



埋弧焊是以焊丝和工件为电极,在焊剂层下产生电弧,熔化的金属在熔渣保护下形成焊缝,进行焊接。图5-5所示为常见的埋弧焊接装置示意图,其基本原理如图5-6所示。埋弧焊作为最早获得应用的机械化焊接方法,是焊接生产中应用最广泛的工艺方法之一。

图5-5 常见的埋弧焊接装置示意图
1—焊剂漏斗 2—送丝机构 3—焊丝 4—焊丝盘 5—导电嘴 6—控制箱(盒) 7—弧焊电源 8—焊剂 9—焊件
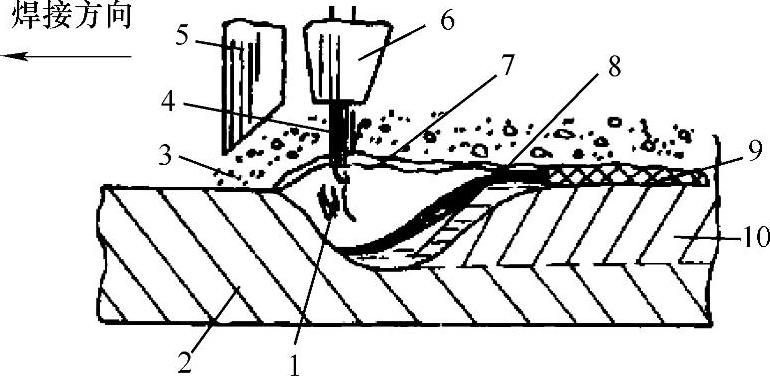
图5-6 埋弧焊接基本原理
1—电弧 2—母材 3—焊剂 4—焊丝 5—焊剂漏斗 6—导电嘴 7—熔渣 8—金属熔池 9—渣壳 10—焊缝
埋弧自动焊熔敷效率高、熔深大、焊接质量好,能在大电流、高焊接速度下施焊,而且能简化坡口制备,节省焊接材料,是一种高效率、低成本的焊接工艺。
埋弧焊时,焊丝从导电嘴伸出长度短,可以提高焊接电流(或电流密度),一般可提高4~5倍。因此,熔透能力和焊丝熔敷率大大提高,1.6~13mm厚的工件可不开坡口,开坡口时,单道焊可焊透6.4~25mm厚的工件;另一方面,由于焊剂和熔渣的隔热作用,电弧热散失少、飞溅少,故热效率高,可提高焊接速度。厚度为8~10mm钢板对接,单丝埋弧焊速度可达30~50m/h,而焊条电弧焊不超过6~8m/h。另外,还可节省焊接材料和能源,焊丝用量显著减少,省去了开坡口和填充坡口所需能源和时间;熔渣的保护作用避免了金属元素的烧损和飞溅损失;不像焊条电弧焊那样,有焊条头的损耗。并且,劳动条件好,由于焊接过程的机械化和自动化,焊工劳动强度大大降低;减少了弧光对焊工的危害;焊接时放出的烟尘和有害气体少,改善了焊工的劳动条件。
埋弧自动焊经过多年的发展,有了很大发展,如多丝(双丝、三丝)埋弧焊、带极埋弧焊、窄间隙埋弧焊等。
2.3.1 多丝埋弧焊
多丝埋弧焊是一种高生产率的焊接方法,常用设备如图5-7所示。按照所用焊丝数目有双丝、三丝埋弧焊等,在一些特殊应用中焊丝可多达14根,目前工业上应用最多的是双丝和三丝埋弧焊。焊丝一般都采用纵列式排列,对于厚板、焊接工作量大的大型构件是一种非常理想的高效率焊接方法。
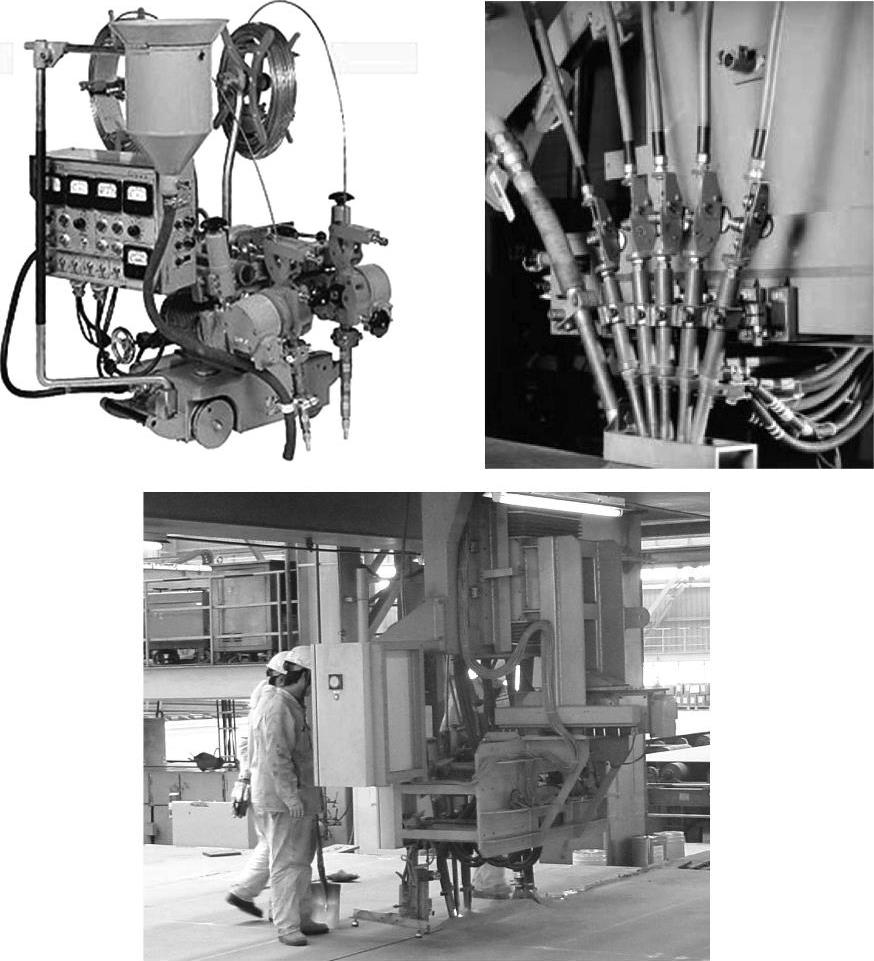
图5-7 多丝埋弧焊常用设备及现场工作(https://www.xing528.com)
多丝埋弧焊效率高。多丝埋弧焊可实现单行程一次性焊接成形,极大提高了焊接效率。例如,采用直径为3.2mm的3根焊丝,电流为700A,焊丝之间的距离为8mm,采用最佳的排列方式进行埋弧焊接,可达到的最大熔敷速度为35kg/h。相对于单丝埋弧焊其焊接速度提高30%~40%,生产效率大幅提高,烟尘、弧光污染源大大减少。
2.3.2 带极埋弧焊
带极埋弧焊是利用金属带作电极的一种埋弧焊接的方法,其主要目的是提高焊缝金属的熔敷率和改善焊缝成形,如图5-8所示。熔敷速度高达60~70kg/h,比普通丝极埋弧焊高2~3倍。宽的金属带用于表面堆焊,窄的金属带多用于接缝的焊接。

