



3.2.2 石膏的成型技法
石膏成型的常用方法主要有三种:雕刻成型、翻制成型和旋转成型。这些成型的技法都具备加工便捷、经济实惠的特点,对场地、设备的要求都比较低,制作者可以根据不同产品的形态特点和自己的技艺特长,选用合适的成型技法。
3.2.2.1 雕刻成型
雕刻成型是石膏模型制作中的主要成型技法之一,它的特点是适用范围广泛,加工方法灵活,对形态的要求低。绝大部分的形态都可以采用这种方式加工,既可以用于制作大的石膏模型,也可以用于制作小的石膏模型部件,但局限性是该方法对加工者的手工技能要求比较高,加工者需要对手工工具的使用比较娴熟,这样制作出来的模型才可以达到很精细的程度。
首先,制作者需要绘制比较完整的草图,除了要表现出比例关系、主要的形态特点,一些小细部,比如小的按键、小的插口、过渡面等容易被忽视的部分也应该认真考虑清楚。在设计领域,制作模型的目的除了要得到一个具体的形体以外,更重要的是帮助制作者加深对形态的理解,所以制作的过程应该是有目的、有步骤、有计划的规范过程,切忌养成边想边做,做到哪儿算哪儿的坏习惯。
有了完整的图示参考,就可以制作坯模了。坯模可以选用常见又易得的材质来制作,如废旧的硬度较高的纸盒,废弃的PVC、ABS板材、泥条等(图3-15),再使用胶带、麻绳等多种方式固定,坯模的形态要求很低,只要大致与目标模型接近即可,因为是否能得到满意模型的关键还在于后期雕刻。需要注意坯模的尺寸一定要略大于目标模型,目的是为了给雕刻阶段留出足够的加工余地。
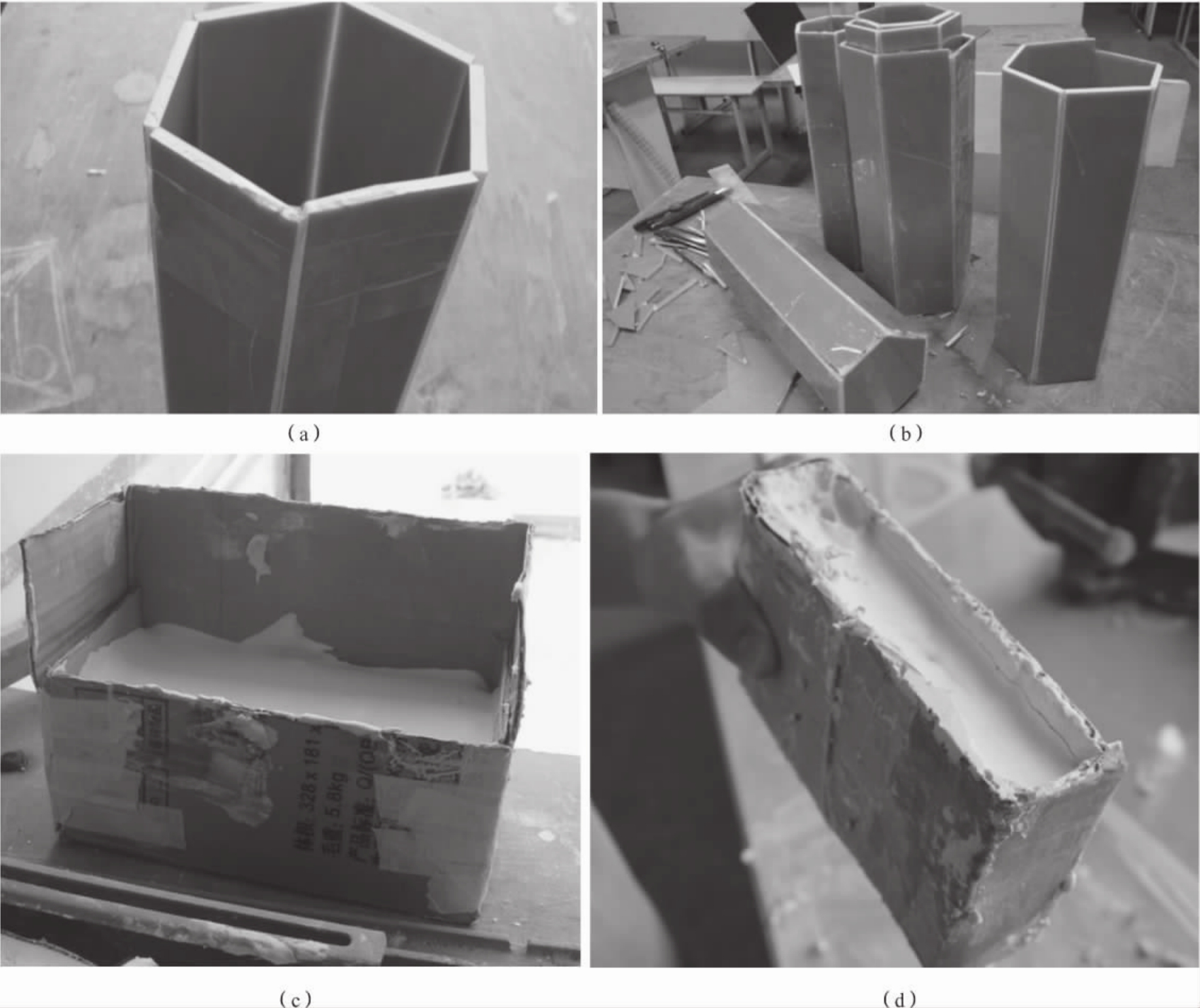
图3-15 坯模
坯模完成以后,就可以实施调浆注浆了。一人将调制均匀的石膏浆浇注在坯模的中间,使其从中间向四周流动,这样可以帮助排出气泡,另外一人可以轻轻地晃动坯模,以利于石膏浆快速流动。当石膏浆凝固大约10min以后,即可以感觉到石膏块处于微热状态,用手触摸,石膏并不粘手,此时即可以移去坯模,等待进一步固化或进行下一步的操作。
