



检验铸造用模样质量的主要方式见表10-5。
表10-5 检验铸造用模样质量的主要方式

注:也适用于检验芯盒、模板和砂箱。
检验铸造用模样质量的方法见表10-6~表10-8。
表10-6 检验铸造用成品木模质量的项目、内容和方法
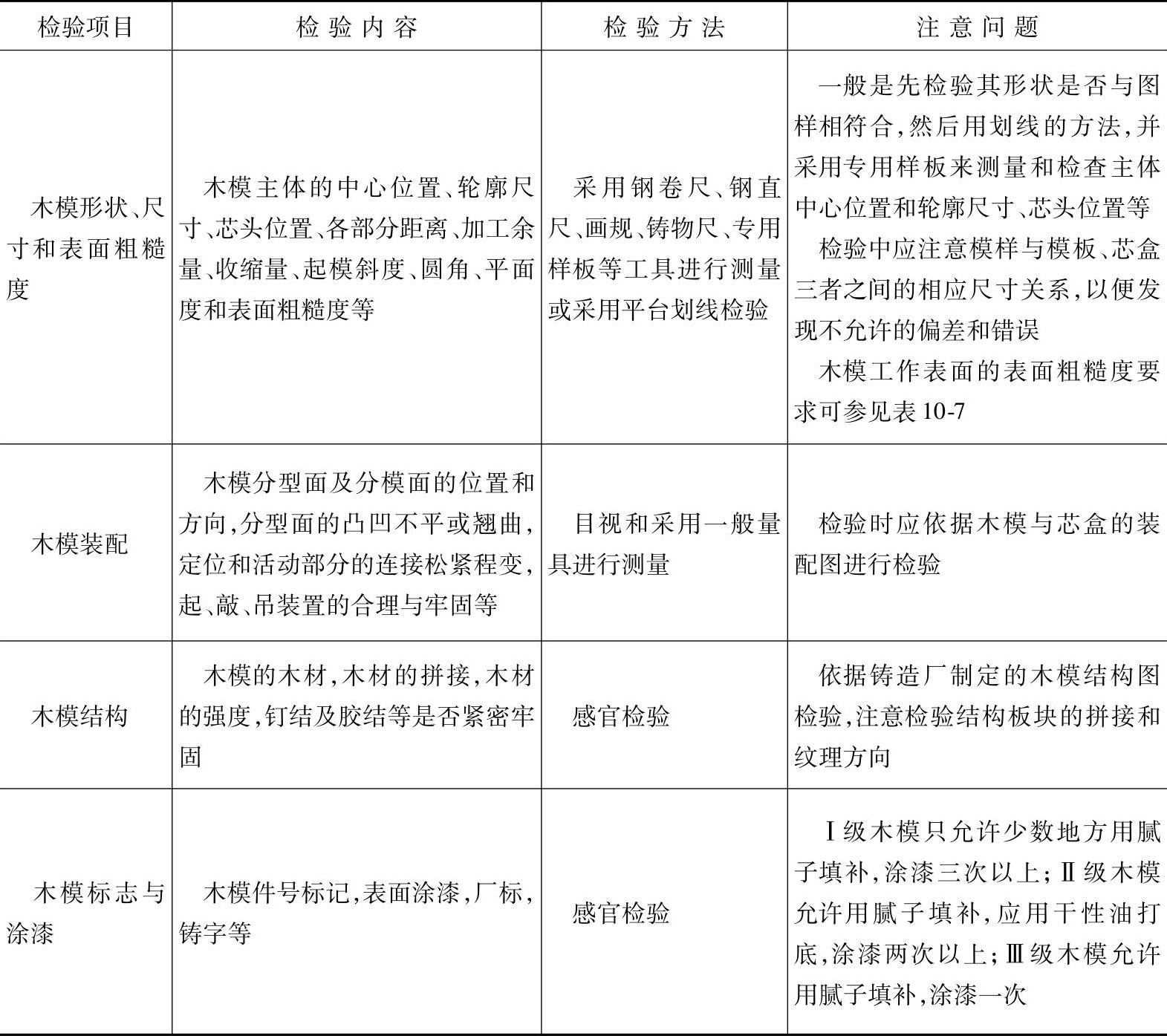
注:1.木模各部分尺寸与形状应按(JB/T 7699—1995)《铸造用木制模样和芯盒技术条件》规定进行检验。
2.木模表面粗糙度的检验应以GB/T 14495—2009规定的木制件表面粗糙度比较样块对被检木模(芯盒)的工作表面用视觉或触觉的方法进行比较。视觉对比时,应在光线充足的条件下用眼睛观察对比,也可用放大镜观察对比;触觉对比时,应用手指在被检验工作表面和相近两个参数值等级的比较样块表面触摸,获得同样感觉的那个等级即为被检验工作表面的表面粗糙度数值。此外,应注意:①被检验木模(芯盒)工作表面的加工纹理应和相应比较样块的加工纹理取同方向对比;②被检验工作表面的表面粗糙度介于比较样块两级参数之间时,以数值大的等级评定;③被检验工作表面面积≤1000cm2时,最低检验点不少于一个;>1000~10000cm2时,不少于三个;>10000cm2时,不少于七个,且每个检验点的面积不得小于比较样块的面积;④将所有检验点的表面粗糙度参数值等级从细到粗加以整理,以从最细等级起的80%检验点中的最大参数值等级定为该工作表面表面粗糙度等级,但其余20%检验点的表面粗糙度参数值等级比所定等级不得大于一个等级以上;⑤当20%检验点的表面粗糙度等级比80%检验点的表面粗糙度等级大两个或两个以上等级时,则以这20%检验点参数值最大等级的小一级定为该被检验工作表面的表面粗糙度等级。
3.木模涂漆必须均匀、平滑、色泽一致,不得存在杂质、起泡、漏涂、流挂、刷痕、皱纹、脱落等缺陷,且所有活动部分不得相互粘接,并应保证活动部分脱落灵活。
表10-7 木模样(芯盒)工作表面的表面粗糙度要求
 (https://www.xing528.com)
(https://www.xing528.com)
表10-8 检验铸造用成品金属模质量的项目、内容和方法

(续)

注:金属模磨损极限允差,可参见表10-9和表10-10。如果金属模在使用中超过磨损极限允差,应立即修理。
表10-9 金属模的铸件加工部位磨损极限允差

表10-10 金属模的铸件非加工部位磨损极限允差 (单位:mm)

注:芯头处的磨损极限允差≤芯头间隙40%。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。