



堆焊材料是堆焊金属的来源,依靠它完成堆焊过程对液态金属的保护作用和冶金反应,获得具有特殊性能的金属堆焊层。常用堆焊方法所采用的堆焊材料见表5-2。
表5-2 常用堆焊方法所采用的堆焊材料

4.1.1 堆焊用药芯焊丝
药芯焊丝也称为管状焊丝或粉芯焊丝,可以通过调整药芯添加物的种类和比例,很方便地设计各种不同用途的焊接材料,以适用于不同工况、不同条件设备部件的要求,用来焊接各种类型的钢材。药芯焊丝既有药皮焊条的配方可调性,同时又具有实心焊丝连续焊接的特点。气体保护焊用药芯焊丝根据保护气体的种类可细分为,CO2气体保护焊(见图5-23)、熔化极惰性气体保护焊、混合气体保护焊以及钨极氩弧焊用药芯焊丝。随着焊接生产向高效率、低成本、高质量、节能减排的方向发展,药芯焊丝作为一种极有前途的焊接材料及高技术产品,在焊接材料领域中所占的比例越来越大。
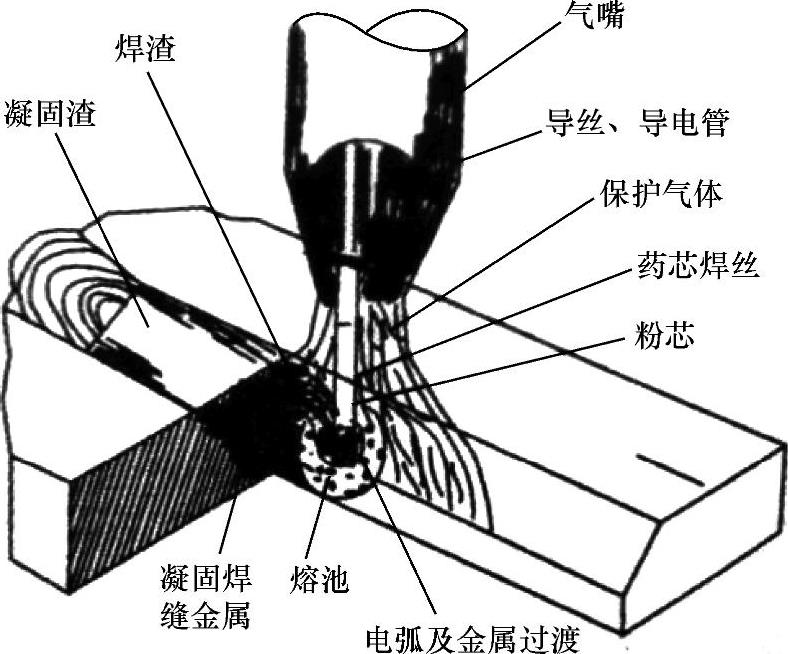
图5-23 药芯焊丝CO2气体保护焊示意图
堆焊用药芯焊丝具有如下特点:(https://www.xing528.com)
(1)焊接生产效率高。药芯焊丝可以连续地自动化生产,熔敷效率高于手工焊条,大约是焊条的2~4倍,同时与实心焊丝相比,其电流集中于外表钢皮,电流密度大,热效率高。
(2)焊接质量高。由于药芯参与焊缝冶金反应,提高了熔敷金属的综合性能,所以焊接工艺性好,焊缝成形美观。
(3)综合生产成本低。药芯焊丝不像手工焊条有焊条头,焊丝的有效利用率高,同时焊丝熔敷效率高达85%~95%,并且飞溅极小;由于焊接电流密度大,电弧穿透能力强,而人工工时费低,电能消耗不到手工焊条的1/2,所以可比实心焊丝省20%的电能。
使用耐磨堆焊药芯焊丝对设备件进行预保护堆焊、再生性修复堆焊有以下好处:节约设备维护成本,提高设备维护质量;延长设备件使用寿命;极大地减少设备故障时间及停机维修时间,提高生产效率。大力推广和发展耐磨堆焊药芯焊丝,对实现节能减排的目标意义重大。
4.1.2 等离子弧堆焊
等离子弧堆焊是利用等离子弧高温加热的一种熔化堆焊方法。等离子弧热量集中、温度极高,弧柱中心温度达24000K以上。因此,等离子弧堆焊具有堆焊层性能好、工件熔化浅、堆焊层稀释率低、成形规则等一系列优点,易于实现机械化和自动化;生产效率较焊条电弧焊明显提高,并且生产条件好,节能环保。
等离子弧堆焊可广泛用于石油、化工、工程机械、矿山机械、工业机械(螺杆、螺旋、轴辊等)、阀门等行业,如各类阀门密封面(常规的蝶阀、球阀、闸阀、截止阀、止回阀、安全阀等)的耐磨堆焊,以及石油钻杆、轴承、轴、轧辊的磨损后的修复等,是一种很有发展前途的堆焊工艺。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。