雕刻阶段关系到石膏模型的形态是否准确,表达是否完整,可以说雕刻阶段的工作十分重要。在雕刻之前,制作者首先必须有一个清楚的意识,雕刻工作从来不是一蹴而就的,它包含了粗修、精修、修饰和粘连多个阶段的工作,因此制作者必须保持一定的耐心,逐步达到塑形的目的。初修即是用刮刀或铲刀修出产品模型的大体形状,俗称修大形,该过程讲求快和准,不拘泥于细节,“快”的目的是为了争取时间,如果等到石膏完全固化以后再操作会显得十分费力,“准”是在留有余量的基础上,让石膏模型呈现出大致的形面关系(图3-16)。

图3-16 初修
初修完成以后,就可以进入精修加工阶段。加工的重点从整体关系转换到了局部细节处理,在加工过程中,制作者可以利用蛇形尺、圆规、三角板,甚至是自己制作的靠板等度量工具进行各个局部的比较、审视和测量。用小刀、锯条或者修形刀刮削(图3-17)。
对于表面的不平整还需要使用砂纸打磨,一般情况下,先用粗砂纸蘸水打磨,再用细砂纸蘸水打磨(图3-18)。打磨时石膏最好已经完全固化,固化的方法通常是阴干,切忌暴晒,以免导致石膏体出现裂缝,亦可使用干燥箱加速固化。精修完成以后,制作者会发现整个石膏模型暴露的最大问题是表面粗糙,因注浆过程中难免会有气泡形成,这些气泡在石膏固化以后就成了凹洞。石膏模型表面的凹洞非常影响其外观效果,所以修补过程必不可少。将少量的熟石膏粉、微量的腻子粉和白乳胶充分搅拌涂于凹洞或者有缺陷的部位进行填补(注意:腻子粉不能过量,否则固化以后硬度太强难以加工)(图3-19),待完全干燥以后打磨即可。而对于表面不够光洁的问题,可以使用半湿的干净抹布蘸石膏粉反复修饰表面(图3-20),即可得到光洁的表面效果。
在实际授课时,相当一部分学生设计的模型都是比较复杂的形体,这就涉及到分块浇注或者是分块雕刻成型的问题。每一块的成型方法如上所述,但是最终的石膏模型就需要用黏结的方法成型。是否能够黏结成功,除了黏结的方法以外,形体与形体间的接触面是否吻合也十分关键,在黏结之前,一定要设法将黏结面加工完全吻合,再调制很浓稠的石膏浆并加入少量白乳胶,沿着接触面用手捏住石膏模块,用毛笔蘸浆以后快速滴入到接触面的缝隙中并捏紧(图3-21),最后将溢出的石膏浆打磨去除(图3-22)。