



生产监控的第一个重要部分是生产安灯(ANDON)。ANDON也称暗灯,原为日语的音译,日语的意思为“灯”、“灯笼”,在这里表示一个系统。ANDON系统能够收集生产线上有关设备和质量管理等与生产有关的信息,加以处理后,控制分布于车间各处的灯光和声音报警系统,从而实现生产信息的可视化。
安灯系统是指为了能够使JIT发生的问题得到及时处理而安装的系统。为了消除中断或至少减少它们复发的可能性,有的公司用灯光系统发问题信号。即每个工作岗位安装3个灯,绿灯表示没问题,黄灯表示一名员工稍微有点落后,红灯则指问题严重。灯光系统使同一系统里的员工互通信息,使员工和主管尽快找出问题的根源。安灯系统由于其特殊性和实用性,在汽车行业中使用得是最广泛的。事实上,安灯系统不仅仅在汽车制造中使用,在很多行业都有安灯系统的影子。图6-29所示为丰田ANDON。

图6-29 丰田ANDON
ANDON充当着整个车间的可视化部分。下面以某汽车厂为例,讲解ANDON的主要功能,如图6-30所示。
1)当班产量记录该生产线在当前班次的计划产量、理论产量和实际产量。计划产量是计划员在上层系统中已经排产的计划产量;理论产量是根据计划产量以及当前时间计算的一个产量值:((当前时间-班次开始时间-中间休息时间)/班次时间)×计划产量;实际产量为从PLC获得的实际产量。
2)缓冲和线体状态。在每条生产线前段和后段都会有一段辊床,辊床只负责运送车辆,前后缓冲的数量都是辊床上实际车的数量。线体状态是指当前线体是否正常,“生产”状态为正常,其他还有如休息、维修、故障、紧急等状态。
3)设备状态为各工位的设备运转情况。例如,图6-30中显示的红色方框,代表该线体第一号工位设备故障。
4)警报可视化。其中显示的是线体上的人工呼叫、扭力枪故障等对于班长比较重要的信息,例如图6-30中黄色的“10”警报,是指该线体第一个工位有人工呼叫。
5)辅助信息。辅助信息是便于班长在第一时间知晓发生问题的详细信息,例如扭力枪离线故障,可以在报警一栏显示红色扭力枪及工位标识,同时在下方的辅助信息出现扭力枪离线。
生产监控除了在线体上有给工人和班长等使用的可视化系统,同时也有给生产管理人员看的可视化界面。例如,一些关键点的监控页面,如图6-31所示。(https://www.xing528.com)
图6-31所示的是总装下线点的监控,绿色曲线代表实际下线点的实际产量,黄色代表两台车之间的时间间隔。当黄线比较高时,说明现在可能存在休息或者停线情况。

