



1.精密锻造 精锻成型技术即近净成型技术或净成型技术,是指零件成型后,仅需要少量加工或不再加工,就可以用作机械构件的成型技术,即制造接近零件形状的工件毛坯。较传统成型技术减少了后续的切削量,减少了材料、能源消耗、加工工序,显著提高了生产效率和产品质量,降低了生产成本,提高了产品的市场竞争能力。它是建立在新材料、新能源、信息技术、自动化技术等多学科高新技术成果的基础上,改造了传统的毛坯成型技术,使之由一般成型变为优质、高效、高精度、轻量化及低成本的成型技术。精锻成型技术使成型的产品具有精确的外形,高尺寸精度和形位公差,低表面粗糙度值。用精锻技术生产的直齿圆锥齿轮齿形可不再机械加工,精度可达7级;精锻叶片轮廓尺寸精度可达±0.05mm,厚度尺寸精度可达±0.06mm,表面粗糙度Ra=3.2~0.8µm。
精锻技术主要应用于两个方面:①生产精化毛坯,将精密模锻件精加工得到成品零件;②生产精密模锻零件,精锻成型零件的主要部分,省去切削加工,而零件的某些部分仍需进行少量切削加工。
采用精密辊锻-模锻复合成型技术生产大叶片,锻件单边抛磨余量可控制到0.3mm,所需锻造压力只有精锻的10%~20%,设备投资只有精锻的5%~10%。汽车前轴采用精密辊锻-精锻复合成型技术,设备投资为精锻的10%~20%,且前轴锻件几何尺寸和力学性能好,长度误差为±1.5mm。采用复合锻造生产十字轴、行星锥齿轮等汽车精密零件,锻件的形状和尺寸精度大大提高,材料利用率从原先的50%左右提高到80%~90%。
概括说来,精密锻造技术可分为以下五种:
(1)热精锻成型技术。齿轮的热精锻成型技术源于20世纪50年代的德国。国内热精锻成型技术的开发应用起步于70年代初期,成熟于80年代中后期。1970年上海机械工艺研究所和上海汽车齿轮厂合作,率先对美国大道奇T234汽车差速器行星齿轮进行热精锻工艺成型试验,于1972年取得工艺试验成功,1973年投资专门成立热精锻车间,并进行了批量生产。
目前国内载货汽车用的直齿锥齿轮主要采用热精锻技术生产,其工艺流程为:下料→车床剥皮→加热→预锻、终锻→切飞边→温精压(或冷精整)。这种热精锻-温精压(或冷精整)复合成型技术生产的直齿锥齿轮,齿形精度比冷精锻低一级,适于载货汽车直齿锥齿轮精度要求,但设备投资比冷精锻设备投资少很多。由于热精锻零件的尺寸精度与冷精锻成型相比还差很多,结合热精锻与冷精锻的优点,越来越多的企业采用热精锻作为精锻齿轮成型的预成型,结合冷精锻成型获得精度更高的精锻齿轮。
(2)冷精锻成型技术。冷精锻是在室温下进行的一种净近成型技术,冷态金属在压力作用下发生塑性变形成型出各种形状的精密锻件。冷精锻齿轮的形状和尺寸容易控制,也可避免高温带来的外形误差。冷精锻成型件无氧化和烧损等热加工缺陷,其尺寸精度高、表面粗糙度低,而且冷精锻成型所产生的加工硬化作用可以显著地提高成型件的强度。但冷锻成型时变形抗力大,常需大吨位的锻造成型设备。
