



电弧炉冶炼生产过程中产生大量高温含尘烟气,烟气产生量为500~1200m3/(h·t),温度高达1300℃,含尘量为10~30g/m3,高温烟气的显热高达总能耗的20%。若不进行利用,大量能源白白浪费,回收高温烟气的余热不仅会给企业带来巨大的经济效益,同时对节约资源和环境保护具有重要意义。电弧炉炼钢余热回收利用的方式通常有废钢预热和余热锅炉两种。
5.1.1 废钢预热技术
电弧炉在采用了强化冶炼技术,增加辅助能源后,排出炉外的烟气温度大幅上升。为了最大限度地减少输入炉内的电能和最大限度地提高过程的能效,人们着手开发电弧炉炼钢节能技术。据测量,按其烟气带走的热量可占到电弧炉热量总收入的20%计算,相当于80~120kW·h/t。为了充分回收过程产生废气的能量,1980年日本在50t EAP上安装了第一座预热装置。操作结果表明,该装置可回收烟气显热30%,电弧炉电耗降低40~50kW·h/t,冶炼时间缩短约8min,电极消耗量降低0.2~0.6kg/t,同时也降低了耐材消耗。随后,废钢预热技术在世界范围内得到广泛应用。
废钢预热有多种分类方法。按其设备结构类型分为分体式与一体式,即预热与熔炼是分还是合;按炉料预热作业分为分批预热式与连续预热式;按使用的热源分为外加热源预热与利用废气预热,前者指用燃料烧嘴预热。下面主要介绍利用电弧炉排出的高温废气进行废钢预热,该方法同样可应用于直流电弧炉。
废钢在熔炼前进行预热以提高炉料带入的物理热,尤其是利用电弧炉排出的高温废烟气进行预热是生产过程高效、节能最直接的体现。世界范围内废钢预热方法按使用设备主要有料篮预热法、双壳电炉预热法、竖井式电炉预热法、炉料连续预热法和ECOARC电弧炉法。
1.料篮预热法 世界上第一套料篮式废钢预热装置,是日本于1980年用在50t电弧炉上,次年又将这种废钢预热装置用在100t电弧炉上。之后,在不到10年的时间里,日本就有约50套废钢预热装置投入运行。
料篮预热法的工作原理见图2-35,电弧炉产生的高温废气由第四孔水冷烟道经燃烧室后进入装有废钢的预热室内进行预热。废气进入预热室的温度一般为700~800℃,排出时为150~200℃,每篮料预热30~40min,可使废钢预热至200~250℃。每炉钢的第一篮废钢可以得到预热。料篮预热法能回收废气带走热量的20%~30%,可节电20~30kW·h/t,节约电极0.3~0.5kg/t,提高生产率约5%。料篮预热又可分为以下三种:
