



超高功率操作是以最低的成本达到最大生产率的方法,但并不意味着一台普通功率电弧炉只要简单地换上大容量变压器,就可以变成正常运行的超高功率电弧炉。在电弧炉设备一定的条件下,合理供电是实现高产低耗的核心技术。超高功率电弧炉的合理电气运行制度是其最基本的工艺制度之一,它不仅是冶炼顺利进行的保证,更有助于降低电力消耗、电极耗损和耐火材料侵蚀,缩短冶炼周期,取得良好的节能降耗效果。
制定电弧炉合理供电制度,需要考虑电弧炉的容量、变压器容量及冶炼工艺等因素。它主要分为电弧炉变压器电气参数的分析、常用电压下特性曲线的制定、绘制电气参数圆图、确定供电工作点和制定供电曲线五个步骤。
2.2.1 电弧炉的电气特性
电弧炉的电气特性是指某一电压下,电弧炉的各个电气量值随电流变化的规律。
1.电气特性曲线 三相交流电弧炉的等效电路见图2-5。
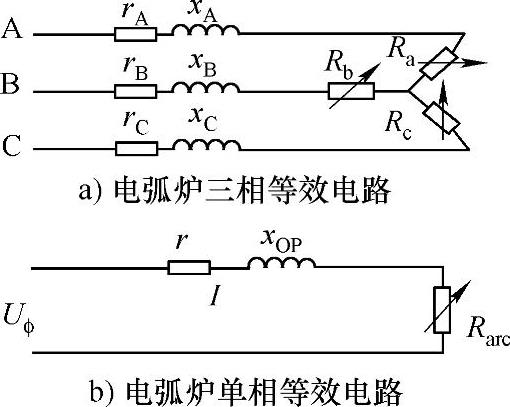
图2-5 电弧炉等效电路
在图2-5和图2-6中:
U——变压器二次电压;
Uφ——单相等效电路的相电压,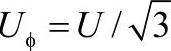 ;
;
I——电弧电流;
r——单相等效电路电阻,r=r变+r网+r抗;
x——单相等效电路电抗,x=x变+x网+x抗;
Rarc——电弧电阻。
由图2-5b单相等效电路看出它是一个由电阻、电抗和电弧电阻三者串联的电路。根据交流电路定律作出阻抗、电压和功率三角形见图2-6。
图2-6 阻抗、电压和功率三角形
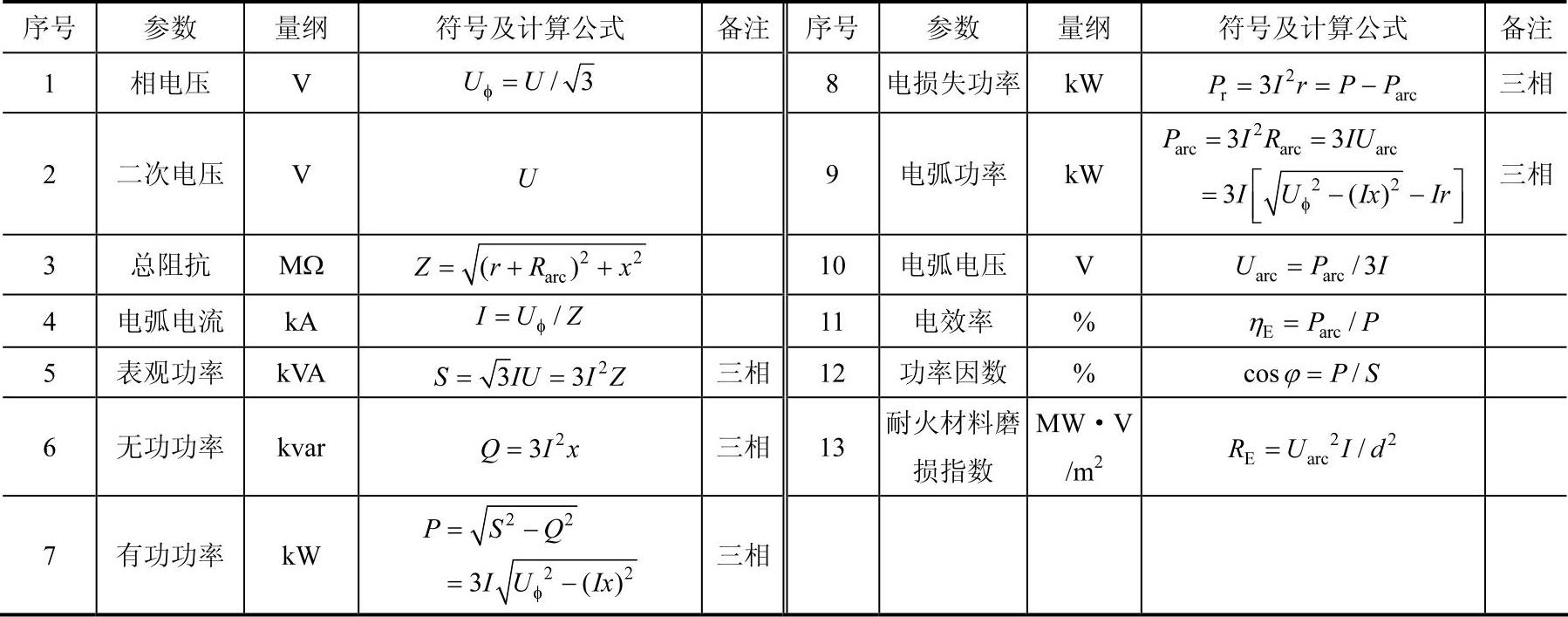
由图2-6可写出表示电路各有关电气量值表达式,见表2-3。由表2-3中序号5~13的公式看出,各电气量值在某一电压下(x、r一定)均为电流I的函数,表示在同一个坐标系中,见图2-7。图中的横坐标为电流,纵坐标为各电气量值。
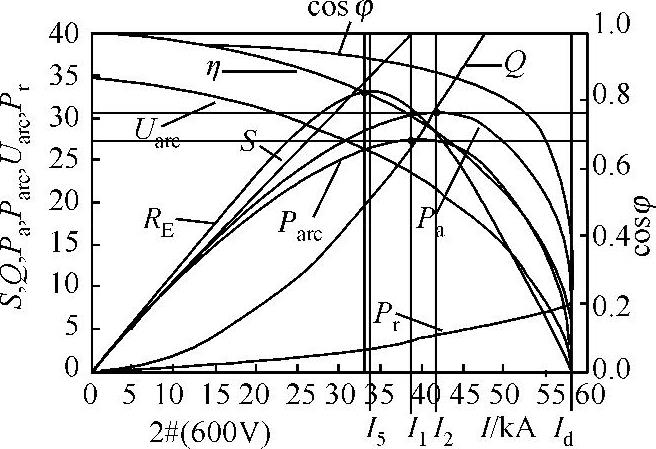
图2-7 电弧炉的电气特性曲线
2.电气特性曲线的特殊点 从图2-7可以看出,曲线上从左到右有五个特殊点:
(1)空载(用下标“0”表示)。此点电极抬起成“开路”状态,没有电弧产生,Rarc→∞,I0=0,P0=0。此时Uarc=U,cosφ=η=1,因无任何热量放出,对工艺操作无影响。
(2)电弧功率最大(用下标“1”表示)。电弧功率是进入炉内的热源,由电弧功率与电弧电流表达式(表2-3中序号9和4的公式)得函数关系
Parc=f(I)=f[ψ(Rarc)] (2-5)
对复合函数求导,并令导数等于零,解得,当 时,电弧功率有最大值,将此式代入表2-3中的序号4的公式得
时,电弧功率有最大值,将此式代入表2-3中的序号4的公式得
对应最大电弧功率为