目前,冷精锻在汽车行业锻件生产中应用最广。汽车锥齿轮的冷精锻工艺主要有冷挤压、摆动辗压、复动锻造。
图4-24所示为摆动辗压成型的锥齿轮。此外,摆动辗压还可以应用于钢制同步器齿环和汽车转向器变速比齿条的成型。瑞士Schmid公司和德国ZF公司联合开发应用了摆动辗压成型汽车转向器变速比齿条。摆辗机通过调整摆头可获得沿齿条长度方向摆动的轨迹,逐次成型齿条的齿形。

图4-24 摆动辗压成型的锥齿轮
(3)温锻成型技术。温锻是20世纪60~70年代发展起来的锻造技术,其工艺特点是把金属加热到再结晶温度以下进行锻造。温精锻技术既突破了冷精锻成型中变形材料、变形抗力、零件形状、需增加中间热处理和表面处理工步的局限性,又克服了热锻中因强烈氧化作用而降低表面质量和尺寸精度的问题。它具有冷锻和热锻的优点且克服了其缺点,减少了模具和压力机的载荷,改善了金属流动条件,提高了材料的塑性,无需锻前退火。温精锻较热精锻可获得更高精度的锻件,表面质量好,材料利用率较高。
温精锻工艺需要高精度的设备,而且对模具结构和模具材料有较高的要求,因此只适合大批量生产。目前,已有很多温精锻专用压力机应用于精密锻造行业中。德国舒勒公司已向德国、英国、西班牙和美国等国的汽车零部件厂家供应了大量多工位温精锻压力机。日本小松公司温精锻生产线也广泛应用于国内外精锻行业。
温精锻齿轮在性能上优于热精锻齿轮,它不但组织细密,而且在后续处理中热变形小,齿面粗糙度较好,齿形精度高,其性能接近冷锻齿轮。在德国蒂森克虏伯公司已用温精锻工艺直接生产轿车用精锻齿轮,已批量生产。美国的温锻件占所有精锻件的50%以上。在国内,温精锻工艺主要还是作为预成型工序,结合冷精整成型获得精度更高的精锻齿轮。此外,温精锻还有如下优点:
1)流动应力降低,模具应力和锻造力也会降低,尤其适用于高合金钢的成型。
2)锻件具有更高的塑性,能锻造出更多复杂形状的零件。
3)应变硬化降低,可减少成型工序和退火操作。
4)通过细化晶粒可以提高产品性能和控制钢件热处理的相变。
鉴于温精锻技术有上述优点,国内有些企业已成熟地将温精锻工艺用于齿轮的预成型工序,正在研究将温精锻技术用于直接成型出精度较高的齿轮。图4-25所示为温精锻成型后的齿轮。

图4-25 温精锻成型后的齿轮
(4)闭塞锻造。闭塞锻造是在封闭凹模内通过一个或两个冲头单向或对向挤压金属一次成型,获得无飞边的近净形精锻件。一些轿车精密零件,如行星和半轴齿轮、星形套、十字轴等,如果采用切削加工方法,不仅材料利用率很低(平均不到40%),而且耗费工时多,生产成本极高。国外采用闭塞锻造技术生产这些净形锻件,省去绝大部分切削加工,成本大幅度降低。