图5-8 带极埋弧焊装置示意图
与丝极埋弧焊对比,带极埋弧焊可使用更大的焊接电流,生产效率高,经济价值大,劳动条件好,而且容易实现自动化、机械化生产,稀释率低,熔敷率高,熔敷面积大,焊缝边缘平整,熔合线整齐、焊剂耗量小等,特别适于表面堆焊。在大面积堆焊的情况下,效率最高的焊接方法是带极堆焊,尤其是双带极埋弧焊,是表面堆焊的理想方法。
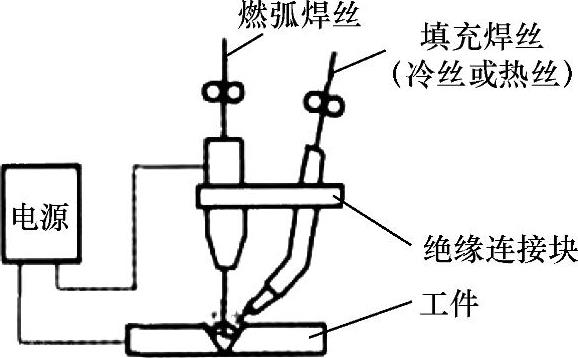
图5-9 冷丝或热丝填丝埋弧焊
2.3.3 冷丝和热丝填丝埋弧焊
冷丝和热丝填丝埋弧焊是在普通埋弧焊基础上,附加一套送丝机构,从侧面给焊接熔池填充焊丝,如图5-9所示。冷丝填丝埋弧焊的填充焊丝无电源供 电,故称“冷丝”;热丝填充焊丝则由预热电源加热至接近熔化状态后均匀送入埋弧自动焊所形成的熔池内,称为“热丝”。
冷丝和热丝填丝埋弧焊技术在我国的管道和压力容器制造中应用日益广泛,节能减排效果显著。
冷丝填充方法由于焊接电流增大,在得到深熔池的同时可保证成形良好,减小了焊接热影响区。这对热敏材料非常需要,既可减少过热损害,又可节约电能、提高生产率。
热丝填充是一种可提高焊接时填充金属熔化量进而提高焊接效率的好方法,特别适宜焊接厚度在20mm以上的开坡口工件,是一种简单、方便、可行的新工艺。它可用1个电源,也可用2个电源,靠电阻热将焊丝加热到接近于熔点温度熔入焊接熔池,大幅度提高了焊接效率,一般可提高熔敷速度50%以上。该技术中热丝先靠电阻热加热,加热范围小,能耗少,相对能耗率与提高熔敷速度之比小于0.3:1,焊接材料的损失率最小,大大降低了焊接成本,经济效益巨大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。