



气体保护焊是最近20年发展起来的一类焊接方法,由于气体保护焊便于实现机械化、自动化和智能化焊接,以及具有焊接质量好、效率高等优点,受到世界各国的普遍重视,在生产中的应用日益广泛。
随着现代工业和科学技术,特别是汽车、电力、石油化工、航空航天、海洋开发等工业的迅速发展,对焊接技术和焊接质量不断提出新的要求。市场需求同时还要求提高劳动生产率、降低焊接成本和实现焊接过程自动化、智能化。近年来新材料、新结构和计算机技术的发展,结合生产需求和现代科学技术新成就,推动气体保护焊这一新技术得到了更快发展。
按采用的电极类型进行分类,气体保护焊可分为熔化极气体保护焊和非熔化极气体保护焊;按采用的焊丝类型进行分类,可分为实心焊丝气体保护焊和药芯焊丝气体保护焊等。
在汽车及工程机械生产过程中,选用CO2气体保护焊,在同等焊接条件下,CO2气体保护焊的综合能耗是焊条电弧焊的60%左右,但生产率可提高1.2~2.4倍。
为实现气体保护焊的自动化,进一步减少焊接过程中的焊材浪费,提高焊接效率,近年来,人们不断研发新型气体保护焊用焊材,开发新工艺,目前桶装焊丝技术及粗丝气体保护焊接工艺得到了广泛推广。
2.4.1 桶装焊丝
桶装焊丝主要用于气体保护半自动焊接和自动焊接,也可用于埋弧焊。焊接过程中,焊丝送丝顺畅、稳定,不需频繁调换焊丝,实现了连续焊接,提高了焊接效率,减少了焊丝浪费。常见的桶装焊丝商品外观及内部结构如图5-10所示。

图5-10 常见的桶装焊丝商品外观及内部结构
2.4.2 粗丝CO2气体保护焊工艺
细丝CO2气体保护焊的焊丝直径≤1.2mm,而粗丝CO2气体保护焊的焊丝直径≥1.6mm。该工艺生产率高、成本低,一般采用大电流和较高的电弧电压来焊接中、厚板。(https://www.xing528.com)
例如某单腹板工字型起重机梁的焊接,其翼缘板宽为400~600mm,厚度为18~22mm,腹板厚度为14mm,上翼缘板与腹板的T形接头要求全焊透。此种情况下,可采用埋弧自动焊或粗丝CO2气体保护焊。前期采用较短的(350~400mm)H形钢梁进行试验,如图5-11所示。经小试件试验得到合适的焊接工艺参数,再焊接工程用的梁。
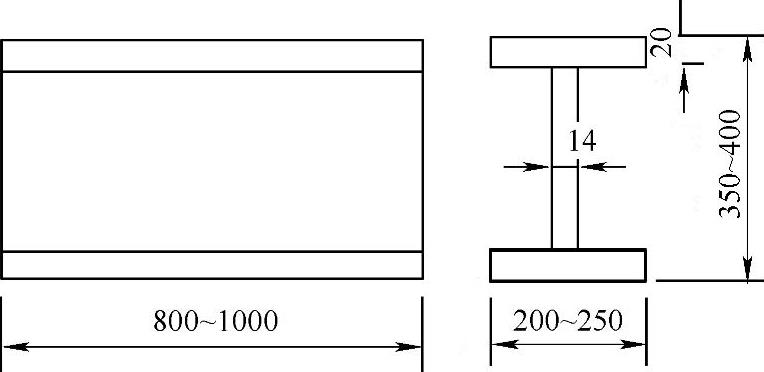
图5-11 单腹板工字型起重机梁示意图
此种情况下,可采用埋弧自动焊或粗丝CO2气体保护焊。通过工程应用表明,用粗丝CO2气体保护焊与埋弧焊比较,粗丝CO2气体保护焊可省去开坡口和清根打磨的工序,简化了生产工序;同时不需要开坡口,减少了填充金属量,节约焊丝,每米起重机梁大约节约焊丝1kg;此外每条焊缝只需焊一道(埋弧焊需两道),焊接速度快,工件变形小,生产率高。
2.4.3 新型无镀铜气保护焊丝
无镀铜气体保护焊丝是焊丝表面经特殊工艺处理的焊丝,省去了镀铜工序,减小环境污染;焊接作业环境得到大幅度改善,降低烟雾的产生量,使作业者免受含铜烟雾的危害,是保护地球环境和人类健康的新产品。图5-12所示为国产的无镀铜气体保护焊丝。

图5-12 国产的无镀铜气体保护焊丝
新型无镀铜粗丝气体保护自动焊工艺具有自动化程度高、效率高、质量优、成本低、技术容易掌握等特点。新型无镀铜粗丝全自动气体保护焊工作效率是传统半自动气体保护焊工艺的2倍,是焊条电弧焊工艺的6倍以上。在钢构件的制作中采用新型无镀铜全自动粗丝气体保护焊工艺,与传统的半自动气体保护焊工艺相比,每消耗1kg焊丝可节约3.8元,经济效益显著。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。