在国家科技攻关项目的带动下,我国冷闭塞锻造新技术在设备、工艺模具和生产线成套技术各方面都有不同程度的开发应用,缩小了与国外先进水平的差距。我国江苏省飞船齿轮股份有限公司和太平洋精密锻造公司等引进国外先进的专用冷锻压力机,并引进国外伞齿轮闭塞冷锻成型技术,完成了轿车、轻型车行星和半轴齿轮的开发,精锻齿轮产品已批量生产多年。
(5)等温锻造。等温锻造是把模具加热到和坯料相同的温度,在恒温条件下以较低的变形速率和较少的锻造火次成型出形状复杂的精密锻件。它是一种先进的热加工工艺,具有如下显著的优点:
1)显著减少坯料的变形抗力,从而大大提高锻造设备生产能力。
2)提高坯料的塑性(甚至达到超塑性),使得一些低塑性合金的锻造成为可能。
3)锻件体内及表层温度分布均匀、变形均匀,从而使得锻件组织性能均匀。
4)工艺条件可实现精确控制,产品质量稳定。
5)避免模具激冷,大大提高坯料流动性以及充填模膛的能力,减少锻造残余应力,使得少、无余量精密成型成为可能,并使得锻件流线分布合理。
6)节省大量贵重原材料,减少机加工量,提高效率,降低生产成本。
飞机结构等复杂构件一般由筋和腹板组成,其断面形状有H、U、Z、T形以及十字形等。由于筋部窄且高、腹板薄而宽,又是非对称,若超薄异形复杂构件采用自由锻或者普通模锻方法制作,材料利用率一般低于10%,甚至只有2%~3%,90%以上的材料被机加工,不仅浪费极大,而且加工周期长。而采用等温锻造或者超塑性模锻,可得到精密锻件,并获得较好的力学性能。美国F-15战斗机Ti-6Al-4V隔框零件质量为10kg,普通模锻件质量为154kg,而等温模锻件质量仅为29kg。
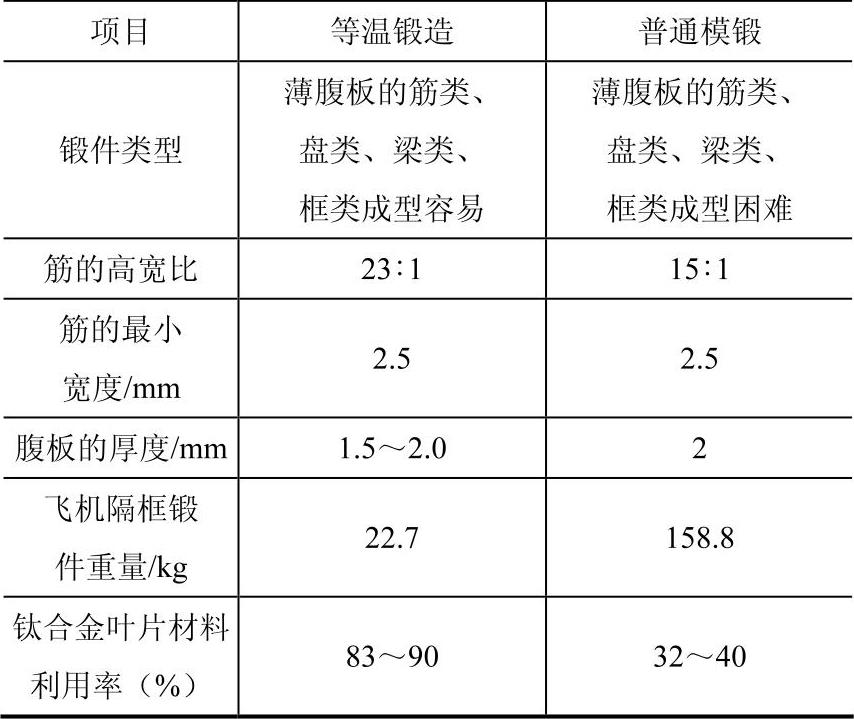
图4-26所示为国内研制的Ti-1023合金飞机框等温锻件,最大外廓尺寸达350mm,最小腹板厚度为1.5mm,最小筋宽为2.5mm,最小圆角半径为1.5mm,最小模锻斜度为0°,尺寸公差为±0.3mm,锻件非加工面占70%,表面粗糙度为0.4~3.2µm。材料利用率从9.1%提高到74.2%。机加工量与自由锻和普通模锻相比减少90%以上。机加工周期从45天减少到5天。表4-11为该零件等温锻造与普通锻造的比较。

图4-26 Ti-1023合金飞机框等温锻件
表4-11 等温锻造与普通锻造的比较
2.铸坯模锻 铸锻复合工艺又称为铸坯模锻,是用铸造毛坯经模锻获得形状复杂、质量优良的模锻件的铸锻联合生产精化毛坯的一种新工艺。
近年来,以汽车行业为代表的现代工业蓬勃发展,而模锻件的60%~70%就是汽车行业使用的。这不仅给锻造行业提供了广阔的市场机遇,同时也对锻件的产量、质量和成本提出了更高的要求。如何在保证产量和质量的前提下,进一步节省能源、降低成本、提高材料利用率和生产效益成为锻造行业和相关学者关注的重点。铸锻复合工艺正是在这样的背景下产生并发展起来的。
