



1.流水线生产方式的特点
流水线作业就是作业对象按照既定的工艺线路和节拍,连续不断地通过各个有机联系的工序,最终像流水般产出产品的生产组织形式。1913年,美国人福特首创汽车装配流水线,流水线的生产率获得空前的提高,流水线生产方式具有以下特点,如图1-5所示。
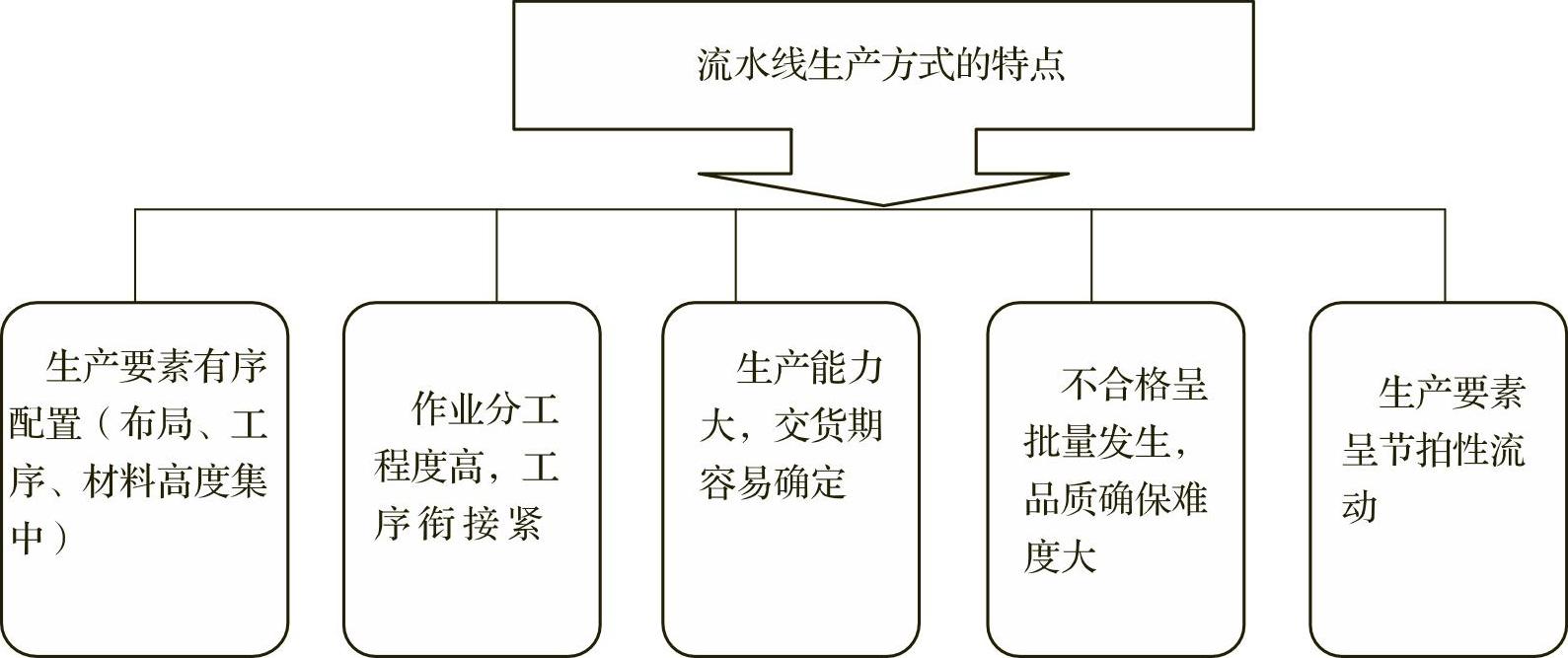
图1-5 流水线生产方式的特点
流水线作业的载体一般是输送带(包括链条式、滚轮式、滑槽式),其运作节拍(流水线上连续产出前后两件产品的间隔时间)是用线点(将输送带均分为等距离的若干段,并在同一侧位置上,做上同样的标识)的行进速度来控制的。这里要注意的事:如果输送带上的线点恒定不变,那么只有通过调整输送带的行进速度满足节拍要求(生产数量);同时通常线点的实际行进速度要比计划节拍略快一些,这样才能保证不合格品修理后能跟进投入。
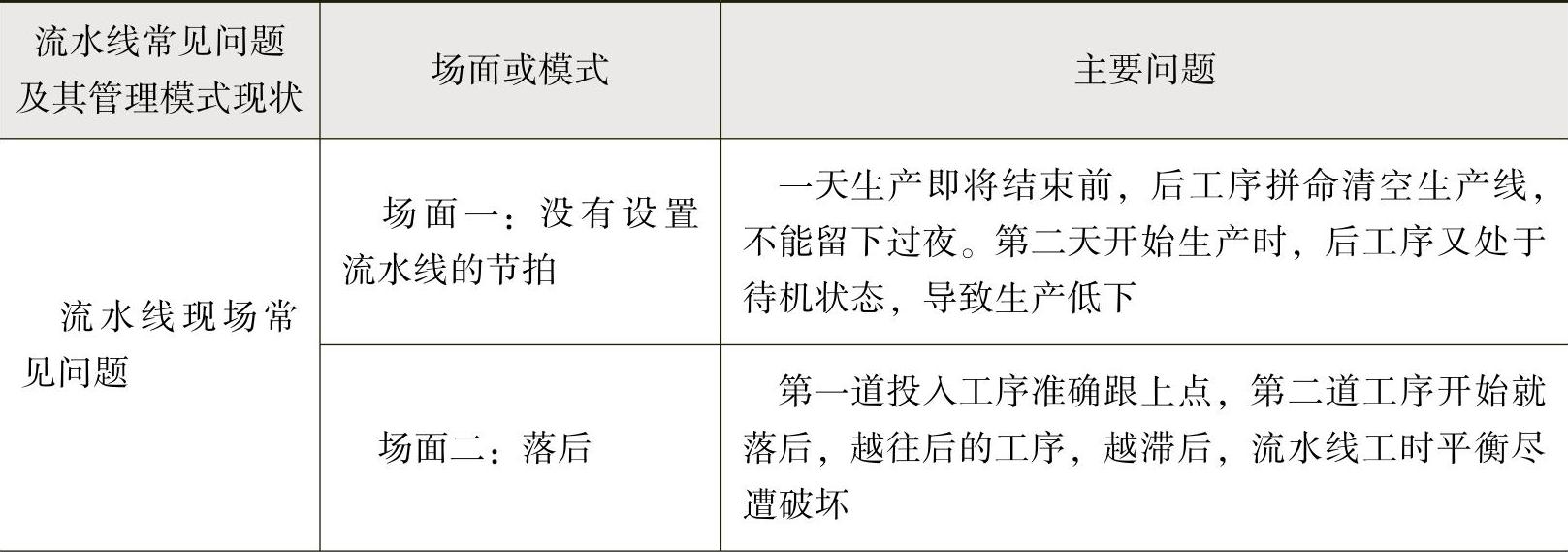
2.现场中流水线常见问题及其管理模式现状