从而可以得出:①I1对应的电弧功率最大,此点对应的cosφ、η比较理想;②当I工作>I1时,Parc减小,同时cosφ、η值降低;③工作电流的选择一般I工作≤I1;④为了提高Parc,可提高I1,可以通过提高变压器的二次电压U或降低回路的电抗x与电阻r,使所选工作电流大些。
表2-3 电路各有关电气量值表达式
 (https://www.xing528.com)
(https://www.xing528.com)
(3)有功功率最大(用下标“2”表示)。用同上的数学分析方法求出,当Rarc=x−r时,有功功率有最大值,此时电流为

对应最大有功功率为
Pa=3I22(Rarc+r)=3I22x=Q (2-9)
从而得出:①只有满足Rarc=x−r>0时,即x>r时,才能得出有功功率最大值;②U与I相位差为φ=45°,cosφ=0.707,为一常数;③比较I2/I1=f(x/r)>1,即I2>I1,I2总是在I1的右边,而选择I工作时,主要考虑I1。
(4)短路(用下标“d”表示)。相当于石墨电极与金属料接触或插入钢水中,即发生短路,此时,Rarc=0,短路电流为

可以得出:①因为Rarc=0,Parc=0,所以Pa=Pr=3I2r,即有功功率全部消耗在装置电阻上,炉内无热量输入;②Parc=0,η=0,但cosφ≠0;③Rarc=0,使短路电流很大,Id/In≥2~3,极易损坏电器,故要求短路电流要小、短路时间要短。
短路分为人为短路与操作短路。人为短路,如送电点弧,短路的目的是要起弧,这要求时间短,即瞬间短路;而操作短路应加以限制。通过提高电路的电抗可以限制短路电流,同时使电弧燃烧连续稳定。
(5)耐火材料磨损指数最大(用“RE”表示)。用同上的数学分析方法可求出,当Rarc=(r+ 时,耐火材料磨损指数有最大值,此时电流为
时,耐火材料磨损指数有最大值,此时电流为