(1)铸坯模锻经济效益 铸坯模锻作为生产锻件的一种新工艺,非常有必要对其经济效益进行分析。对于锻造生产,技术经济分析主要由下列指标衡量:金属材料利用率、锻件劳动消耗量(台时或工时)、燃料或动力消耗、工模具消耗等,见表4-12。
表4-12 各项目占锻件成本比例

由表4-12可知,材料费和燃料动力费构成了锻件成本的主要部分。因此,提高材料利用率、减少能耗对于降低锻件成本有着重要意义。
据统计,钢铁工业的能耗约占全国工业总能耗的11%;排放的废水和废气约占工业总排放量的14%;固体废弃物约占工业废弃物总量的6%。其中仅轧钢一道工序就占到钢铁生产能耗的23%~43%。从节省原材料的角度看,可使用废钢、边角余料配料重熔后铸坯模锻,生产出合格的锻件,变废料为产品,实现材料的综合利用。仅此一项就可大大降低锻件成本,考虑冶炼因素,一般可降低成本30%~45%。
由以上分析可知,使用铸坯模锻工艺代替常规轧坯锻造进行锻件生产,在保证产品质量的前提下,能给生产厂家带来巨大的经济效益和社会效益,具有广阔的应用前途。
在国外,很多学者和技术人员对用铸造毛坯代替轧材生产模锻件的工艺方法进行了全面深入的基础理论研究和应用开发研究。研究成果已经用于实际生产。国内少数院校也着手开展了一些基础研究,取得了一定的成果,并在部分产品上应用。(https://www.xing528.com)
(2)铸坯模锻的应用。铸坯模锻的基础和应用研究在国外起步早、成果多,应用也广泛。
俄罗斯莫斯科里哈乔夫汽车厂用连续铸坯模锻生产曲轴、十字轴、变速器齿轮、差速器盘等多种汽车零件。产品经过多年装车使用、检验,没有出现问题,完全达到了常规轧材模锻件的性能和使用要求。美国一家大型汽车厂应用铸坯模锻方法生产驾驶接头和盘形制动片,使用效果也很好。据相关报道,用自动锻造工艺生产的小型铸坯模锻件尺寸可达101.6mm×127mm×177.8mm,生产效率为每小时660件。日本开发出了铝合金轮毂的铸锻复合工艺,产品力学性能指标与锻造铝合金相当,加工费用却降低了30%。
国内铸造毛坯在模锻生产中的研究和应用起步较晚,一些院校、企业在20世纪80年代开始着手对铸坯模锻进行基础研究和应用研究,取得了一些理论和应用成果。基础研究方面,吉林大学在铸坯改性的基本条件、力学和冶金特性,哈尔滨工业大学在环形铸坯孔洞压实的力学分析与数值模拟方面都进行了比较深入的研究。太原重型机械学院等也在部分零件的模拟和试验上做了一些工作。
上海冷气机厂和辽源平岗截齿厂等用铸坯模锻工艺生产了压缩机中的连杆、矿用运输机刮板、链轮、采煤机齿座等,已实现量产。吉林大学的研究成果则主要在农机行业方面,至今已生产了三联护刃器、双联护刃器、牙嵌式摩擦片、离合器齿垫、履带节等多种复杂锻件。洛阳工学院和太原工业大学也开展了铸坯模锻的试验研究,取得了一些成果。
