



3.2.1 直流电弧技术特性
1.电流密度提高 直流与交流相比,无集肤效应和邻近效应,在二次导体与石墨电极截面中电流分布均匀,在同样截面下,可通过的电流增加20%~30%,见图2-27。
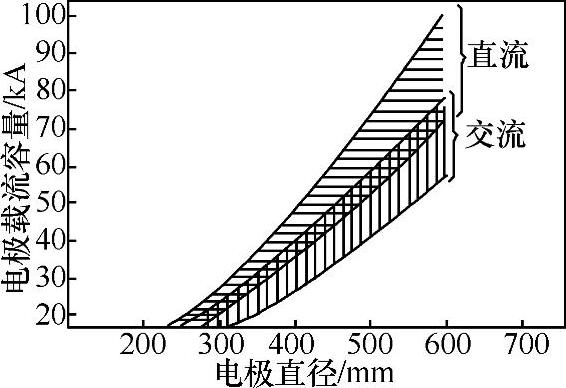
图2-27 直流与交流电弧炉用石墨电极的载流量比较
2.阳极效应 从直流电弧热分布来看,底阳极区发热量占总电弧热量的43%,阴极区占36%,弧柱区占21%。直流电弧炉所产生热量的72%集中于废钢熔池上,而交流电弧炉仅65%集中于废钢熔池上。
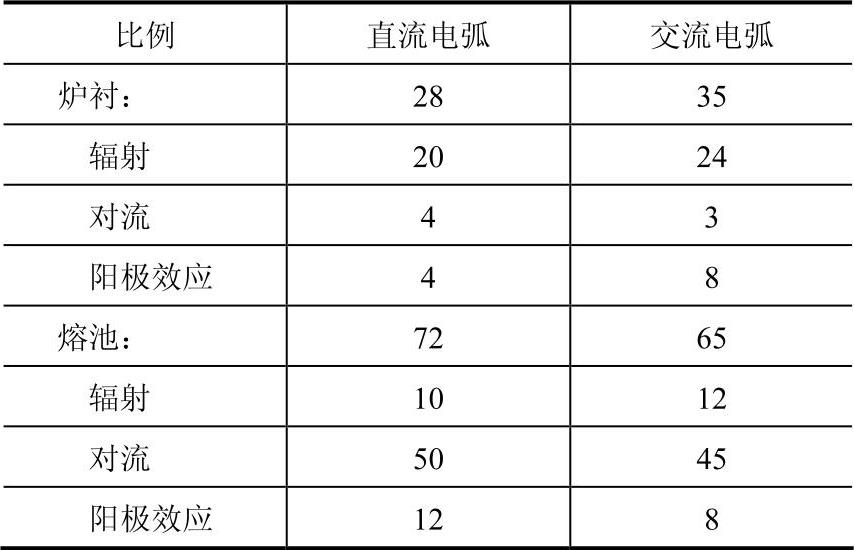
电弧功率以三种方式传递给炉衬与废钢熔池,即辐射、对流和阳极效应。在电流、电压相同条件下(10kA/125V),直流与交流电弧炉的功率分布的比较见表2-7。
表2-7 直流与交流电弧炉的功率分布 (%)
3.循环搅拌 直流电弧炉的电弧电流产生的电动力循环搅拌,使电弧下钢液沿其炉底向外侧炉壁运动,然后沿钢液表面返回电弧下。这种强烈的循环搅拌使得直流电弧炉钢液成分、温度较交流电弧炉更均匀。
4.电弧稳定 在相同功率下,直流电弧炉可以在较高的电压、较小的电流下稳定操作(电弧稳定)。(https://www.xing528.com)
5.耐火材料磨损指数 直流电弧炉与交流电弧炉相比,由于其电极极性发生根本变化,热量分布也不同,所以标志耐火材料侵蚀的耐火材料磨损指数RE也发生变化。考虑到交流电弧炉中每个电弧供热截面是炉体截面的1/3;而直流电弧炉将全部电弧热供给整个炉体,电弧覆盖面扩大3倍。因此,直流电弧炉耐火材料磨损指数在交流电弧炉耐火材料磨损指数公式中引入一个修正系数1/3,即

3.2.2 直流电弧炉的优点
理论与实践均证明直流电弧炉与交流电弧炉相比具有如下优点:
1.石墨电极消耗低 在实际生产中,交流电弧炉有3根电极,电极消耗中端部消耗约占43%,侧面氧化约占45%,断电极约占7%,电极残头约占5%;直流电弧炉只有1根电极,电极消耗中端部消耗及电极残头约占85%,侧面氧化约占10%,断电极占5%。直流操作时,作为阴极的顶电极端部平均温度比交流操作时低,且作用于端部的电动力小,电极端部的氧化及开裂剥落少,在相同条件(废钢、钢种、炉膛容量、变压器功率等)下,直流电弧炉的电极消耗一般比交流电弧炉低50%以上。这是直流电弧炉最大的优点。
2.冶炼时间短、电耗低 直流电弧炉电极截面上的电流负荷均匀,电极所承受的电流可比交流增大20%,直流电弧比交流电弧功率大。在相同输入功率下,直流电弧传给钢液的热量,由于阳极效应,比交流电弧大。直流电弧炉只有1根电极,减少了电极孔、水冷电极夹持器及电极圈的热损。直流高压操作,无感抗损失,功率因数高,比交流电弧电能利用率高,这些因素使直流电弧炉能快速熔化废钢,易形成熔池。总的来说,与交流电弧炉相比,直流电弧炉可缩短冶炼时间10%~20%,电耗可降低约5%。
3.金属消耗低 直流电弧炉的1根电极只有1个高温电弧区和1个电极孔,可降低合金元素的挥发和氧化损失,提高合金及钢铁料的收得率。
4.耐材消耗低 与交流电弧炉相比,直流电弧炉电弧距壁远,炉壁及渣线处热负荷小且分布均匀,且无电弧偏吹和过热点,可降低炉体的耐材消耗,喷补材料可节约30%。
5.电网冲击 直流电弧炉电流波动小,电弧闪烁值仅是交流的10%,超高功率直流电弧炉无需采用电弧补偿装置。另外,直流电弧炉的噪声比交流电弧炉小得多,平均小于10dB,且烟尘污染也小得多。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。