对应最大耐火材料磨损指数 ,其中d为电极侧至炉壁衬最短距离(m)。
,其中d为电极侧至炉壁衬最短距离(m)。
2.2.2 供电制度的确定
从供电曲线上看,当能量供给制度确定之后,供电制度即为确定某一电压下的工作电流。这需要遵守电气特性所表达的规律来确定“经济电流”,并依此确定工作电流。
1.经济电流的确定
(1)经济电流概念。由图2-7可知,当电流较小时,电弧功率随电流增长较快,即dParc/dI变化率大,而电损功率随电流增长缓慢,即dPr/dI变化率小;当电流增加到较大区域内时,情况恰好相反。这说明在特性曲线上有一电流值能使电弧功率与电损失功率随电流的变化率相等,即dParc/dI=dPr/dI,这一电流值即为“经济电流”,用I5表示。当电流小于I5时,电弧功率小,熔化慢;大于I5时,电弧功率增加不多,但电损失功率增多,故I5得名“经济电流”。另外,在I5附近的cosφ、η也比较理想。
(2)经济电流求解。由电弧功率、电损失功率及电弧电流表达式(表2-3中序号9、8及4的公式),可得出如下关系:
Parc(或Pr)=f(I)=f[ψ(Rarc)]
Parc、Pr分别对Rarc求复合函数的导数,并联立求解得 ,此时对应的电流,即为经济电流I5,有
,此时对应的电流,即为经济电流I5,有

将I5/I1比值同除以r可得:I5/I1=f(x/r)<1,即I5在I1的左边,此时cosφ、η仅与x/r比值有关。由此得出:①I5<I1,只有当x/r很大时,I5才接近I1;②实际设计中,比值x/r=3~5,对应cosφ=0.83~0.88,η=0.82~0.86,而I5/I1=0.81~0.89,I5值比较理想。
2.工作电流的确定I5的求出似乎就给出工作电流,即I工作≤I5=(0.8~0.9)I1。但若将耐火材料磨损指数RE=Uarc2I/d2=f(I)也表示在图2-7的电气特性曲线中,可以看出,I工作=I5恰好在RE最大值附近。
对于小型普通功率电弧炉,RE较小,RE<400MW·V/m2。一般RE<400~500MW·V/m2为安全值,此时炉衬热点损耗不剧烈。但对于大型超高功率电弧炉,功率水平大幅度提高,炉壁热点磨损极为严重,RE的峰值≥800MW·V/m2,此时工作电流的选择必须避开RE的峰值,所选的工作电流不再是在I1左面接近I5的区域,而是接近I1或超过I1,还要在1.2In的范围内。此时,Parc增大,虽然Pr有所增加,cosφ略有降低,但是由于低电压、大电流电弧成为“粗短弧”,使电弧炉传热效率提高,更主要是炉衬寿命得到保证,RE减小。
当采用泡沫渣时,可实现埋弧操作,此时不用顾及RE的影响,而采用小电流、高电压的细长弧供电,确定工作电流的原则不变,仍为I工作≤I5<I1。选择I工作≤I5时还应该考虑变压器额定电流In允许值,即设备允许的最大电流Imax=1.2In。在电弧炉变压器选择正确时,应能保证Imax接近I5,否则将出现:
1)Imax》I5,说明变压器选大了(电流高了),因为根据经济电流概念要求I工作≤I5《Imax,使得变压器能力得不到充分发挥,所以工作点不合理;
2)Imax《I5,说明变压器选小了(电流小了),因为若满足经济电流确定原则:Imax《I工作≤I5,使得变压器长时间超载运行。
考虑诸因素,工作电流选择原则为I工作≤Imax≤I5<I1。当能量供给制度确定之后,根据工艺、设备及炉料等,选择各阶段电压,再根据工作电流确定原则来选择工作电流。
超高功率电弧炉投入初期,由于输入功率成倍提高,RE达到800~1000MW·V/m2以上,炉衬热点区损坏严重,炉衬寿命大幅度降低。为此,首先在供电上采用低电压、大电流的粗短弧供电。这样可以减少电弧对炉衬辐射,保证炉衬寿命;增加熔池的搅拌与传热;稳定电弧,提高电效率。当时把这种粗短弧供电叫做“超高功率供电”或“合理供电”。
但早期超高功率供电也存在不足。超高功率、大电流使电极消耗大为增加;大电流,使电损失功率增加;低电压、大电流,使cosφ降低;低电压、大电流,使三相电弧功率不平衡严重。随着我国电弧炉炼钢技术的不断发展,尤其是近年来,大型现代化超高功率电弧炉陆续投入生产,开发相关节能降耗技术减少超高功率供电的影响具有重要意义。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。