(1)容器式。容器式烟气废钢预热装置形式上像一般的预热炉。冷废钢被直接放入一衬有耐火材料的预热室中加热,受热后打开其底门,使废钢落入安置在其下部的常规料罐中,然后料罐由轨道引出,吊往电弧炉装炉。这种预热方式的优点是能获得一个较高的预热温度,而且预热容器的容量可以较大。其缺点是一般布置在较深地坑,开挖费用大,空间要求大,而且操作复杂,卸料时二次扬尘。
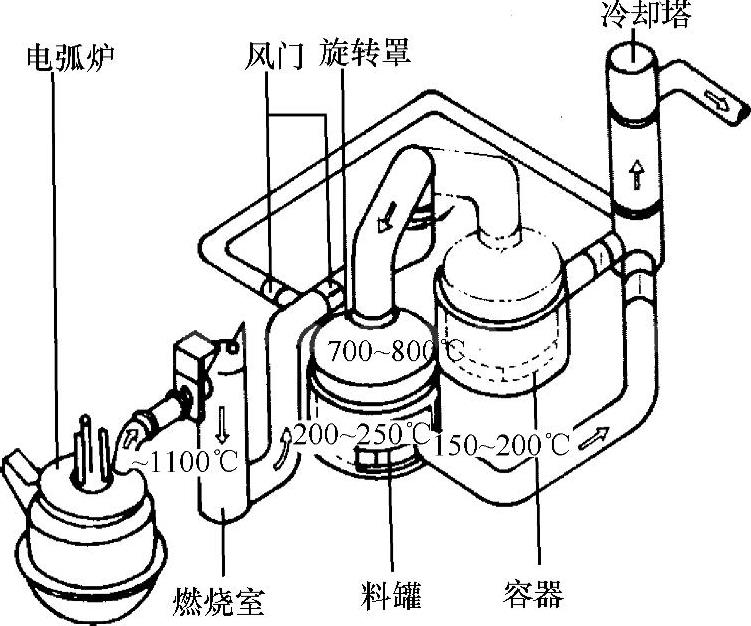
图2-35 料篮预热法的工作原理
(2)普通料罐式。这种方式是把冷废钢装入常规料罐后直接放入加热容器中,罩上密闭盖进行预热。烟气由管道接入密闭容器内,由上部或下部进入料罐,预热后,直接运往电弧炉装炉。这种方式的优点是不需要对常规料罐进行改造就可使用,所需空间较小。因此,投资费用少,而且系统操作简单、预热过程中烟气溢出甚少。其缺点是当温度偏高时,料罐会发生形变,因而废钢的预热温度受到限制,同时由于在密闭容器中加热,又无卸料的过程,因此滞留烟尘较多,在装炉的过程中二次外逸多于容器式。
(3)特殊料罐式。特殊料罐将普通料罐进行改造,内部砌筑耐火混凝土浇筑块后制成。它既用作预热容器,又用作料罐。由于内衬耐火材料,因此,能承受很高的预热温度,投资与容器式相比较便宜,阻损也较小。其不足之处是由于料罐内部衬砌了耐火材料增加了吊车的负担,同时料罐的装料容积将减少。
这三种不同的预热装置各有其优缺点,应根据具体条件进行选择,诸如原有设备的各种额定限额、生产系统原有流程的设置、预热温度的要求、需要预热的废钢类型等。
料篮预热存在的问题主要有:①产生白烟、臭气;环保监测发现:废钢预热过程同焚烧垃圾一样易产生“二 英”白烟,这与废钢原料中附着的油漆、塑料、废油等杂质以及电极、炉墙耐火材料等密切相关。②高温废气使容器局部过烧,降低其使用寿命。③预热温度低,废钢装料过程温降大等。针对这些问题,采取了再循环方式、后燃方式等措施对付白烟与臭气;采取水冷料篮以及限制预热时间、温度等措施来提高料篮的寿命。但是,实际操作结果表明这些措施不尽理想,而且均使原本废钢预热温度低的情况进一步恶化,综合效益甚微。
英”白烟,这与废钢原料中附着的油漆、塑料、废油等杂质以及电极、炉墙耐火材料等密切相关。②高温废气使容器局部过烧,降低其使用寿命。③预热温度低,废钢装料过程温降大等。针对这些问题,采取了再循环方式、后燃方式等措施对付白烟与臭气;采取水冷料篮以及限制预热时间、温度等措施来提高料篮的寿命。但是,实际操作结果表明这些措施不尽理想,而且均使原本废钢预热温度低的情况进一步恶化,综合效益甚微。
2.双壳电炉预热法 这种20世纪70年代出现的炉体形式,如今备受重视,并且被赋予了新的内容。双壳电炉具有一套供电系统、两个炉体,即“一电双炉”。一套电极升降装置交替对两个炉体进行供热熔化废钢,见图2-36。
