



6.6.1 冲压压力机的使用和维护
冲压成形所用的压力机主要包括通用压力机、专用压力机、液压机、伺服压力机等。通用压力机应用范围较广,可用于普通冲裁、弯曲机及简单拉深件冲压成形,若是大批量生产,需选用适合于冲压成形工艺的专用压力机,如大型覆盖件冲压成形时,选择双动拉深压力机较为合适。
设计模具时应考虑压力机的装模高度,模具的闭合高度应在压力机的最大闭合高度和最小闭合高度之间,并留有适当余量,一般不小于10mm。在安装模具时,若采用压板和T形螺栓固定模具,安装方位应留有50mm以上的空间;若采用T形螺栓直接固定模具,上、下模板稍小于工作台面(滑块台面)即可。
正确使用和维护压力机可以延长机器寿命,并可以确保使用人员的人身安全,应注意以下7点:
(1)所选压力机的加工能力(主要指公称力、许用负荷曲线、额定功率等)应高于冲压所需,这样可以增加压力机寿命和模具使用寿命,避免出现超负荷现象,以致出现危险。
(2)模具应安装在压力机工作台中部,保证压力机部件和模具受力平衡,模具安装应准确、可靠,保证模具间隙均匀,冲压过程不出现偏移现象。模具安装完成后,手动运转压力机,检查模具安装是否准确、可靠。