需要注意,一是粗糙的接触面更易粘连,二是动作要快,因为浓稠的石膏浆固化的速度十分快,固化以后的石膏浆就起不到黏结的作用了。
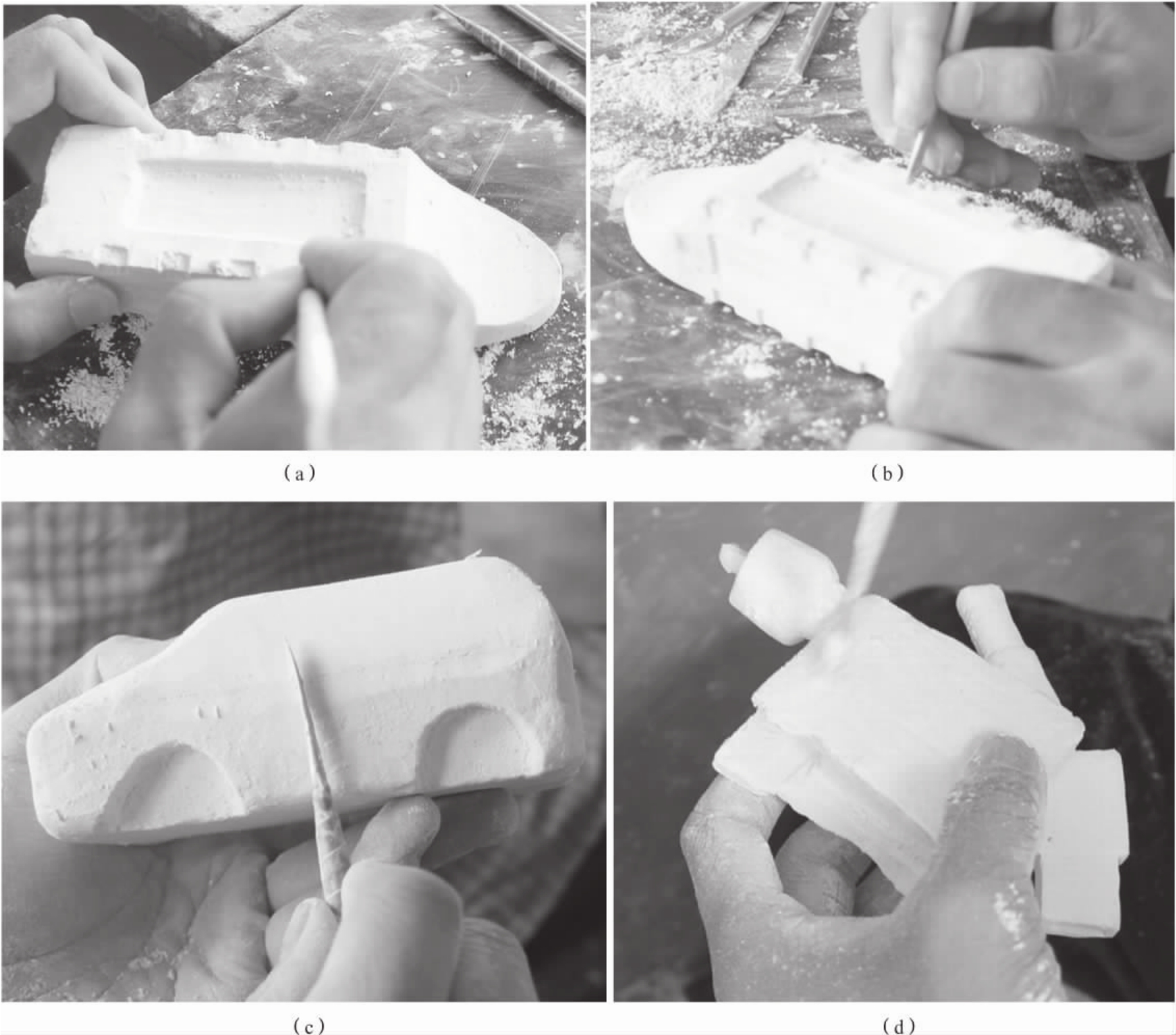
图3-17 精修
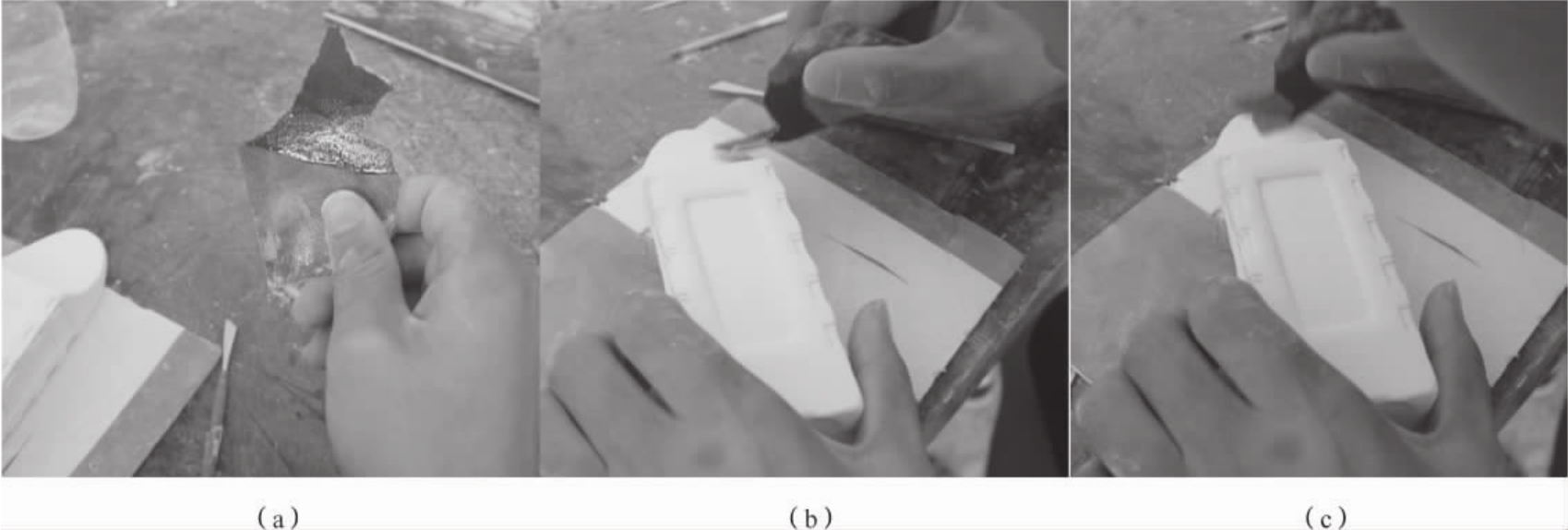
图3-18 蘸水打磨
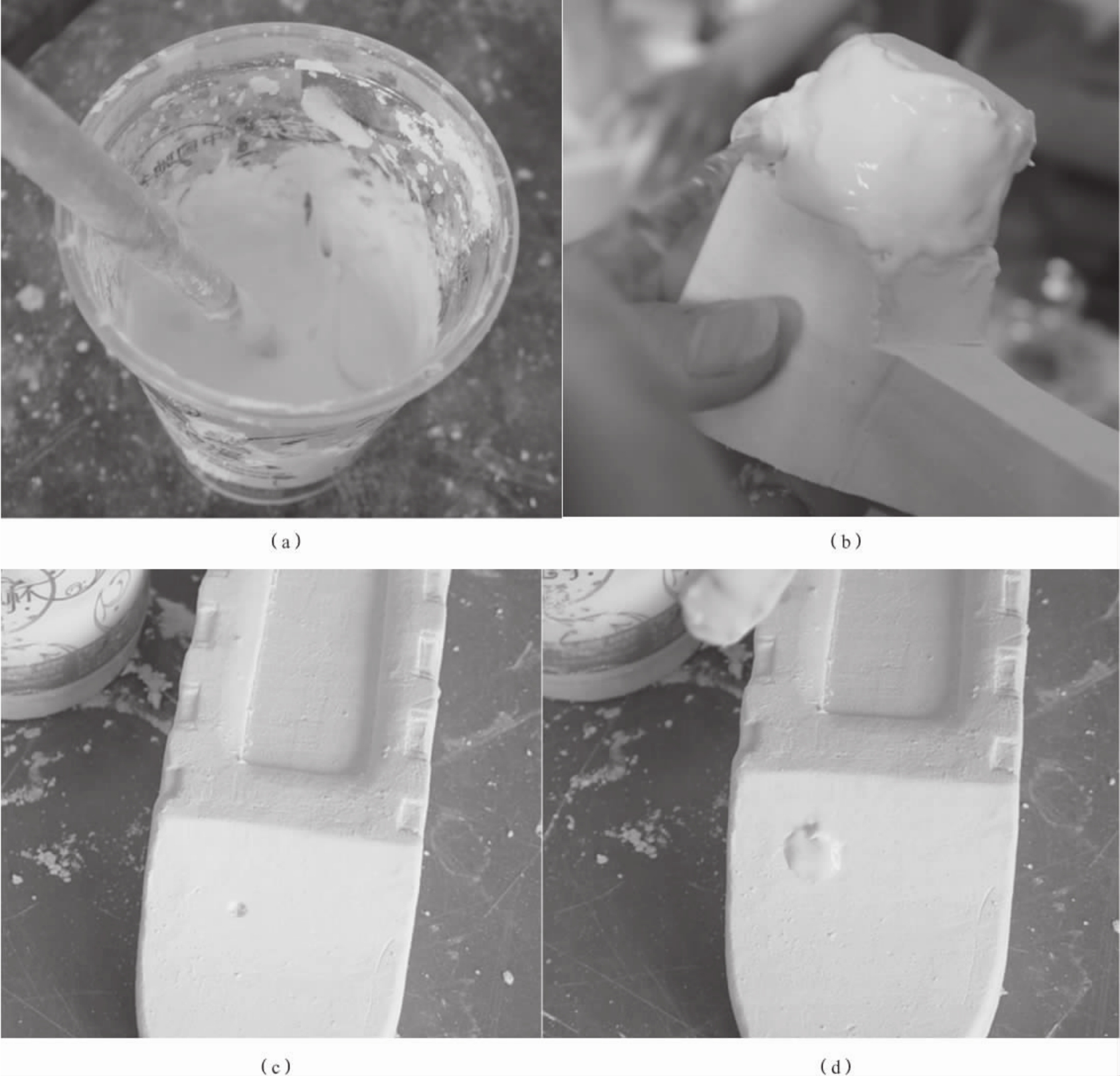
图3-19 修补

图3-20 表面修饰

图3-21 黏结
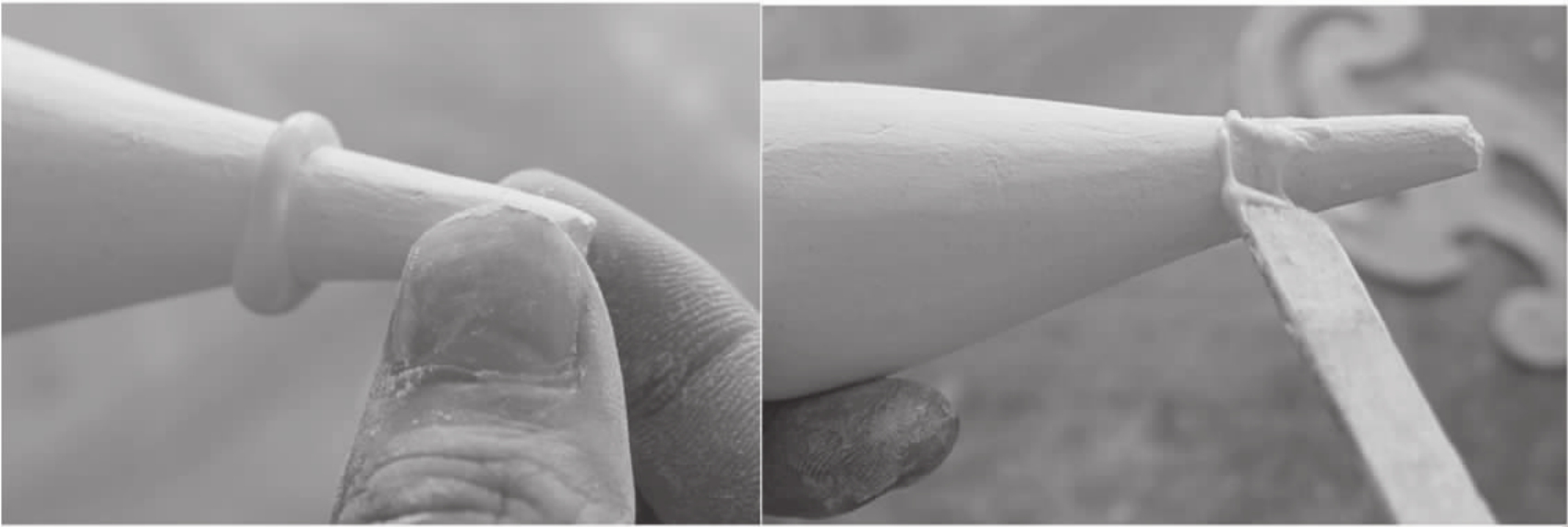
图3-22 去除石膏浆
3.2.2.2 翻制成型
石膏翻制成型的加工步骤类似于现代工业生产中的加工过程,只不过使用到的材料更常见,更易加工。这种成型方式相对于雕刻成型的最大优势在于,它可以通过模具进行批量化的生产。一些中空的形体(如电熨斗)、大曲面形体(如微缩躺椅)等,使用翻制成型的加工方法相对更容易些。