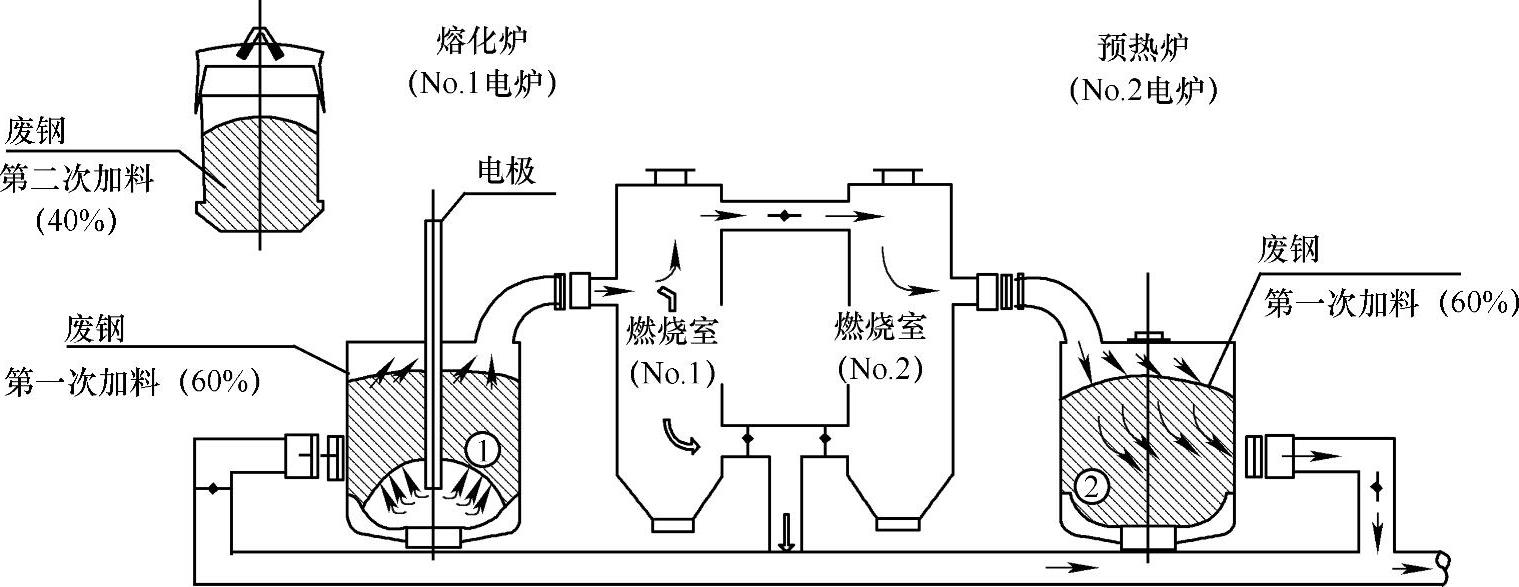
图2-36 双壳电炉工作原理图
(1)双壳电炉的工作原理。当熔化炉(No.1)进行熔化时,所产生的高温废气由炉顶排烟孔经燃烧室后进入预热炉(No.2)中进行预热废钢,预热(热交换)后的废气由出钢箱顶部排出、冷却与除尘。每炉钢的第一篮废钢可以得到预热。
双壳电炉的优点为一个炉壳出钢时另一个炉壳可立即供电,节约了普通电弧炉的出钢、装第一篮料以及补炉的时间,即断电时间减少。据报道,单炉壳在一个生产周期中生产用电时间占72%,断电时间占28%,而双壳电炉的用电时间占91%,断电时间占9%,电气设备利用率提高。双壳电炉的断电时间减少,使出钢周期缩短,在相同炉容下,电炉的总产量相应提高。若在相同年产量下,双壳电炉的变压器容量可以降低,减少了电气设备的一次投资。
(2)双壳电炉的主要特点。①提高变压器的时间利用率,由70%提高到80%以上,或减少变压器的容量;②缩短冶炼时间,提高生产率15%~20%;③节电40~50kW·h/t。
新式双壳电炉自1992年日本首先开发第一座,到1997年已有20多座投产,其中大部分为直流双壳电炉。为了增加预热废钢的比例,采取增加电炉熔化炉高度,并采用氧-燃烧嘴预热助熔,进一步降低能耗、提高生产率。中国宝山钢铁公司于1996年投产一座150t直流双壳电炉。
3.竖井式电炉预热法 进入20世纪90年代,德国的Fuchs公司研制出新一代电炉——竖井式电炉,简称竖炉。从1992年首座竖炉在英国的希尔内斯(Sheerness)钢厂投产。目前,国内主要有沙钢集团和安钢集团在使用竖炉。竖炉装料形式经历了不带指形托架—手指式竖井—新型竖井的发展过程。
竖井式预热法是将与炉体相连的除尘烟道改造成竖井,废气在竖井中与废钢逆向流动,加热废钢,见图2-37。其主要优点是加废钢与熔化的过程无关,大部分废钢通过竖井加入,无需打开炉盖,废钢加入方向与废气流向相反,废钢与烟气充分接触,进行热交换。此外,废钢作为废气的初始过滤器,可以捕集大部分粉尘。电炉烟气中的CO气体在竖井中二次燃烧转变成CO2放出大量热量加热废钢,竖井充当了二次燃烧室的功能。这也是竖炉废钢预热效果好于其他几种废钢预热形式的原因所在,通常全废钢冶炼废钢预热温度可达700~800℃,而CONSTEEL连续预热温度约为300℃,料篮预热温度更低,约为200℃。竖炉的优势在于强化和巧妙地利用了放热反应。