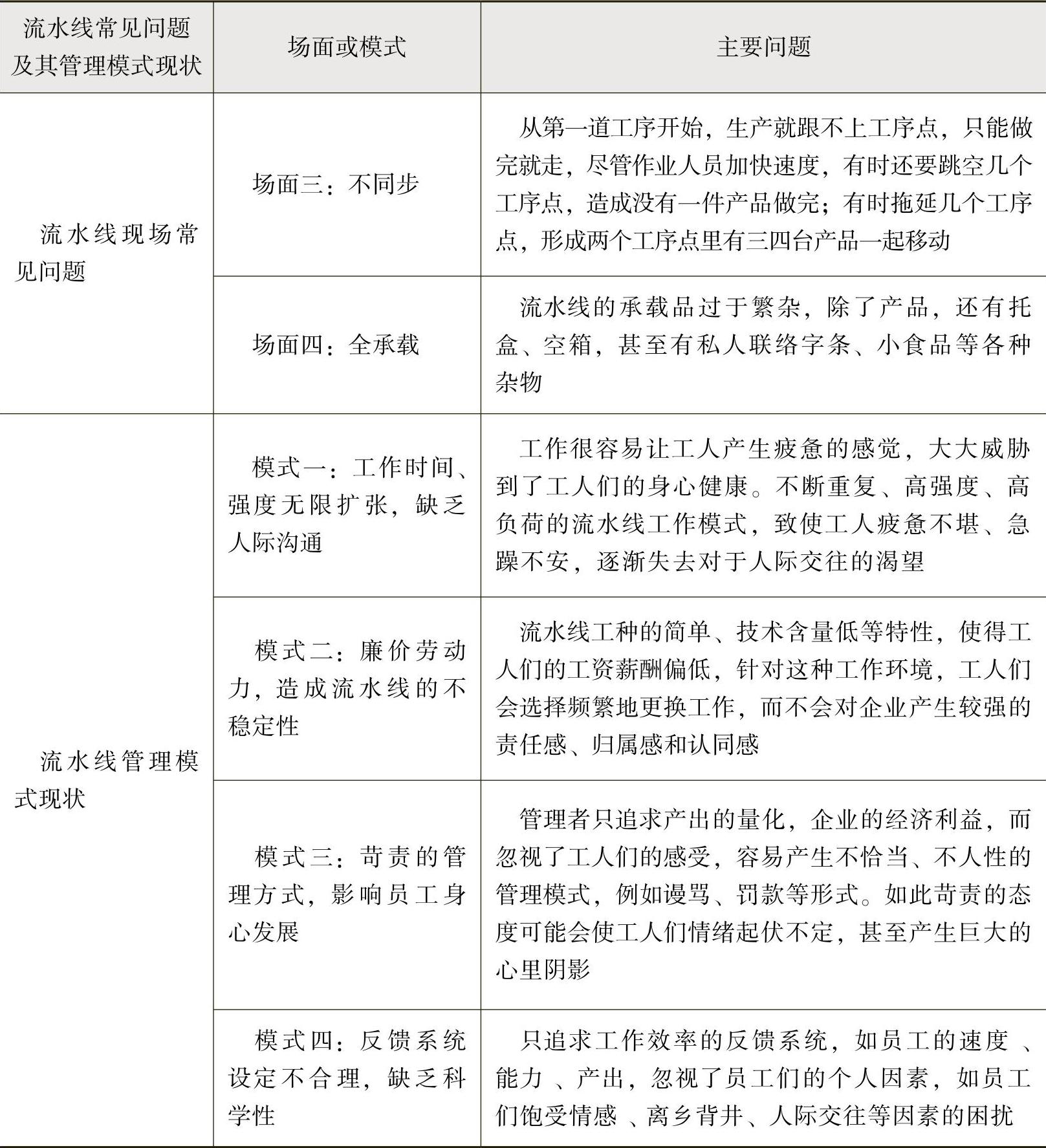
现场中流水线常见问题及其管理模式现状见表1-5。
表1-5 现场中流水线常见问题及其管理模式现状
(续)
3.怎样管理好流水线(https://www.xing528.com)
1)流水线线点颜色要鲜艳,与输送带底色截然不同,且粘贴牢固,当有两套以上线点(混流)时,识别颜色必须不同。
2)保持输送带的干净、整洁,随时清除脏污。可在输送带的两头,设置半湿润清洁拖布或粘物辊筒,以便清除输送带上的垃圾。除此之外,输送带的台架、托辊、驱动装置也要定期清洁。
3)保持输送带行进速度的稳定,并经常验证稳定性,保证跟准点,形成和谐的节拍。
4)注意流水线的堆积问题。有堆积就会有跳空,有跳空也会有堆积。由于设备、材料、作业方法而引发的不良,造成中途工序出现大量堆积时,首先要将堆积的作业对象离线存放,并做好识别管理。
5)控制好线点,做到准确跟踪,保持流水线各工序的效率平衡。正常情况下,不熟练的顶位对工时平衡破坏最大,常常出现堆积、跳空,务必小心安排好。
6)特别留意前后两条输送带的连接过渡处、转弯处,防止装配零件跌落,以保证顺利流动。
7)流水线正常班次的开动、停止,由靠近电源控制开关的作业人员代为实施即可。如因生产要素不良而导致停止时,其命令要由相应的管理人员下达,作业人员不得擅自停止。但遇生命财产将要遭受重大损失时,作业人员可以紧急开动或停止流水线。
8)摆放人性化。前道工序跟点投入时,作业对象的摆放方向要尽量方便后道工序的拿取,防止拿取途中作业对象脱落、碰伤。
9)明确取放方法。流水线的取放一般遵守“左进右出”或右进左出的原则。如左侧对着流水线,则左手取放作业对象兼投料,右手操作设备、仪器。对于取放的方法和时机,企业要在作业人员上岗时对其进行培训,并使其严格遵守。
10)在生产结束时,必须将流水线上的产品遮盖防尘,或收回工序内暂时存放,次日才重新摆放到流水线上(不能过夜的例外)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。