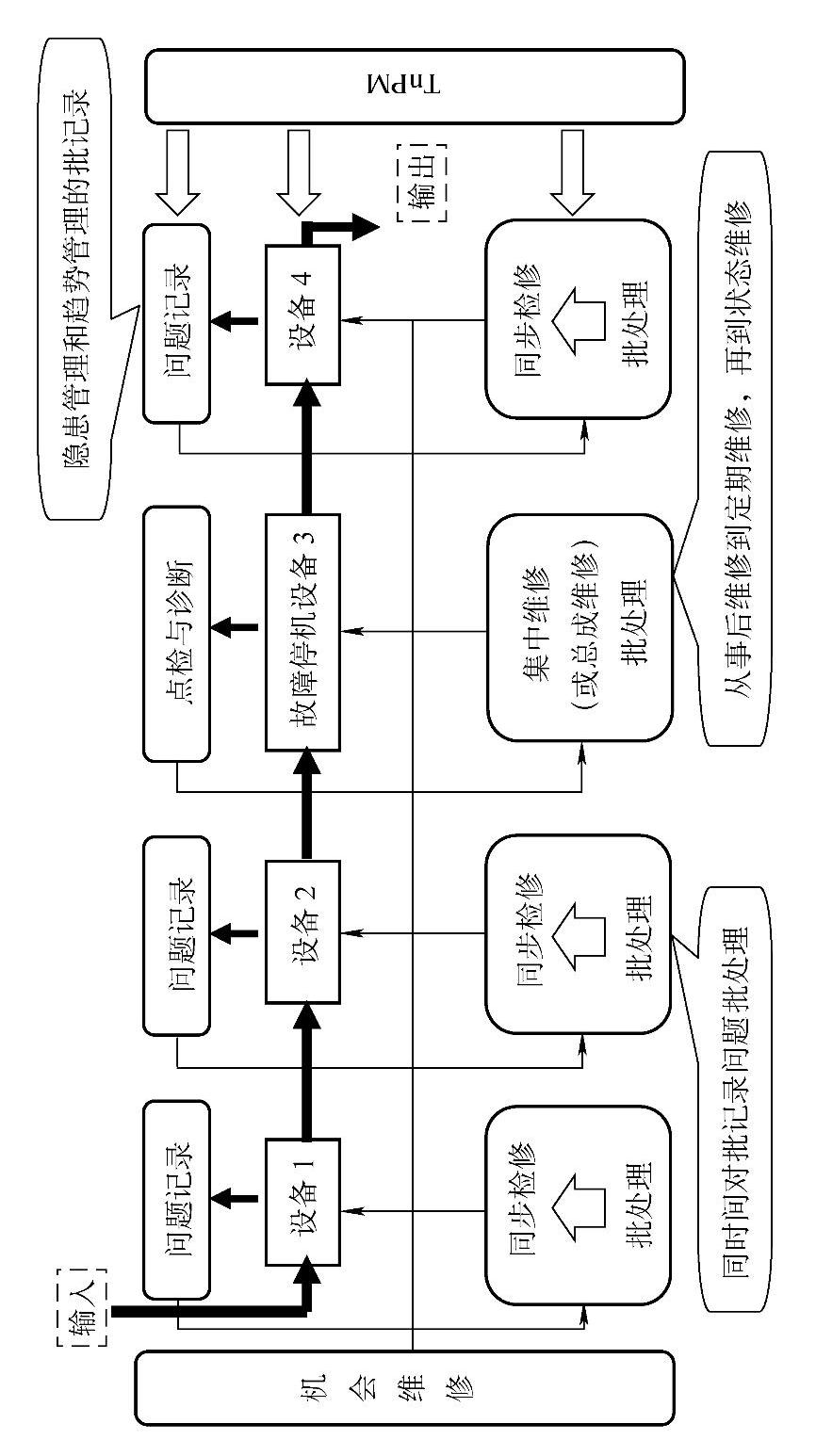
图4-4 流程工业组合维修模式设计
从图4-4可以看出,维修策略是维修管理的重要环节,相当于战斗前的策略制订和计策运用,是设备管理的兵法。它决定着设备能否流畅运行、设备维修管理的效率和效果,还决定着维修成本控制。设备健康管理也是重要的维修策略。
设备的性能劣化过程是一个缓慢的连续过程。如果人为划分为三个阶段,则是从微缺陷不断地向着中缺陷,再朝着大缺陷方向发展,最后导致故障的发生。传统的设备管理关注于设备的大缺陷,我们称之为故障管理,目的是为了减少停机,这时采取的维修策略是纠正性维修,或者事后维修。随着设备管理概念和方法的进步,人们开始注意从中缺陷时进行管理,我们称之为劣化管理,目的是为了防止故障发生,采取的维修策略为预防维修或者状态维修。然而,至今很少有人想到在微缺陷时进行管理。在微缺陷时进行管理称为健康管理,目的是为了防止劣化,这时采取的策略为靠前维护和主动维护。其具体的方法为:
1)改变设备使用和养护的外部条件。例如,某港口对进口柴油机实施“四清”管理,即润滑油清、燃油清、冷却水清和空气清,消除所有造成机器劣化的条件,致使设计寿命30000h的抽油机零故障运行时间超过100000h。
2)强化设备自身的耐用性和可靠性。例如,某铁路局机车发动机应用金属表面陶瓷化技术进行表面处理,可以使发动机运行30万km零磨损。