翻制成型的加工方法是石膏模型制作中加工步骤最多的一种成型方式,它分为以下八个步骤:制作标准尺寸参考图、母模制作、筑模围、制作阴模、脱母模、合模并浇注制作阳膜、脱阴模、修补石膏模型。
第一步:制作标准尺寸参考图。翻制成型加工方法需要使用的尺寸参考图与雕刻成型加工方法中所要求的是一样的,但是由于需要使用翻制成型加工方法的石膏模型一般相对更为复杂,所以制造者可以根据具体情况,将整体模型分为多个零部件多张绘制,以达到清晰明了的要求。
第二步:母模制作。制作母模的材料一般要求可塑性强和方便脱离,所以油泥、黏土和泡沫塑料都是不错的选择。母模的形态就是最终石膏模型的形态,所以制作者在制作母模的过程中要不断地比对测量,以求达到符合设计效果的标准形态。需要特别说明的是,母模的表面状态,比如光洁度、表面规整性等都直接关系到最终石膏模型的表面状态,因此,母模制作过程中,需要保护好母模和进行适当的休整,比如黏土制作的母模就很容易因为黏土干燥而产生裂缝和间隙,这需要用湿毛巾覆盖在母模上以保持湿度。此外,油泥、黏土的吸附力很强,容易吸附灰尘,这需要清除表面的浮泥杂物,如果出现了裂缝和间隙也需要及时填补。
第三步:筑模围。母模制作完成以后,需要将分型面、分模线、分模步骤酝酿成熟才能有目的地筑模围。将已经制作好的母模稳固于工作台上(图3-23),用小刀在母模表面轻轻划出分模线,用碾压好的泥条从母模的底部往上附着在母模的周围,直到分模线的位置(图3-24),用修泥刀和手指将泥条和母模相接的部位填平,不要留有任何空隙,因为任何的空隙都将会流入石膏浆,破坏最后的石膏模型,然后在填平的泥条上钻几个孔(图3-25),其目的是为了方便后期的完整扣合。一切准备就绪以后就可以筑模围了,筑模围的材料有多种,只要有一定的强度,如硬纸板、KT板、ABS板等都可以,用材料沿泥条的边缘围合(图3-26),其高度要高于母模的最高点4cm左右。