图6-30 某汽车厂安灯实例(书后有彩插)
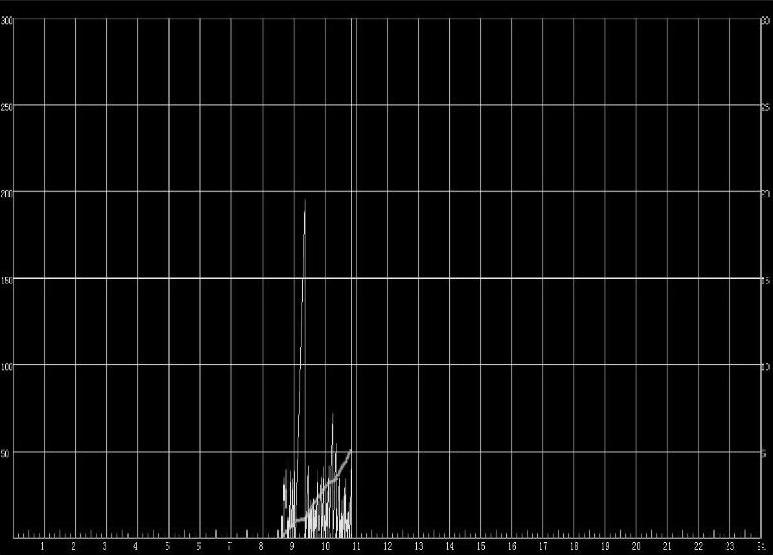
图6-31 关键点监控(书后有彩插)
生产管理人员也会对全局的生产情况进行把控,因此还有总体的监视图。图6-32和图6-33所示为某汽车厂焊装车间的监控页面以及焊装车间车体流动监控页面。
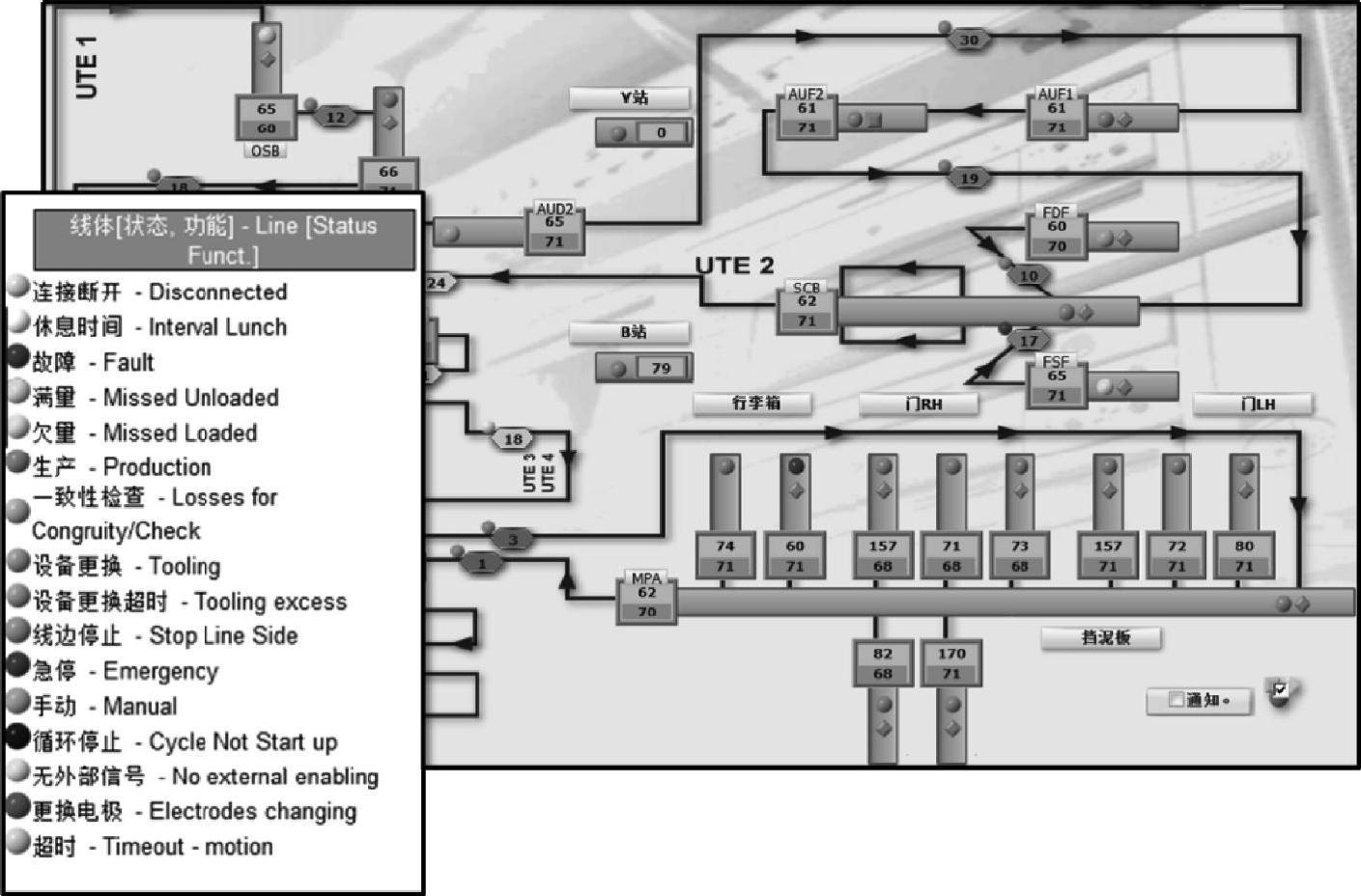
图6-32 焊装车间线体状态监控(书后有彩插)

图6-33 焊装车间车体流动监控页面(书后有彩插)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。