(3)压力机使用前,检查润滑系统是否正常,保证各个润滑点充分润滑。检查运转部分是否有杂物,各个按钮是否处于正常位置。
(4)冲压过程,严禁出现坯料重叠冲压,并及时清理工作台的冲压件和氧化皮等杂物,清理时严禁徒手工作。
(5)随时观察压力机工作状况,当发生意外情况时(如压力机滑块自动下落、冲压件未完全成形、模具发生错位、不正常声音等),应立即切断电源,检查处理,确认解决问题时,重新开启压力机工作。
(6)完全冲压工作完成时,停运压力机,清除压力机工作台上的杂物,清扫工作台面,并在模具工作面和压力机工作台及滑块上涂防锈油,然后在模具中放入一个冲压成形件,开启压力机,闭合模具,最后再断开电源。
(7)压力机需定期检修保养,包括主机部分、压力系统及电气系统等。
6.6.2 液压机
板料冲压液压机的基本工作原理是帕斯卡原理,即液体静压力传递原理,利用液体压力来传递能量,以实现冲压成形工艺要求。一般来说,液压机由本体和液压系统两部分组成。
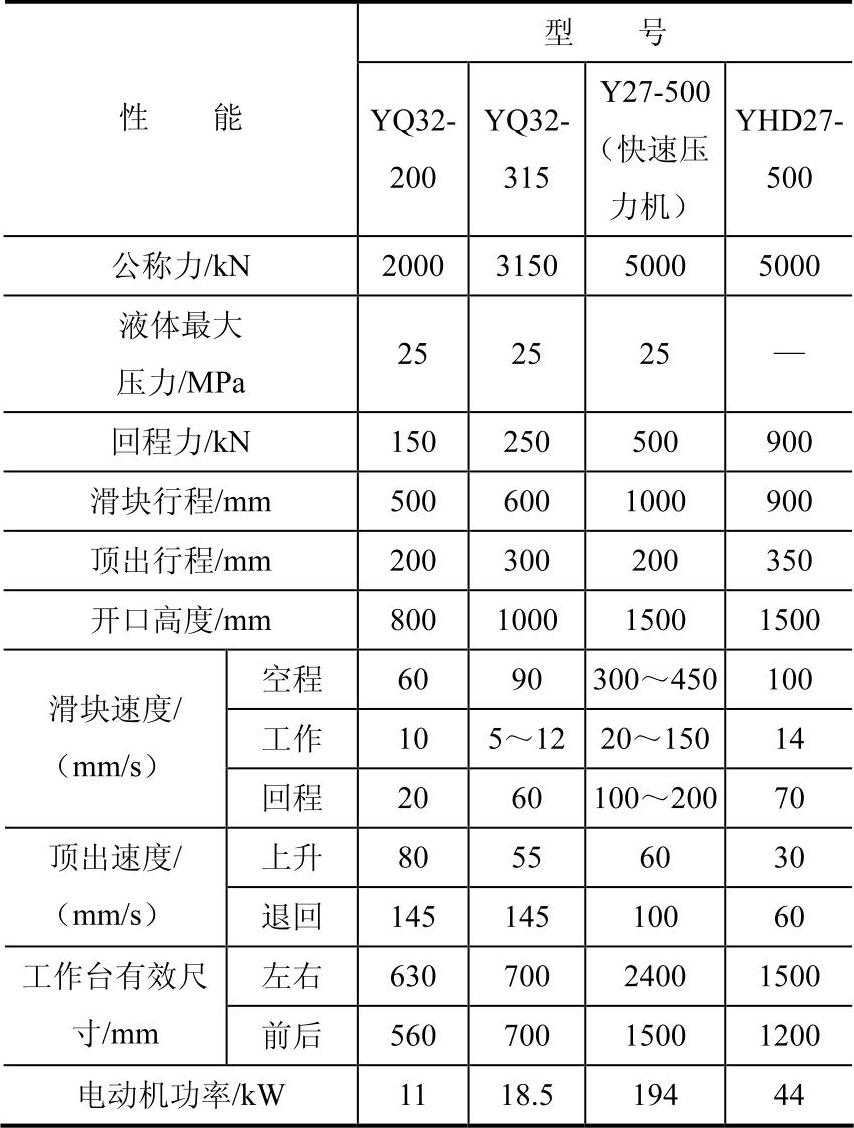