3)建立自养护、自修复、自补偿的仿生机能。例如,一些企业在润滑油内加入金属自修复材料,使机械具有损伤自修复功能。
4)保护处理。例如,某企业对电器表面喷涂保护剂后,防止灰尘、小虫、腐蚀气体侵蚀电器原件表面,延长了使用寿命数十倍。
设备管理逐渐发展引申出健康管理的轨迹,如图4-5所示。
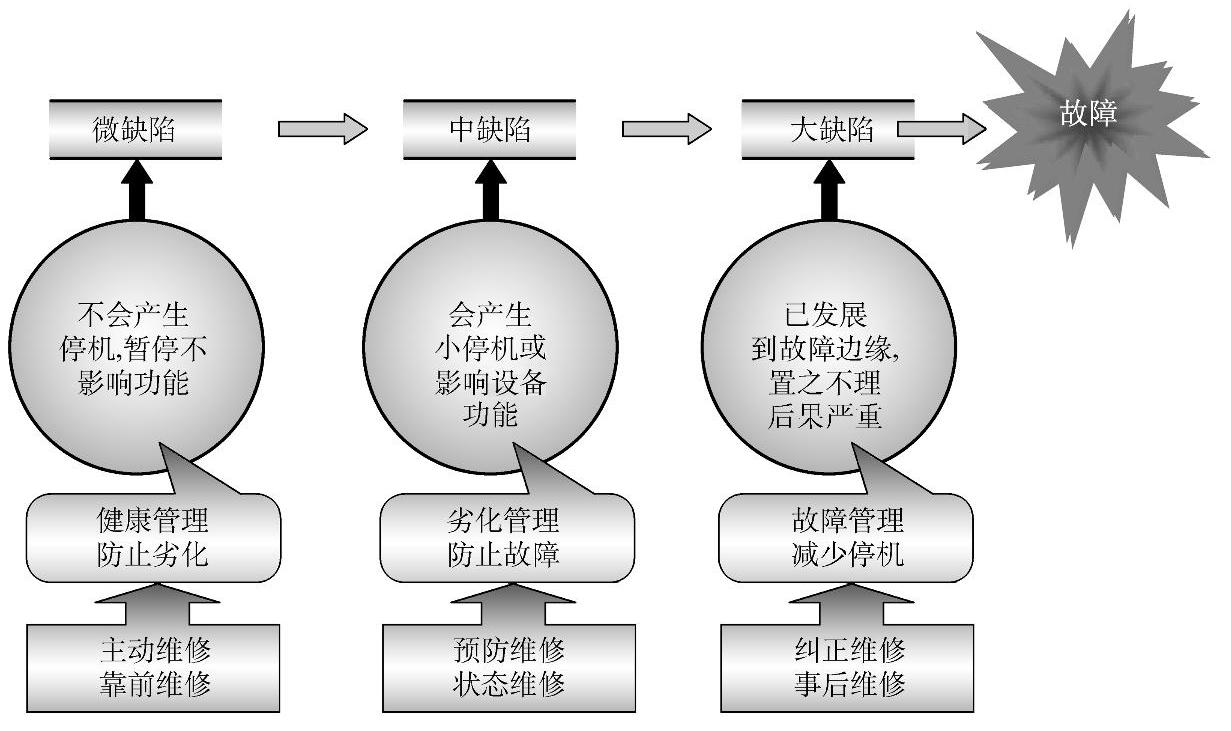
图4-5 设备健康管理发展的轨迹
设备的劣化一般会遵循劣化曲线的轨迹发展,如图4-6所示。
在这条曲线上,A为劣化起始点,P点为潜在故障发生点,F是功能故障发生点。这里潜在故障不是故障,是故障前可以通过某种手段被人感知的劣化现象;而功能故障才是真正意义上的故障,即设备失去应有的生产或者服务功能,或者危害安全与环境。我们通常将设备从潜在故障发展到功能故障的间隔期叫做P-F间隔。图4-5所示的健康管理是人为地将图4-6所示缓慢的劣化过程划分为三个阶段。

图4-6 设备性能劣化曲线
然而,很多研究表明,如果外部因素作用于设备,也就使设备发生强制劣化。与热力学第二定律的描述相近,外部的作用被看成是激发能,设备受到激发能的影响,能位会迅速提升,但接着进入能位衰变阶段,这反而加速了设备劣化速度。此情景如图4-7所示。
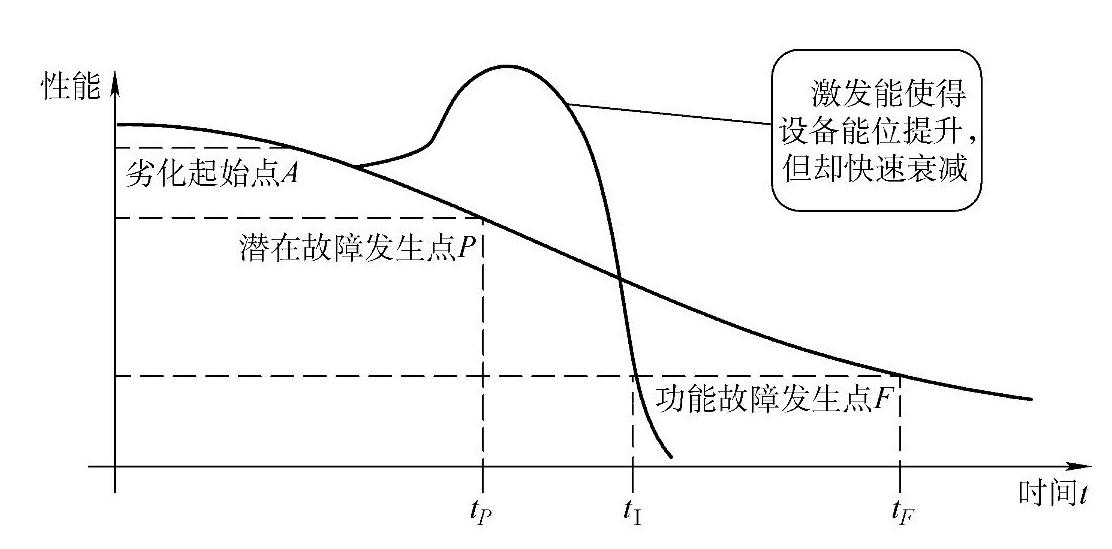
图4-7 激发能引起的设备快速劣化
