



火焰切割是用可燃气体、可燃固体或液体燃料的气化物与氧或空气混合燃烧所形成的火焰对工件进行加热使之熔化,利用氧化铁燃烧过程中产生的高温烧损金属,再用流体将其吹开的一种切割方法。
火焰切割时常用的火焰有乙炔火焰、石油气火焰、煤气火焰、天然气火焰等。
7.1.1 新型火焰切割用气体
传统气体由于高污染、高成本的特点正在逐渐退出切割气市场,尤其乙炔气是国家明令减少使用的。此时出现的较为清洁环保的切割气——天然气,被视为新型火焰切割气。
1.切割效果 传统的火焰切割面挂渣严重,需要进行二次处理。采用新型火焰切割气,工件切割表面光洁,变形小,棱角整齐,不易挂渣;切割面氧化皮容易清除,无需打磨,减轻操作者的劳动强度,提高了工效;预热时间显著缩短,40mm厚的普钢的预热和切断仅需10s;切割速度提高20%~50%(因工件厚度而异),40mm厚普钢切割速度达到450~500mm/min;最高温度可达3360℃,切割尺寸大,钢板厚度最大可达600mm;割缝窄,节约钢材(300mm厚普钢的割缝仅6~8mm,对于大规模炼钢切割,效果显著)。
2.节约成本 对于丙烷类工业气体,会因汽化困难而留有残液,造成浪费。新型火焰切割气无残留,利用率高,使用方便。天然气价格低廉,且新型切割气使用效率高,用气量省,切割同等钢材的情况下使用量是乙炔、丙烷的50%。
7.1.2 配套设备
1.火焰切割用气体管道 通过架设火焰切割用气体管道,减少了气体钢瓶的搬运工作,大大减小了生产人员的劳动强度,提高生产效率。
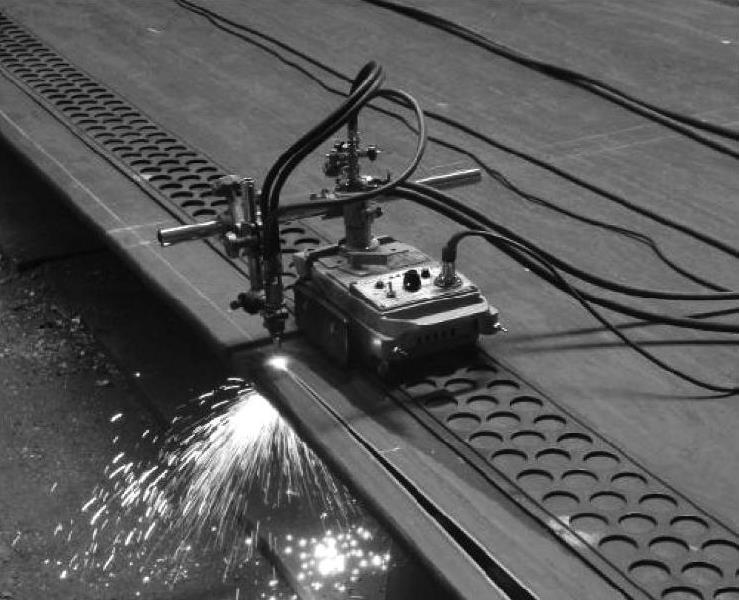
2.稀土活化燃气节能增效器 稀土活化燃气节能增效器是把稀土增益剂与天然气、煤层气、沼气、石油液化气等多种燃料按一定的机制进行活化,创造了催化燃烧的最佳条件,提高了火焰温度和燃烧热效率,在促进完全燃烧、消除污染等方面起到了积极的作用。切割效果优于乙炔,每立方米等量燃气较乙炔可减排二氧化碳6kg,成本仅为乙炔的30%,焊割工具与乙炔相同。图5-58所示为使用稀土燃料增益剂后的切割效果。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-58 使用稀土燃料增益剂后的切割效果
7.1.3 割嘴和割炬
在割嘴和割炬的结构上,为提高切割速度和切口光洁程度,配合采用丙烷等液化石油气,也有了许多改进。燃气和预热氧的混合方式,已由割炬内混合、割嘴内混合发展到割嘴外混合(适合大厚度钢材切割)。而割嘴的切割氧气孔道则从传统的直筒形、阶梯式直筒形、收缩型,发展到扩口型和流线型(后两种统称为扩散型)。此外,还出现了氧气屏割嘴、接触式割嘴、双孔乃至多孔割嘴等特种高速割嘴。
连铸坯火焰切割是炼钢企业的高耗能工序之一。传统的火焰切割技术燃气消耗大,钢坯割缝大、材料浪费严重,切割中噪声大、车间粉尘高。采用改进后的新型割嘴和割枪,工作时割嘴喷出的火焰束高度集中,能大幅提高切割速度,增强切割质量,降低能源消耗,减小切割割缝。
例如,江苏永钢集团炼钢厂连铸切割在改进割嘴和割枪前,割缝大于10mm,每天消耗液化气2.25t。改进后,割缝小于3.2mm,每年减少材料割损474.5t;每天只需液化气0.25t,每年节省液化气730t,节省率达90%;同时减少CO2排放89%。
7.1.4 数控火焰切割机
数控火焰切割机将传统的火焰切割方式与数控自动化技术相结合,设备成本低廉,可用于厚度在20mm以上的碳钢板切割加工。考虑到目前国内市场的钢材使用情况,数控火焰切割仍然占有较大的市场,切割效率比传统手工火焰切割高数倍,切割面垂直度好。
7.1.5 直条火焰切割机
直条火焰切割机是一种利用氧、乙炔作切割燃料的高效率的气体火焰切割设备。正面安装1组火焰割炬,用于钢板的横向或斜线切割;背面安装2组火焰割炬,用于纵向直条切割,对于直条板下料能有效防止旁弯,并大幅提高生产效率。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。