四柱液压机的主要技术参数见表4-27。
表4-27 四柱液压机(部分)的主要技术参数(https://www.xing528.com)
液压机是以液压油为工作介质进行高压运动的设备,液压油黏度随温度的改变而改变,故液压机工作状况受油液温度的影响较大,不宜在高温或低温下工作;液压机采用油管传输压力油,压力损失较大,不宜远距离输送动力;液压机油液应避免混入空气,夹杂空气容易引起爬行、振动和噪声,系统工作性能受到影响。
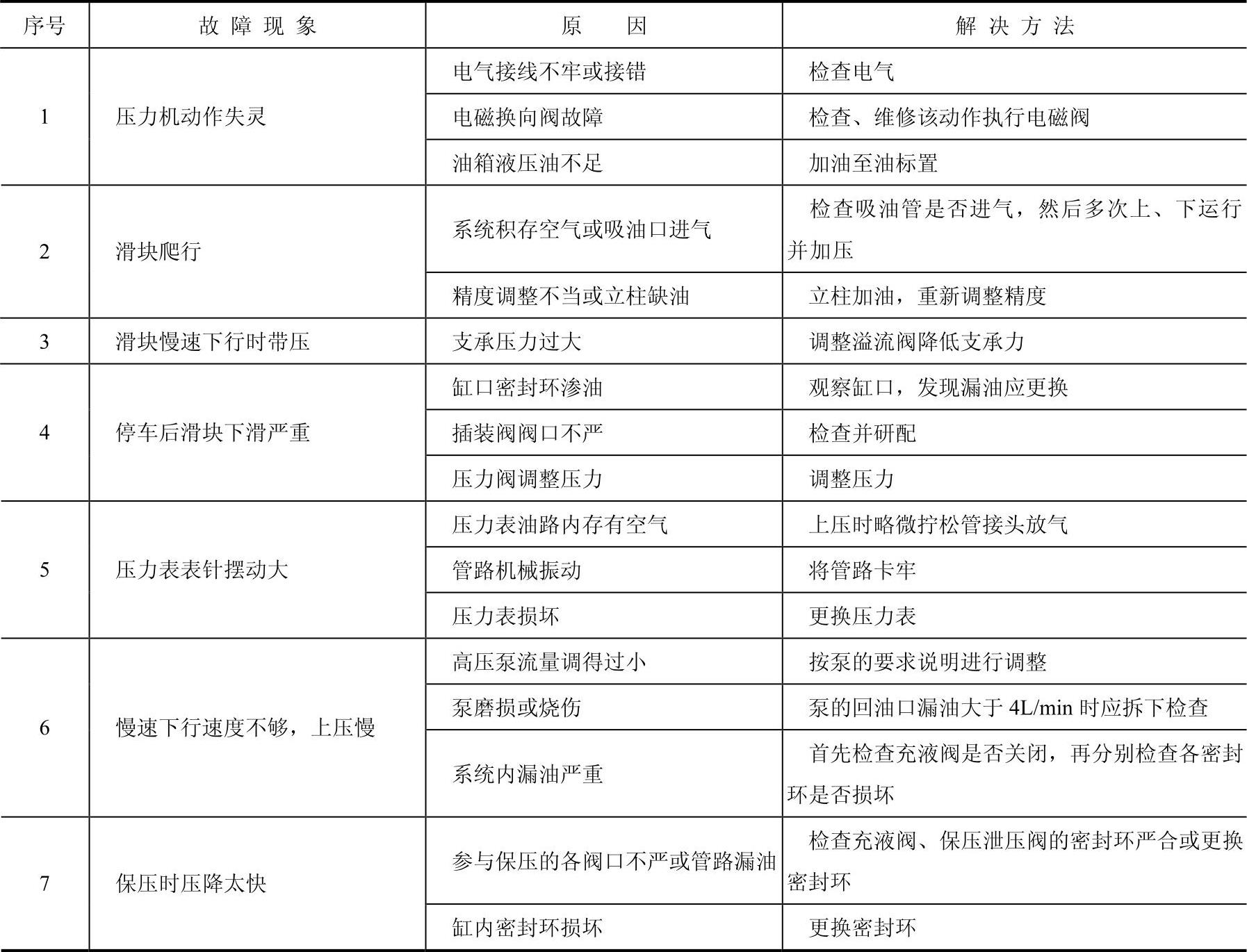
液压机常见故障及排除方法见表4-28。
表4-28 液压机常见故障及排除方法
6.6.3 伺服压力机
伺服压力机是指采用伺服电动机进行驱动控制的压力机,分为伺服曲柄压力机、伺服螺旋压力机和伺服液压机等,其中伺服液压机可应用于超高强钢热冲压成形,它采用伺服电动机驱动主传动油泵,控制液压机滑块运动,可减少控制阀回路,与普通液压机比较,伺服液压机具有节能、噪声低、效率高、柔性好等优点,可以取代现有的大多数普通液压机,市场前景广阔。