铸坯模锻、液态模锻和半固态加工与铸造和锻造之间的关系如图4-27所示,铸坯模锻与液态模锻和半固态加工在相图上的关系如图4-28所示。
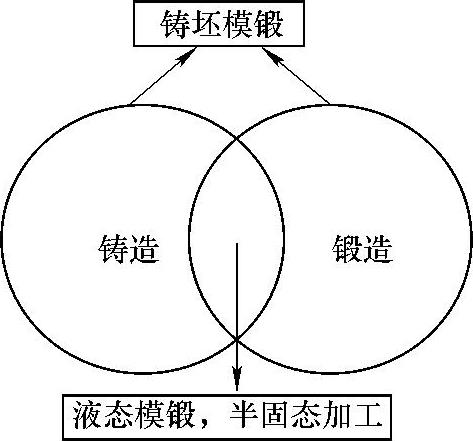
图4-27 铸坯模锻、液态模锻和半固态加工与铸造和锻造之间的关系
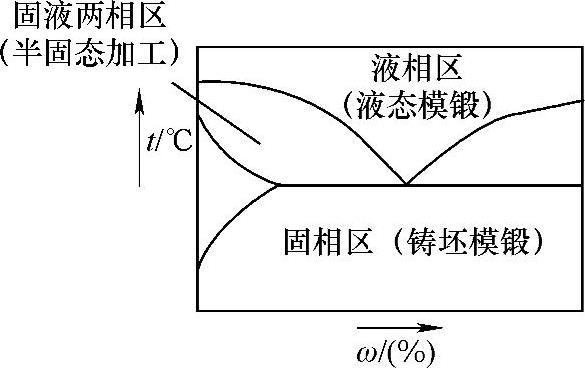
图4-28 铸坯模锻与液态模锻和半固态加工在相图上的关系
3.半固态模锻 20世纪80年代初,美国麻省理工学院(MIT)首先提出了金属零件的半固态成型概念。所谓半固态模锻又称触变模锻,是一种新的零件塑性成型加工工艺,是一项跨世纪的高新技术。半固态模锻是指将非全呈液态,又非全呈固态的固态和液态金属混合浆料模锻成型的新方法,就是将坯料加热到有50%左右体积液相的半固状态材料,然后在具有略高预热温度的模具型腔内进行半固态成型,获得所需的接近成品尺寸零件最经济的工艺。它与普通铸造成型等传统的加工工艺相比,成型时金属以半固态的形式存在,比较容易充填模具型腔,变形温度较低,可以明显延长模具的使用寿命,同时可提高制件精度与生产效率,并且制件可获得相对较高的综合力学性能。与传统塑性加工工艺相比,半固态金属屈服强度相当低,且流动性极好,可在相对较小的成型压力作用下充填模具型腔,从而达到制件的最终形状,且其表面粗糙度较小,并可一次成型具有复杂形状的制件。由此可以看出,半固态模锻成型工艺是一种高效、低耗的新兴金属加工工艺。
(1)半固态模锻的优点。零件成型是在半液半固的两相状态下进行的,与全液体成型或固体成型相比,具有许多十分明显的优点。它吸取了这两者的优点,而舍弃了它们的缺点,其主要优点如下:
1)成品率高。可实现高度自动化,对各项工艺参数的测量与控制严格、精密,整个模锻生产线从锭坯处理、下料、加热搬运、模锻到出模等,已全盘计算机化与自动化,故成品率几乎是100%。如福特汽车公司半固态模锻的汽车空调器压缩机铝合金活塞,件件合格。
2)可成型复杂零件。由于半固态合金材料的黏度比熔融金属的高,在压力作用下使金属可形成层流,能均匀地填充模具型腔,特别是在模锻结束时的高压作用下,可使薄壁部分得到很好的填充,故可生产形状复杂的薄壁零件。如各类汽车铝合金轮毂、万向节、底盘悬挂件等复杂形状的锻件。
3)产品质量高。半固态模锻时不会卷入气体,制件中就不会出现气孔,因有固相存在。液固两相收缩小,不会产生疏松。故零件具有细小的晶粒、致密的组织,质量高且稳定,对产品质量可进行统计学控制。
