



摩擦焊是在压力作用下,通过待焊界面的摩擦使界面及其附近温度升高,材料的变形抗力降低、塑性提高、界面的氧化膜破碎,伴随着材料产生塑性变形与流动,通过界面上的扩散及再结晶冶金反应而实现连接的固态连接方法。图5-17所示为传统摩擦焊接过程示意图。

图5-17 传统摩擦焊接过程示意图
当两个圆形截面焊件进行摩擦对接焊时,首先使焊件1以中心线为轴高速旋转;然后将焊件2向焊件1方向移动、接触,并施加一定的轴向压力,接触端面就开始摩擦并产生热量;当达到给定的摩擦时间或规定的摩擦变形量,即接头加热达到焊接温度时,立即停止焊件1的转动,同时施加更大的顶锻压力,进行顶锻完成焊接。焊接过程不加填充金属,不需要焊剂或保护气体,全部焊接过程只需要几秒钟。
根据焊件的相对运动形式或工艺特点,对摩擦焊进行分类,如图5-18所示。
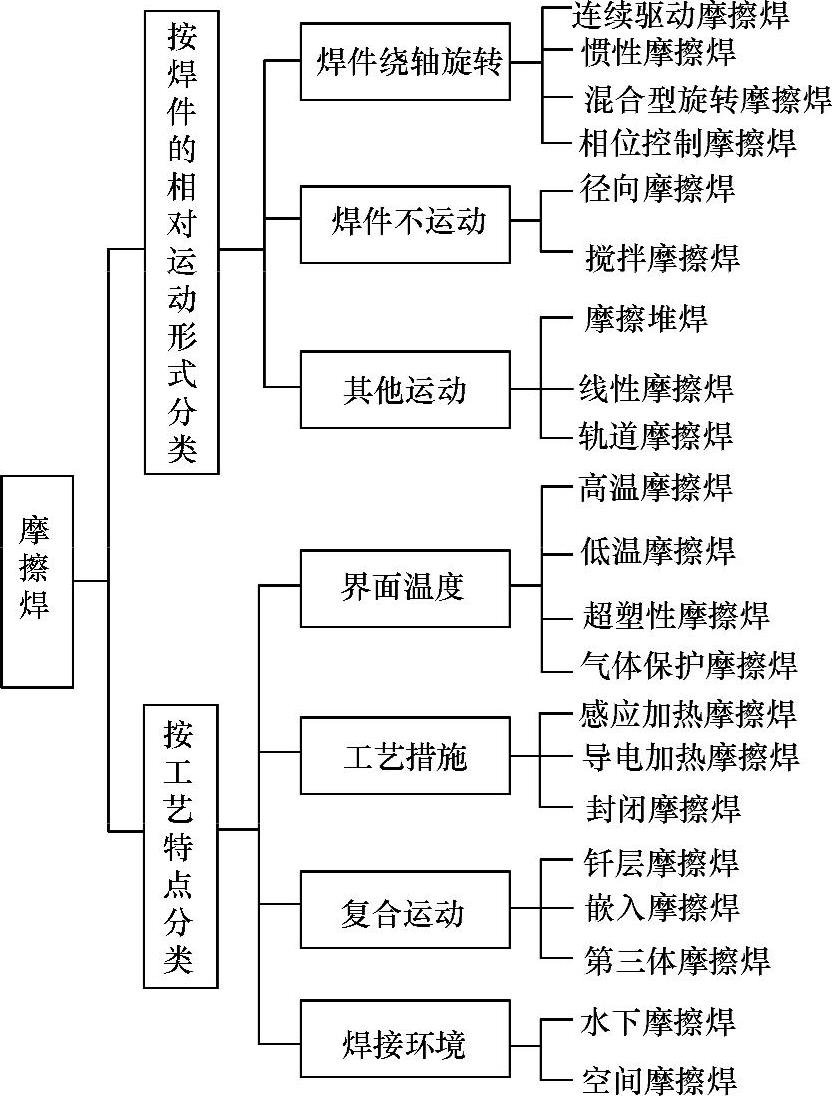
图5-18 摩擦焊工艺方法分类
摩擦焊具有焊接质量好且稳定,可焊接大多数同种和异种金属,焊接时间短、生产率高,焊件尺寸精度高、成本低等优点。
一般说来,摩擦焊的生产效率要比其他焊接方法高1~100倍,适合于大批量生产。例如发动机排气门双头自动摩擦焊机的生产率可达800~1200件/h。对于外径φ127mm、内径φ95mm的石油钻杆与端头的焊接,采用连续驱动摩擦焊,仅需要十几秒钟就能完成。