第一代竖炉炉体为椭圆形,在炉体相当炉顶第四孔(直流炉为第二孔)的位置配置一竖窑烟道,并与熔化室连通。装料时,先将大约60%废钢直接加入炉中,余下的由竖窑加入,并堆在炉内废钢上面。送电熔化时,炉中产生的高温废气为1400~1600℃,直接对竖窑中废钢料进行预热。随着炉膛中的废钢熔化、塌料,竖窑中的废钢下落,进入炉膛中废钢温度高达600~700℃。出钢时,炉盖与竖窑一起提升800mm左右、炉体倾动,由偏心底出钢口出钢。
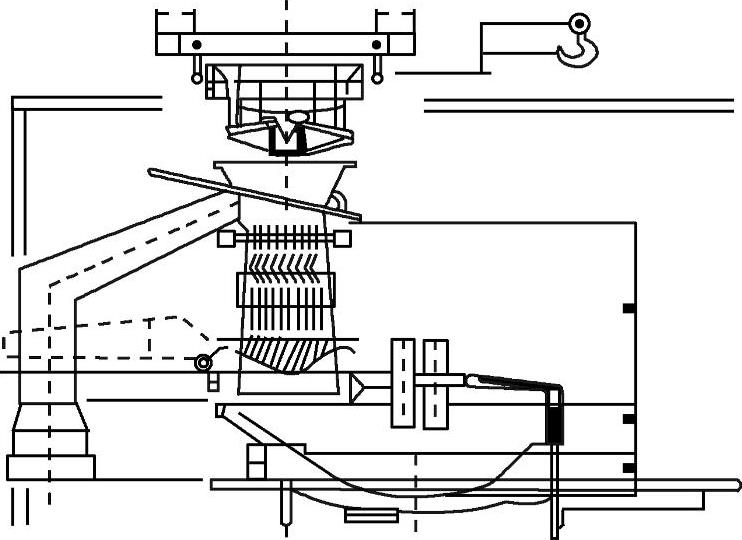
图2-37 竖井式预热系统
为了实现100%废钢预热,又出现了第二代竖炉——手指式竖炉,它是在竖窑的下部与熔化室之间增加一水冷活动托架,也叫指形阀,将竖炉与熔化室隔开,废钢分批加入竖窑中,废钢经预热后,打开托架加入炉中。手指式竖炉不但实现废钢全预热,而且可以在不停电的情况下,由炉盖上部直接连续加入高达55%的直接还原铁或多达35%的铁水,实现不停电加料,进一步减少热停工时间。在手指式竖炉的基础上,还开发了分段竖炉,中心装入固定竖炉和中心装入移动竖炉。
新型竖井采用钢板井壁,将原有竖井置于电炉一侧,降低了竖井上口标高。可通过车轮或滑道开出脱离电弧炉,废钢可连续加入,竖井下部采用液压缸或振动小车将废钢推入熔池。第一代和第二代竖炉采用水冷竖井、水冷手指,废钢依靠重力向下进入熔池,结果出现冷却水耗量很大、水冷手指不易打开、易漏水等诸多问题,影响电炉的正常生产。而新型竖井取消水冷板。
综上,竖炉的主要特点有:①由于不用打开炉盖加料,提高了电炉的生产效率,减少加料时的能量损失,因此输入的电能随之减少,电极消耗减少。节能效果明显,可回收废气带走热量的60%~70%,节电60~80kW·h/t;与其他废钢预热法相比,预热温度较高。②竖井作为一个气体冷却器,冷却了废气,减少了后续水冷烟道长度,相应降低了冷却水消耗量,预热时产生烟气经竖井顶部的除尘管道进入除尘系统,不会污染环境。③对废钢要求不高,能适应多种废钢条件,适应能力强。④预热时为预防废钢熔化进而结成大块而无法加料,须限制废钢预热的温度。⑤竖井可以充当烟尘过滤器和烟气冷却器,竖井除了由于低能耗产生间接的环保效益外,同时对环境也产生了重要的、积极的影响。常规高功率电弧炉的粉尘量为18~20kg/t,经过竖井处理后,粉尘量降至12~14kg/t,粘附在废钢表面的粉尘被直接返回到熔池中,这在一定程度上使得收得率增加1.5%~2.0%。
4.炉料连续预热法 手指式竖炉实现炉料半连续预热,而康斯迪电炉(CONSTEEL Furnace)实现炉料连续预热,也称炉料连续预热电炉。该形式电炉20世纪80年代由意大利得兴(TECHINT)公司开发,1987年最先在美国的纽柯公司达林顿钢厂(Nucor-Darlington)进行试生产,获得成功后在美国、日本、意大利、中国等推广使用。2000年以后我国部分钢铁企业康斯迪电炉投产情况见表2-10。康斯迪电炉由炉料连续输送系统、废钢预热系统、电炉熔炼系统、燃烧室及余热回收系统等组成,见图2-38。康斯迪电炉是在连续加料的同时,利用炉子产生的高温废气在水平通道对行进的炉料进行连续预热,而预热后的废气经燃烧室进入余热回收系统或除尘系统。