4)材料利用率高。半固态模锻零件的尺寸接近成品尺寸,几乎没有余量,显著节约了原材料与资源,大大减少了加工余量与切削工时,故材料利用率得到极大的提高,约为98%。如半固态模锻汽车铝合金轮毂根据尺寸不同相应地比低压铸造轮毂的轻15%~35%,经济效益与社会效益显著。
5)节约能源。半固态模锻的加热温度比固相线温度略高一些。如铸造铝合金比其共晶温度高几摄氏度即可,但比铸造温度低得多,可比铸造节约35%的能源。
6)成型压力小。与普通模锻相比,成型压力小得多。如铝合金锻件半固态模锻的单位压力为30~60MPa(普通模锻的单位压力为100~120MPa),故可用较小吨位的模锻压力机。
7)模具寿命高。与压力铸造工艺相比,半固态模锻的温度较低,锻件留模时间短。另外,大大减少了对模具型腔的热冲击,故能明显提高模具寿命。
8)锻后余热淬火热处理。在进行半固态模锻时,制件有相当大的热容量,利用其余热进行锻后淬火,从而可免除昂贵的固溶热处理,而且可获得更好的力学性能。

图4-29 半固态模锻的工艺过程
(2)半固态模锻工艺。半固态模锻的工艺过程如图4-29所示。通常的工艺路线主要有如下两种:
1)流变模锻。流变模锻或称流变成型,是将经搅拌等工艺获得的半固态浆体坯料在保持其半固态温度的条件下直接进行半固态模锻。由于直接获得的半固态金属浆液的保存和运输很不方便,因而这种成型的方法投入实际应用的较少。R·Shibata等人直接在压铸机射室中用电磁搅拌方法制备半固态合金浆液,然后将其挤入模具型腔成型。用此法所制成的铝合金的力学性能比挤压铸件高,而与半固态触变成型的性能相当。
2)触变模锻。触变模锻或称触变成型,是将经搅拌等工艺获得的半固态锭料冷却凝固后,按所需尺寸下料,再重新加热至半固态温度,然后放入模具型腔中进行成型加工。由于半固态金属坯料的加热、输送方便,并在成型过程容易控制,便于实现自动化生产,因此半固态合金触变成型是当今半固态模锻的主要工艺方法。美国的EPCO、HPMCorp、Prince Machine、THT Presses以及在美国设有分公司的瑞士Buhler、意大利的Producer USA、日本的Toshiba Machine Co.和UNE Machinery Services等公司均能生产半固态铝合金触变成型的专用设备。
(3)半固态模锻专用原材料的生产方法。半固态模锻工艺采用特殊方法生产所需组织结构的坯料。对于铝合金而言,一般使用对凝固过程中的液态金属进行电磁搅拌的方法获得具有均匀的较为细小的球状等轴晶粒的冶金组织,因此凡是可使锭坯获得这种组织的铸造方法或其他方法皆可用于生产该坯料。目前,可生产这种坯料的工艺方法有如下五种,但只有前两种方法进入了商业化生产阶段:
1)电磁流体动力学铸造法即电磁搅拌法;
2)应变熔化法;
3)机械搅拌法;
4)化学晶粒细化法;
5)形变热处理法。
