



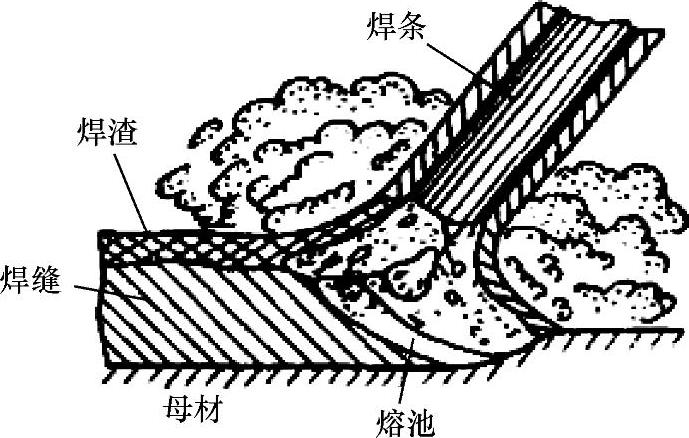
图5-4 焊条电弧焊焊接过程示意
1.3.1 焊条电弧焊比例居高不下
焊条电弧焊比例居高不下是制约我国在焊接与切割行业推行节能减排措施的重要影响因素之一。
焊条电弧焊是利用手工操作焊条进行焊接的电弧焊方法,其焊接过程示意如图5-4所示。焊条电弧 焊具有工艺灵活、适应性强的特点,适用于各种厚度、各种结构及位置的焊接,可以应用于维修及装配中、短焊缝的焊接,特别是可以用于难以达到的部位的焊接。同时,该工艺对焊接接头的装配要求较低;配用相应的焊条,适合大多数工业用碳素钢、合金钢、不锈钢、铸铁和铜、铝、镍基合金的焊接;焊条电弧焊使用的电焊机结构简单,操作轻便、灵活,维修方便。因此,焊条电弧焊仍是目前我国焊接生产中应用最多、最普遍的一种金属焊接方法。
由于焊条电弧焊的焊接电流小、每焊完一根焊条后必须更换焊条以及因清渣而停止焊接等原因,此种焊接方法的熔敷速度比较慢、焊接生产率低、材料浪费严重。焊条电弧焊对焊工的操作技术水平要求较高,整个焊接过程主要靠焊工的手工操作和眼睛观察完成,焊工劳动强度大,并且始终处于高温烘烤和有毒的烟尘环境中,对劳动保护措施的要求较高。(https://www.xing528.com)
尽管近年来我国焊接自动化发展速度非常迅猛,但国内焊条电弧焊的比例仍然近50%,而美国、欧洲和日本等发达国家的比例都已不到20%。
1.3.2 火焰切割与碳弧气刨大量使用
在现代工业领域中,切割技术是应用量大、面广的基础工艺,为适应我国工业发展的需要,在全国切割技术人员的共同不懈努力下,切割技术也获得了快速的发展,尤其近20年来,热切割技术取得了突破性的进展。这种突破主要以下述两点为标志:①热切割技术从单一的氧-乙炔焰气割发展成为包括新型工业燃气火焰切割、等离子弧切割、激光切割、水射流切割等多能源、多种工艺方法在内的现代化切割技术;②现代化控制技术与热切割技术相结合,研究开发出新一代的全自动切割设备。但由于我国的工业基础还比较薄弱,在实际的生产中,仍大量使用传统的火焰切割工艺与碳弧气刨技术,这也是制约节能减排推行的影响因素。
火焰割炬类产品的技术含量较低,应用范围很广泛,市场需求量大。但是火焰切割工艺所需预热和穿孔时间长,切割速度慢,生产效率低;切割时的热变形大,尤其在切割0.5~6mm的薄板时,切割准确度不高;燃烧燃料的方式对环境污染较严重,环保性差。
碳弧气刨是利用在碳棒与工件之间产生的电弧热将金属熔化,同时用压缩空气将这些熔化金属吹掉,从而在金属上刨削出沟槽的一种热加工工艺。手工进行碳弧气刨,灵活性很大,可进行全位置操作,可达性好。自动碳弧气刨具有较高的准确度,可减轻劳动强度。但碳弧气刨具有明显的缺点,环境污染和能源浪费严重,如产生高浓度的烟雾、噪声较大、粉尘污染、弧光辐射,并且对操作者的技术要求高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。