这颇像是北方曾经流行的街头巷语所说:“破罐熬好罐”现象。以前胡同里有个老太太,才50多岁,面黄肌瘦,病怏怏,被称为“破罐”。一晃10年过去了,这个老太太还在胡同里晃来晃去;一晃又10年过去了,她还在胡同里晃来晃去,拄着拐杖,还上街买菜,走路歪歪扭扭,一阵风都要把她吹倒。一晃她今年已经80多岁了,白头发都剩不了几根儿,脸上的皱纹更深了,她还在胡同里晃来晃去,在她身边,有多少五大三粗、身强力壮的人都被她“熬”死(这是一种玩笑话,他们的死与老太太无关),她却还活得好好的。
这种现象很像是设备激发能作用的原理。老太太身体状况虽然日益劣化,但没有激发能的作用,所以是缓慢的自然劣化。而她身边的其他人可能遭到激发能的作用,能位突然上升,又急剧下降,身体状况迅速劣化。对人来讲,什么是激发能呢?这些激发能如与汽车相撞,食物中毒,遭到电击,受到精神打击等。再就是不良生活习惯,营养不平衡的不健康食品,工作透支体力等。
而设备的激发能也很多,包括超负荷运行,电击短路,外力碰撞,误操作,损坏性维修,润滑不良,维护缺失等。除了提高设备设计、制造的可靠性,提高设备稳定能位以外,从策略上我们还应该控制对设备的外部激发能影响。具体手段包括认真执行操作规程,避免误操作,避免雷电影响,做好接地和屏蔽工作,科学润滑,适时正确的维护保养,规范化维修等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。