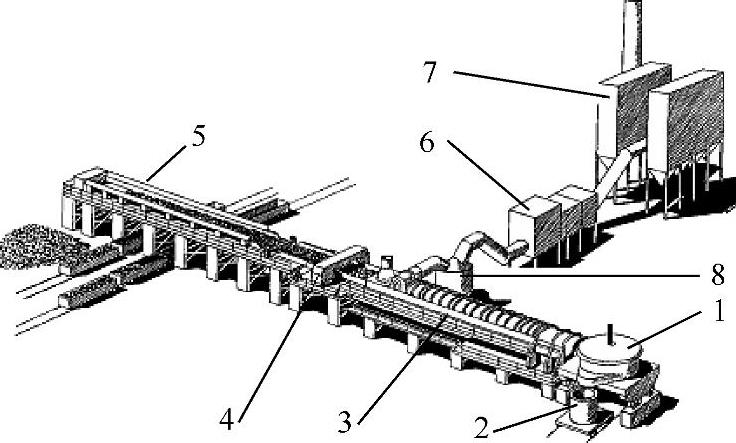
图2-38 康斯迪电炉系统(https://www.xing528.com)
1—炉体 2—钢包 3—预热烟道 4—动态密封装置 5—炉料输送系统 6—锅炉 7—除尘器 8—燃烧室
表2-10 国内康斯迪电炉投产情况

(续)
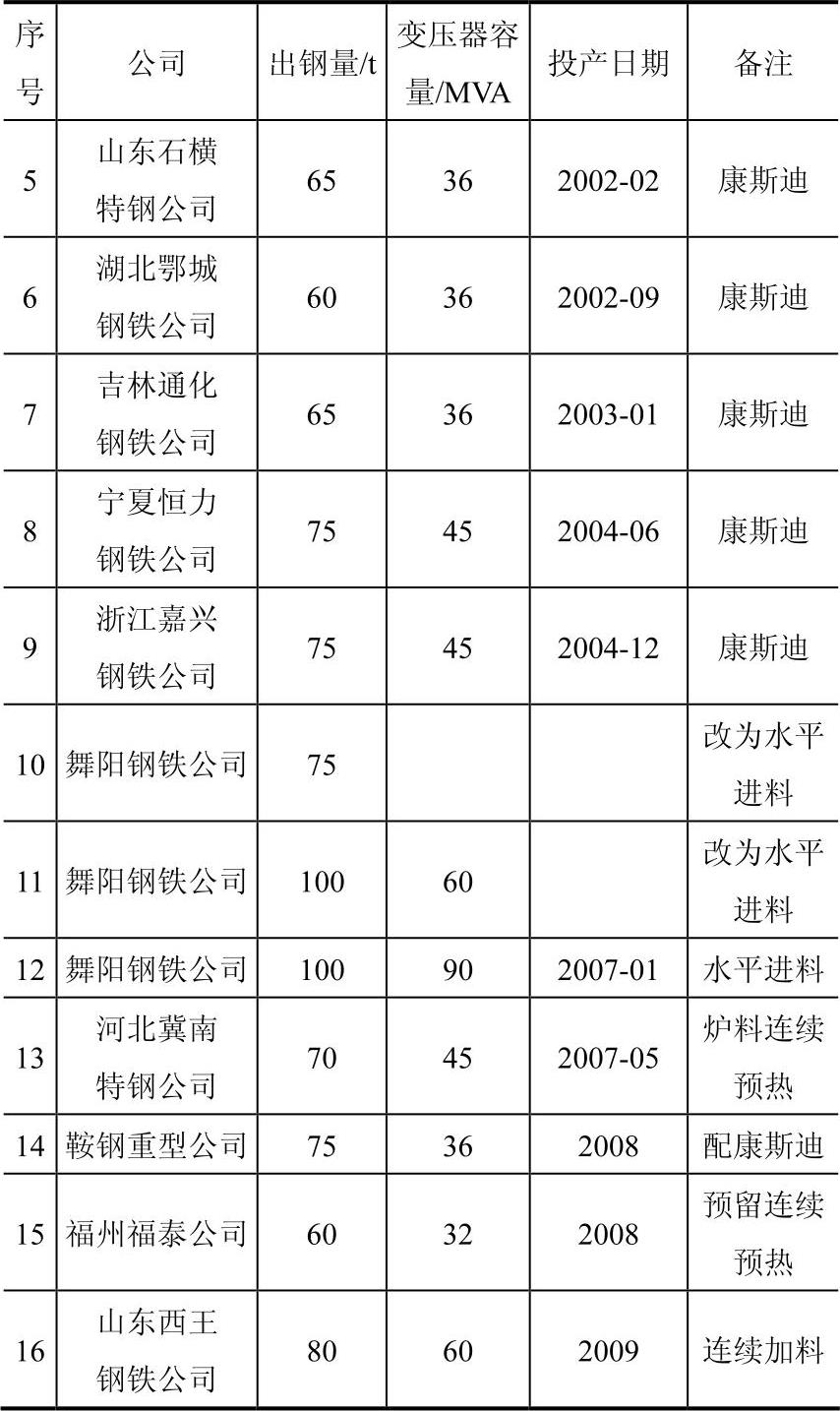
康斯迪电炉的高温烟气单纯地从废钢炉料的上方通过,没有采用其他辅助措施,主要靠辐射将热量传给废钢将废钢预热,较竖炉式废钢预热效果差。生产实践表明,经预热后的废钢温度上高下低,距表面600~700mm处的废钢温度小于100℃,其吨钢节能效果仅为25kW·h,基本与理论计算值相符。我国引进的康斯迪电炉的多数厂家普遍反映废钢预热效果不好。针对该工艺的不足,对康斯迪电炉进行改造,在预热段加二次燃烧和改变烟气流方向,提高废钢的预热温度。
增加二次燃烧的方式是在冶炼过程中,氧枪通过炉门或炉壁开孔吹入氧气,同时向炉内熔池中吹入足够的碳粉以保证生成一定数量的CO。CO是废钢预热的主要燃料,因此,应使炉子处于良好的密封状态,减少CO在炉内的二次燃烧。含CO的废气通过预热段从炉内排出,吸入的助燃空气和CO反应放出热量,给烟废气增加显热。见图2-39,废气以逆流方式经过预热段内的废钢,热量通过辐射和对流的方式传递给废钢,使废钢得到有效预热。该工艺是一种新理念的电弧炉炼钢工艺,预热段内CO的二次燃烧是在此基础上对能源的再次利用。从宁夏钢铁厂实际运用效果看,经过预热段,进入电弧炉前废钢平均预热温度可达到500℃。电耗由原来的614.31kW·h/t降到现在的330kW·h/t,节能降耗效果明显。
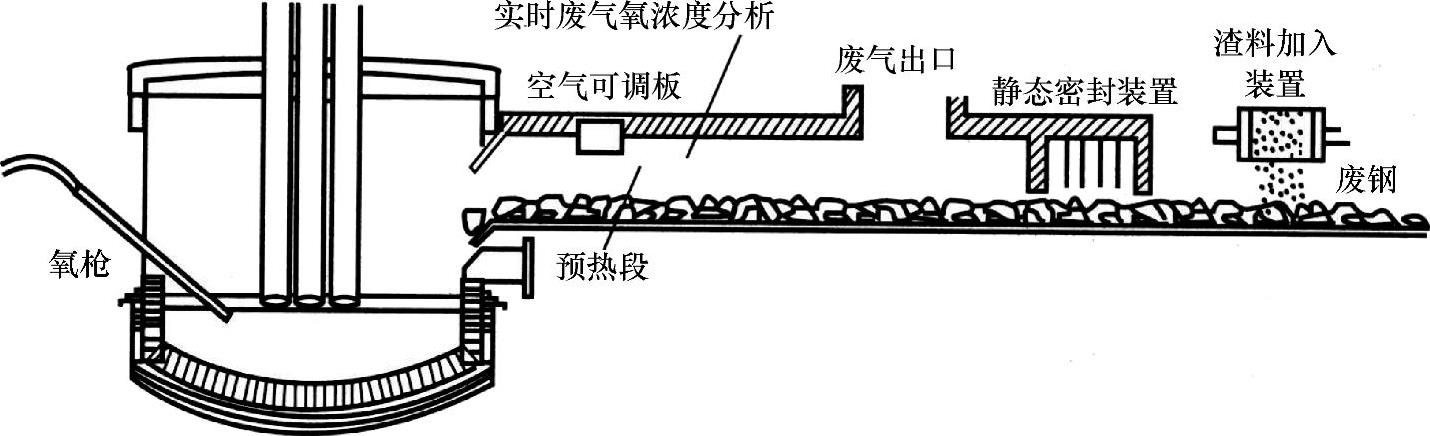
图2-39 康斯迪电炉炼钢工艺流程图
为了更好地利用烟气的热量,在预热段内改变烟气的流动方向,开发了HCⅡ型废钢预热装置,进行料层内预热,见图2-40。其中高温烟气是自上而下穿过废钢料层,与废钢直接进行热交换,所以废钢预热温度高,且上下较均匀,底层废钢预热温度>400℃,上层废钢预热温度会超过600℃。可节约电能65~100kW·h/t。康斯迪工艺预热通道内废钢料层高度约为0.7m,HCⅡ型废钢预热装置通道内废钢料层高度为1.2~1.5m,较康斯迪工艺料层高度高,通道内存储的废钢量大,从而延长了废钢在预热通道内停留的时间,有助于废钢预热温度的提高。