(4)半固态模锻的应用。铝合金半固态模锻工艺既是一项跨世纪的先进技术,又是一项早已大规模进入商业性生产的成熟工艺。美国已建成7个铝合金半固态模锻工厂,其中最大的一个在1995年6月投产,设计生产能力为5千万件/年,专门为汽车、家用电器、通信设施提供半固态模锻铝合金零件。德国于20世纪80年代后期建成了一个铝合金零件半固态模锻厂,为奥迪、宝马等汽车生产零部件。
用半固态模锻代替低压铸造生产汽车铝合金轮毂,不仅能达到成品率高、力学性能高、材料利用率高及生产效率高,而且还可以明显减少轮毂机加工量及能源消耗,见表4-13。
4.精密锻造应用实例:汽车前轴精密辊锻模锻技术 前轴是汽车底盘系统的重要安全零件,其在整个汽车产业中处于关键零部件的地位,其质量直接影响到汽车运行的稳定性和安全性。由于对产品性能要求严格,需要经过台架试验、道路试验,达到强度和疲劳寿命指标才能批量生产。其生产水平和生产能力直接制约着我国汽车尤其是载重汽车行业的发展。
表4-13 半固态模锻与低压铸造铝合金轮毂性能比较

在国外,由于工业化开始时间早,专业化和自动化的程度较高。随着大型机械压力机的不断发展,为整体模锻前轴创造了条件,依托重型压力机上的研发优势,德国和俄罗斯等国相继建成了前轴、曲轴自动化锻造生产线。对于8t以上卡车的前轴锻件,需采用160MN机械压力机模锻,如瑞典VOLVO汽车制造公司的前轴锻造生产线。对于略小的5~6t卡车前轴,则采用120MN的机械压力机锻造。随着国内汽车工业的不断发展,国内部分有实力的厂家也开始引进大型机械压力机进行前轴的锻造。但是,由于机械压力机结构复杂、价格昂贵,无论是资金投入还是人员素质都是多数厂家难以达到的。
北京机电研究所首创前轴精辊—模锻成型工艺,主要设备为φ频感应加热→精密辊锻→弯曲→模锻→切边→整形。
采用该技术,将传统上由模锻成型的部分安排在辊锻成型,而辊锻是一种连续局部成型,所需能量小,生产效率高。辊锻机和摩擦压力机投资与万吨级机械压力机相比大大节省。这使得前轴制造的成本大大降低,采用该技术已在国内建成30余条前轴锻造生产线,材料利用率达到90%以上,建立起我国独具特色的低成本高质量前轴锻造技术。
前轴精辊—模锻成型工艺,中部工字梁区段和两个弹簧前座由辊锻成型至锻件最终尺寸,其余两端部位由模锻成型。由于模锻成型部位仅占整个前轴投影面积的20%~30%,且形状简单,因此可以减小模锻打击力2/3以上。
前轴变形分配如图4-30所示,前轴精密辊锻-模锻工艺过程如图4-31所示。
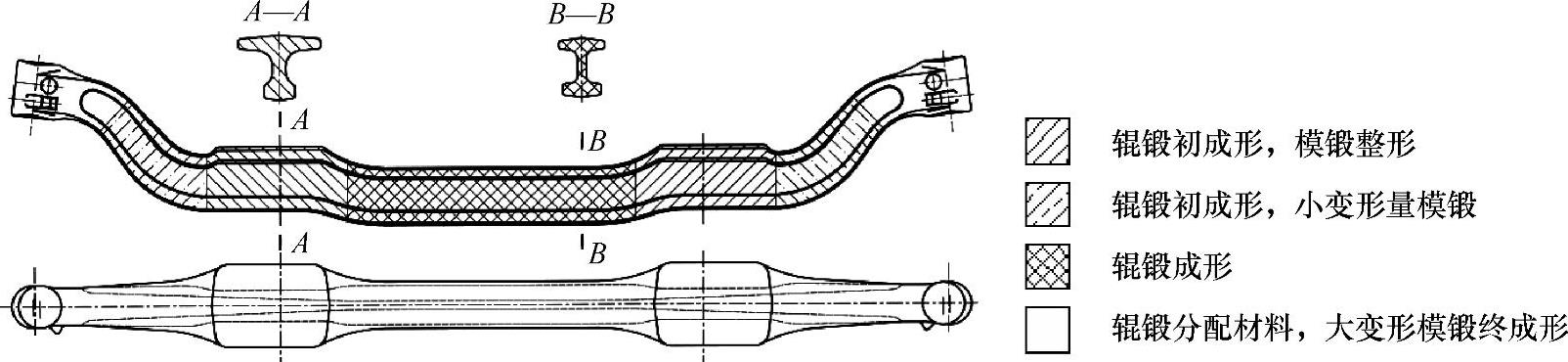
图4-30 前轴变形分配

图4-31 前轴精密辊锻—模锻工艺过程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。