国外将伺服压力机称为“第三代智能化压力机”,目前只有日本、德国等少数发达国家能够批量制造,已逐步进入普及期。而国内目前仅有少数企业开展此类产品的研究,主要关键技术尚未突破,还未形成成熟产品。
伺服液压机液压系统与其他类型的系统截然不同,其加压速度随泵的排量变化而变化,而加压和回程的方向变换由泵本身的转换来实现。因此,没有其他液压系统所采用的充液阀和换向阀,加压速度、方向及定位等控制仅需控制泵即可。
伺服压力机的速度、位置、压力及运动方向由泵来实现,每台泵的流量变化和方向由泵芯的偏移来调节,为获得高响应速度,采用伺服阀驱动伺服液压缸来调节泵的偏心,同时将伺服缸的位移构成位置闭环,实现正弦泵的高精度控制。
数控伺服电子压力机(部分)的主要技术参数见表4-29。
表4-29 数控伺服电子压力机(部分)的主要技术参数
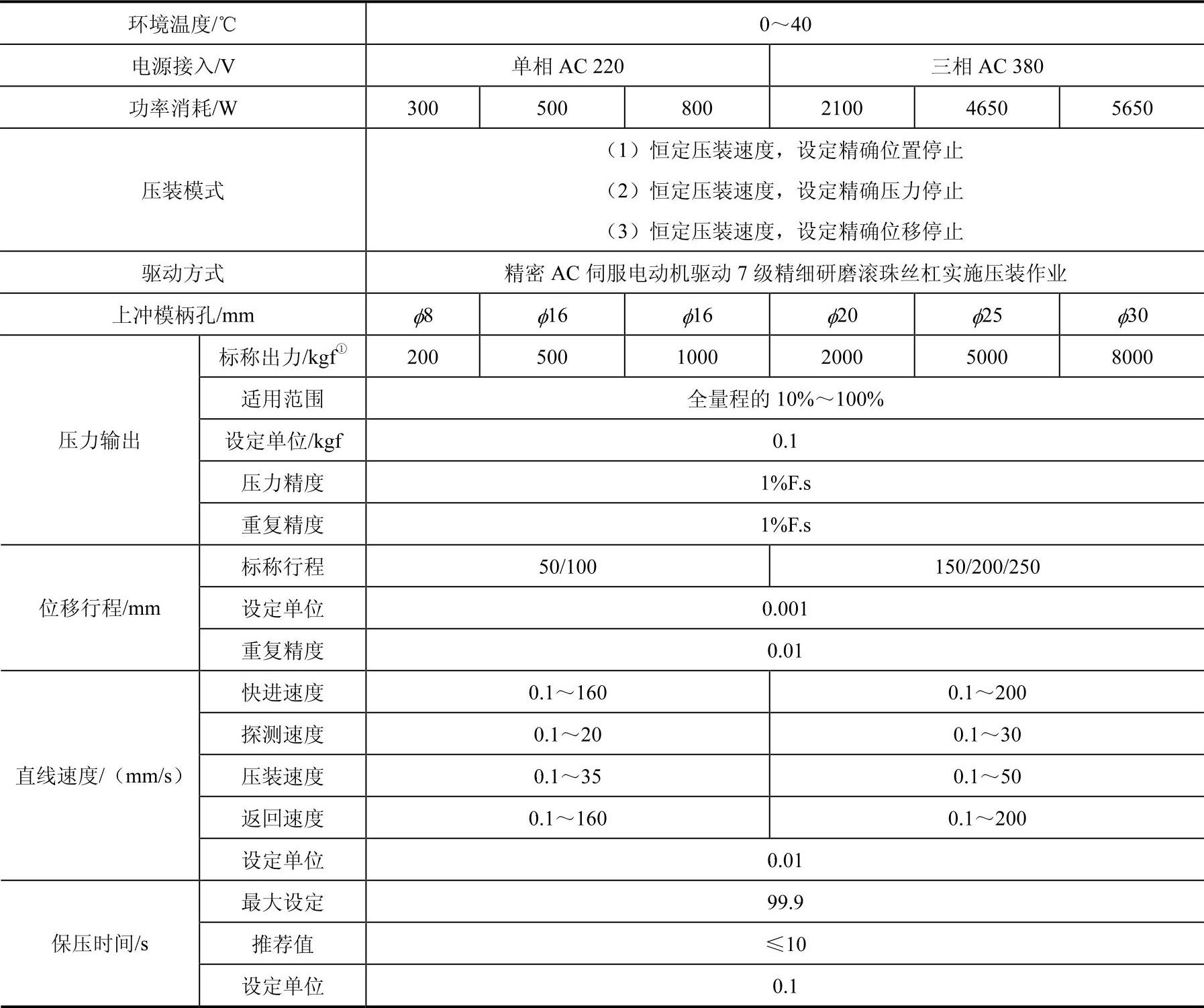
①1kgf=9.80665N。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。