同样,在康斯迪工艺基础上,由河南太行全利(集团)有限公司开发了DP系列环保节能型电弧炉炼钢成套设备。该成套设备可以实现废钢炉料连续预热、加料、熔炼,并控制回收电弧炉排气显热与化学潜能预热炉料。该成套设备主要由电弧炉系统、连续送加料系统、预热系统以及除尘系统构成。首台连续炼钢非谐振式输送装置已装配于舞阳钢厂90t电弧炉,经过试运行,运行情况正常。电弧炉由二次加料改为一次加料,实现了连续加料自动化,节省了辅助作业时间,提高了生产节奏;废钢在输送过程中进行预热,提高了料温,缩短了冶炼时间,使每炉炼钢时间由48min降至39min,一天可多出3炉钢,日增产300t,月增产9000t,每年可提高产量10万t左右。
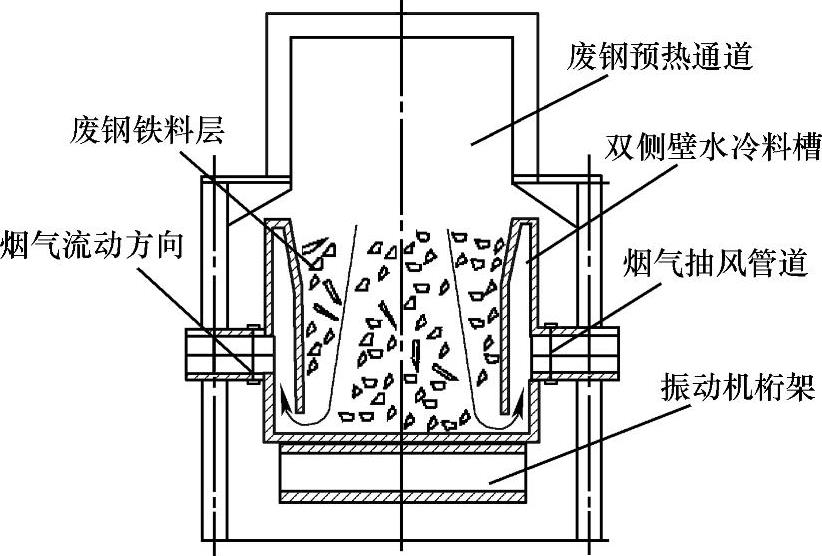
图2-40 连续供料层内预热
5.ECOARC法 为适应节能和社会对环保的要求,日本从1997年开始进行以电力单耗在200kW·h/t以下为目标的新一代环保型高效电弧炉的开发。通过5t试验炉的试验,突破了以往对电弧炉的固有观念,开发了ECOARC(Ecologicaland Economical Arc Furnace),并成功地进行了商业化生产。
(1)工作原理。ECOARC由熔化废钢的熔化室和与熔化室直接连接在一起的预热竖炉构成。尤其是,在其后段设有用于对废气中的DXN类污染物、白烟和恶臭进行热分解的燃烧室和用于防止热分解后DXN类污染物再合成的水直接喷雾式冷却室。由于熔化室和预热竖炉直接连接在一起可一起倾动,因此不会有空气从其结合部侵入竖炉。燃烧室能满足DXN类污染物充分热分解所需的温度和滞留时间;喷雾式急冷室能将废气温度充分降低,以防止DXN类污染物的再合成。从炉内排出的废气经燃烧室、水直接喷雾式急冷室和除尘装置后被排放到大气中。除初次废钢熔化时外,熔化与精炼期的平缓负荷脉冲操作相同,在预热竖炉内的废钢保持着与钢水接触的正常状态。当废钢在熔化室内进行熔化时,竖炉内的废钢层面会下降。如果废钢层面下降了,通过检测其层面的下降量后可以投入废钢,以使竖炉内的废钢层面保持一定。在冶炼完一炉以上的钢水后,可以在废钢连续存在于熔化室和预热竖炉的状态下将炉体向出钢口侧倾动,转为升温期。在升温初期,能在抑制预热竖炉内钢水偏析的状态下将钢水温度充分升温至出钢所需的温度。升温后能流出一炉钢水的分量,并留下供下一炉采用平缓负荷脉冲熔化的基本钢水。