由于摩擦焊节省电能,接头焊前不需特殊处理,焊接时不需要填充材料和保护气体,加工成本显著降低。如载货汽车推进轴用摩擦焊代替CO2气体保护焊,成本降低约30%。给定焊接条件后,操作简单,对焊工的技艺水平要求不高,整体机械化、自动化程度高。
和闪光焊相比,摩擦焊焊机功率小,电功率和能量仅为1/10~1/5。焊接时不产生烟雾、弧光以及有害气体等,不污染环境。
搅拌摩擦焊作为一种很有潜力的焊接技术,由于其原理简单、高效、污染小、焊接消耗材料少等诸多优点,将应用于更广的领域。搅拌摩擦焊焊接工艺如图5-19所示。

图5-19 搅拌摩擦焊焊接工艺
1.接头形式 通常搅拌摩擦焊采用平板对接和搭接形式进行焊接,也可实现多种接头的焊接,如多层对接、多层搭接、T形接头、V形接头、角接等,并在实际工业制造中得到了应用,如图5-20所示。(https://www.xing528.com)
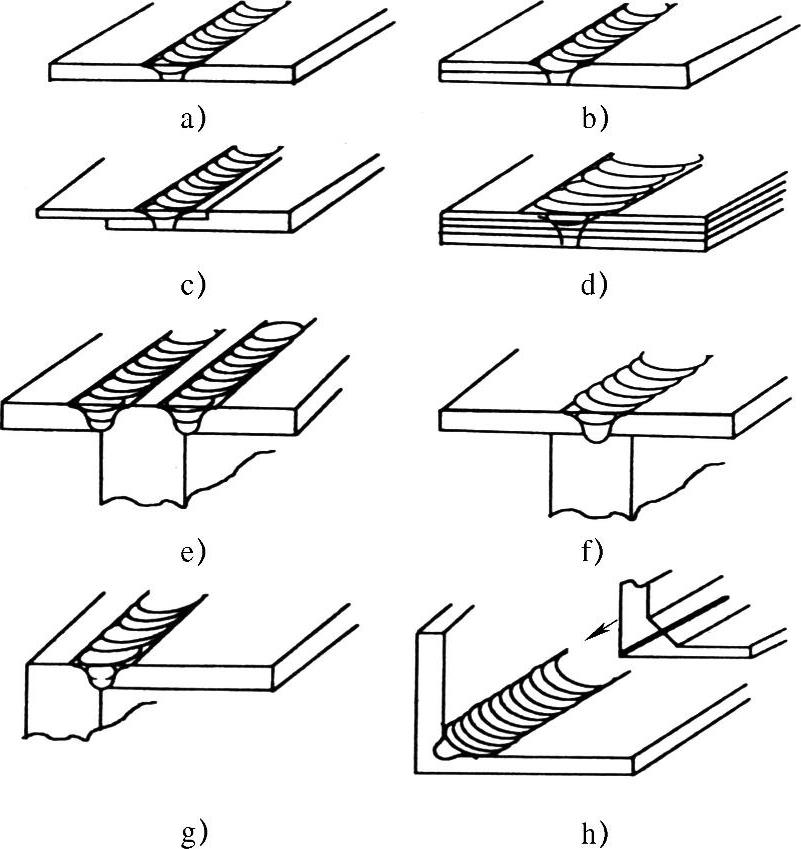
图5-20 搅拌摩擦焊接头形式
由图5-20d所示可以看到,多重板可实现一次焊接,焊接质量和效率高,这是搅拌摩擦焊的一大优点。
2.焊接速度 搅拌摩擦焊焊接速度是根据搅拌头的形状和被焊金属来定。几乎与熔化极惰性气体保护焊(Metal Inertgas Welding,MIG)相同,或比MIG稍快一些,一般为30~100cm/min。
例如,在板厚为5mm时,焊接铝的速度最大为700mm/min;焊接铜的焊速为100mm/min;焊接铝合金时焊速处于500~150mm/min范围内。