(2)ECOARC的特征。①节能。熔化室内吹入的氧和加入焦炭产生的CO和二次燃烧所得CO2气体会直接与竖炉下方熔化室内的废钢直接接触进行热交换,因此热效率极高。根据计算,在竖炉高度为6.7m、吹氧量为33m3/t、废气的氧化度[CO2含量/(CO+CO2)含量]为0.7的条件下,预热温度可达850℃。②保护环境。采用ECOARC时,可以将废气在炉内的氧化度保持在0.6~0.7,在后段设置的燃烧室内未燃的CO和空气混合后进行燃烧,可将废气温度提高到900℃以上,从而可分解白烟、恶臭和DXN类污染物。由于它是一种准密闭炉,因此可以抑制空气侵入熔化室和竖炉,所产生的废气量非常低,小于相同生产率的普通电弧炉的60%。③提高生产率。由于大幅度降低了电力单耗,因此在新建电弧炉的情况下,ECOARC的电源设备容量只需同规模的以往电弧炉的50%~60%。将现有的电弧炉改造为ECOARC时,在直接使用原有的电源设备的情况下,生产率可提高50%以上,可以提高廉价夜间电力的利用率。④改善作业环境。ECOARC操作是一种使用具有充分炉渣的平缓负荷脉冲操作。因此,没有电弧飞到废钢时所产生的雷鸣般的声音,与同规模的以往电弧炉相比,噪声大幅度减小。另外,它不会像以往电弧炉那样每次装入废钢时要旋转炉盖,因此没有旋转炉盖时所产生的烟尘,炉前环境好。⑤电源质量。ECOARC不会像以往电弧炉那样当电弧飞到废钢时而产生大的电力负荷变化,即使在投入电力的情况下,也能稳定保持高的功率因数,减少闪烁和高次谐波。
5.1.2 余热锅炉
余热锅炉是电弧炉炼钢物理余热回收的另一种方式。和废钢预热相比,余热锅炉回收热量约为预热废钢回收热量的25倍。在100t电弧炉用热管余热锅炉替代了原有的水冷烟道,进行了余热回收的实践,收益显著。
1.工艺流程 工艺流程见图2-41。电弧炉产生高温烟气,经炉盖第4孔进入移动烟道,再进入燃烧沉降室,CO等可燃物进一步燃烧,同时大颗粒得以沉降,通过调整燃烧沉降室出口混风阀将烟气出口温度控制在某一值以内,再经高温烟道进入热管式余热锅炉进行热量回收,热交换后的烟气进入除尘器净化,热管锅炉生产的饱和蒸汽蓄积在蓄热器(汽包)中,供生产和生活使用。
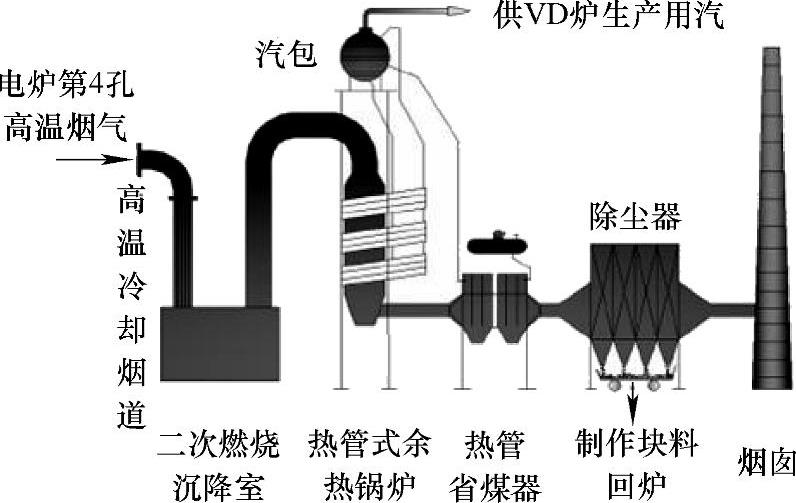
图2-41 余热回收系统工艺流程
2.设备特点 移动烟道两端分别连接炉盖第4孔和燃烧沉降室,移动烟道要满足炉盖旋入或旋出时不与第4孔弯烟道发生干涉,并且还要满足在吸入高温烟气的同时,也要吸入足量的外界空气,供后部沉降室内蓄积的CO的二次燃烧,故将其设计为活动烟道,结构见图2-42。移动烟道后是燃烧沉降室。沉降室的主要作用:一是从电弧炉内排出的大颗粒粉尘有足够时间充分沉降,避免大颗粒烟尘进入后部设备,导致设备堵塞或损坏;二是烟气中未燃烧的CO在沉降室内可继续燃烧,防止CO进入后续的工艺设备,导致安全事故发生,燃烧需要的氧气从第4孔烟道和移动烟道连接处混入的空气中得到。为保证烟气中大颗粒粉尘的沉降效果,沉降室烟气的进、出口均设置在顶部。
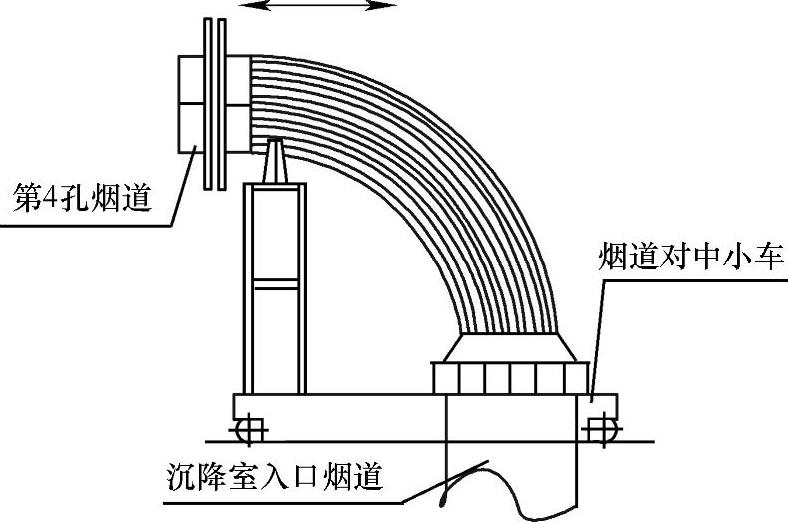
图2-42 移动烟道结构
高温管道是指连接沉降室与一级蒸发器之间的管路,为避免热量损失,从沉降室出口至余热锅炉入口管道均采用内保温形式,内保温分为两层,分别为耐磨层和隔热层。之后是余热锅炉。为适应电弧炉炼钢烟气的特点,要求余热锅炉必须具有起动速度快、负荷适应能力强、连续无故障运行时间长、单向传热强度大等特点,一般选用热管式余热锅炉。
热管蒸汽发生系统的核心部件是热管,典型的重力热管工作原理见图2-43。首先将密闭的管内抽成真空且充入少量工质,加热热管的下端;工质吸收热量汽化为蒸汽,在微小的压差下,上升到热管上端,并向外界放出热量,且凝结为液体。冷凝液在重力作用下沿热管内壁返回受热段,并再次受热汽化,如此循环往复地将热量由一端传向另一端。此为相变传热,热管内热阻很小,故能以较小的温差获得较大的传热功率,且具有结构简单和单向导热的特点,特别是热管的特有机理使冷热流体间的热交换均在管外进行,并可方便地进行强化传热。
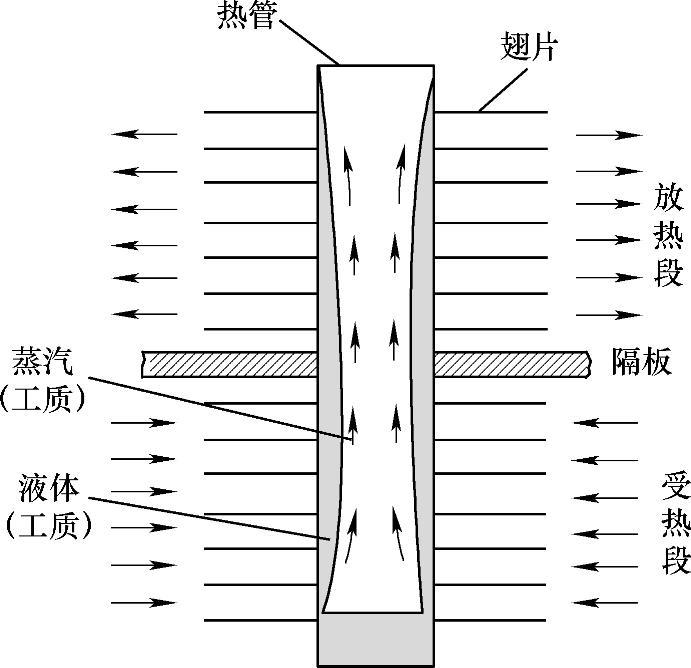
图2-43 重力热管工作原理
热管式余热锅炉整个汽-水系统的受热及循环完全与热流体隔离,独立存在于热流体烟道以外。设备中热管元件间相互独立,热流体与蒸汽发生区双重隔离互不影响,即使单根或数根热管损坏,也不会影响系统正常运行,同时水、汽也不会因热管的破损而进入热流体。通过调节热管两端的传热面积可有效调节和控制壁温,防止低温酸露点腐蚀。操作简单、维修方便、工作可靠,整个系统的热量输送过程不需任何外界动力,故障率低,效率高。在空间采取垂直方式布置,设备安装紧凑,占地面积小,高温烟气自上而下,温度逐级降低,经过冲击波振动后,灰尘自上而下靠重力即可散落在最下方,容易清理积灰,整个热交换过程温度均匀、交换充分。
最后是冲击波清灰装置和蓄热器。高铁水比冶炼时的电弧炉冶炼烟气量大、灰尘多,带有电荷,易吸附,热管容易堵塞,因此解决在线热管清灰问题是保证余热系统正常运行的关键。现场运行中发现,声波清灰对蒸发器壳体损伤太大,蒸汽清灰造成热管板结堵塞。蒸汽蓄热技术是将间断供汽变为连续、稳定的汽源,以利于用戶使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。