3.铝合金搅拌摩擦焊 以铝合金搅拌摩擦焊接为例,目前已经在飞机、火箭、快艇、邮轮、火车车厢等铝合金结构制造领域得到广泛应用,已成功应用于Al-Cu合金、Al-Mg合金、Al-Mg-Si合金、Al-Zn-Mg合金及Al-Li合金等,图5-21所示为中国搅拌摩擦焊中心采用搅拌摩擦焊生产的铝合金产品。
对于厚度为12.5mm的Al-Si-Mg铝合金材料的搅拌摩擦焊,可单道焊双面成形,总功率输入约为3kW;焊接过程不需要填充焊丝和惰性气体保护;焊前不需要开坡口和对材料表面作特殊的处理,有利于实现全位置焊接以及高速连接,是一种高效、节能的连接方法。
英国焊接研究所开发的单道100mm厚铝合金板材的搅拌摩擦焊技术,相对于熔焊(必须采用多道焊),焊接效率得到很大提高。
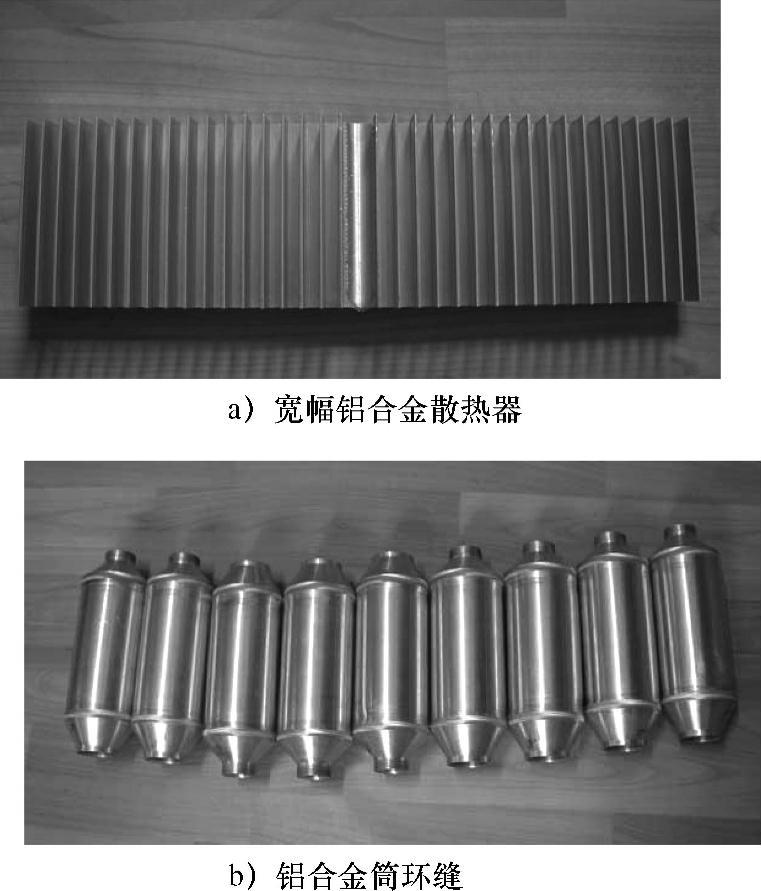
图5-21 搅拌摩擦焊生产的铝合金产品
北京赛福斯特技术有限公司针对大厚度铝合金板的搅拌摩擦焊,开展搅拌头设计、工艺参数优化和专用设备研制等工作,已成功实现了单道40mm、双道70mm厚5A06/5A05(LF6/LF5)铝合金板的搅拌摩擦焊连接,接头性能达到母材的75%以上。与以往采用MIG相比,搅拌摩擦焊接头质量显著提高,变形量小,且操作简单,同时无需填充焊丝和使用保护气体,整个焊接过程绿色环保,制造成本降低,生产效率大幅提高。图5-22所示为70mm铝合金搅拌摩擦焊大厚板。

图5-22 70mm铝合金搅拌摩擦焊大厚板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。