由于石膏浆注入时会对模围产生一定的压力,所以模围一定要固定牢靠,对脆弱的部分可以适当地用小木棍、铁丝加固,且转折的部分不能有任何缝隙,以免石膏浆外溢。
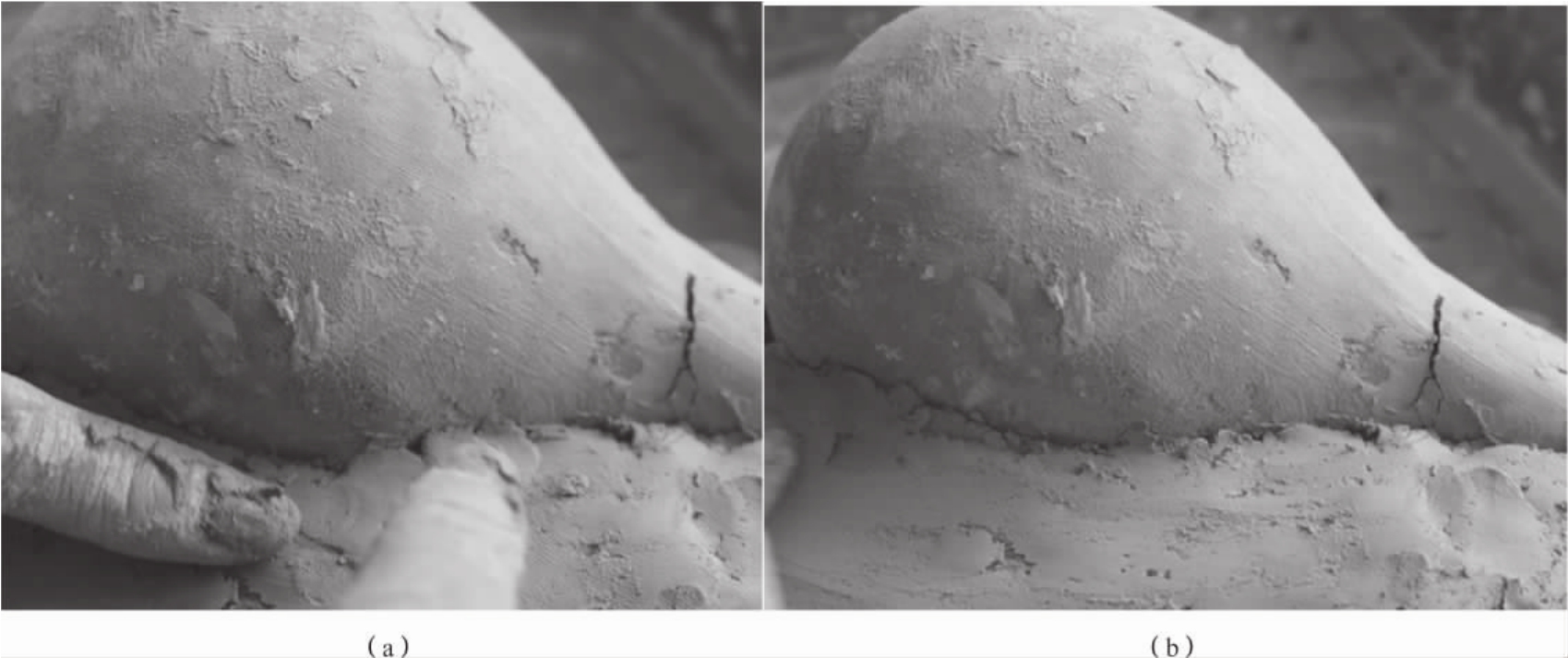
图3-23 母模(https://www.xing528.com)

图3-24 分模线

图3-25 打孔
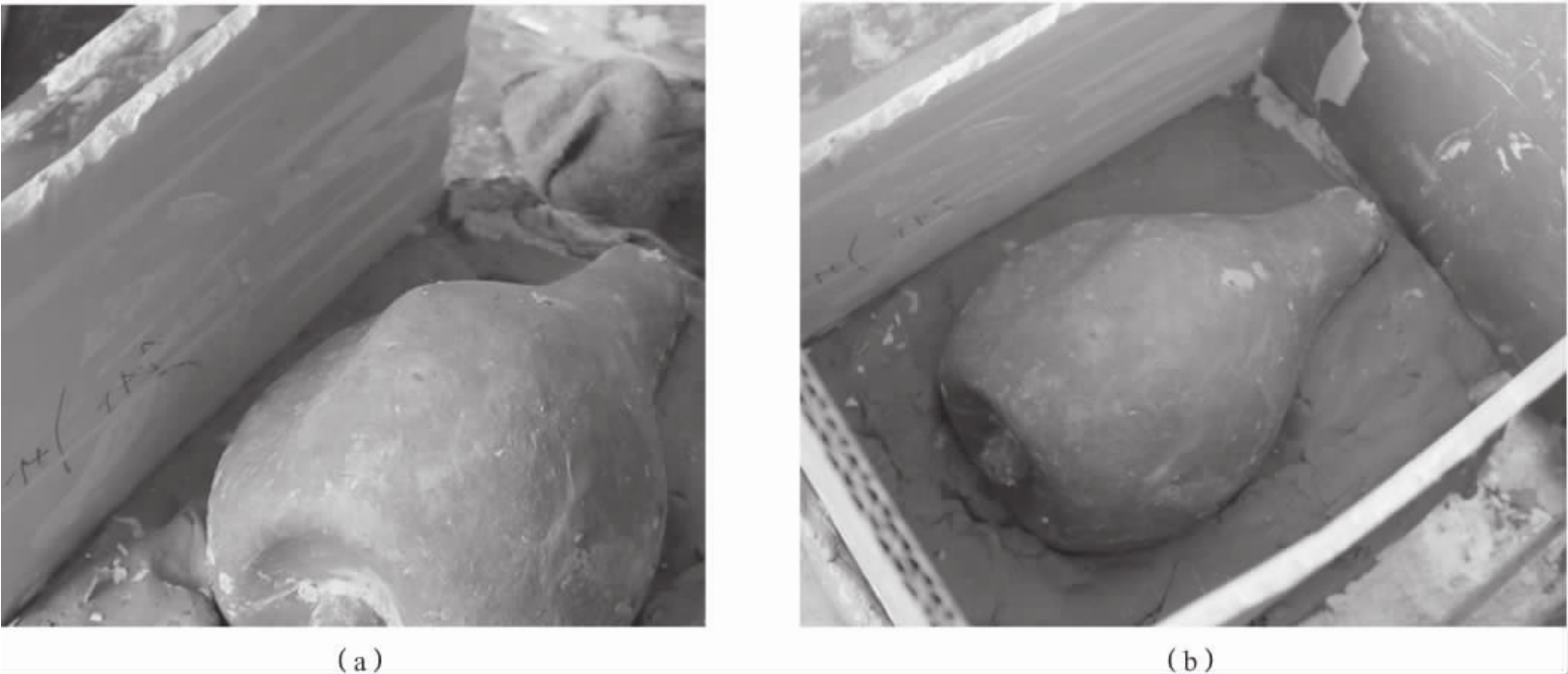
图3-26 边缘围合
第四步:制作阴模。石膏浆的调和方法如前所述,在调好的石膏浆中加入一点水粉颜料,可以让固化的石膏略带颜色,以区别于后期制作出来的阳模。将准备好的石膏浆先均匀地浇注一层在母模上,然后从母模的最高点位置缓慢、均匀地注入石膏浆,在尽量保证空气混入的前提下使石膏浆填满整个模围腔内。大约等待15min以后,会感觉到石膏的表面已经发热,这表示石膏浆开始凝固,阴模A已经成型(图3-27),此时即可以拆掉模围。阴模B的主要制作思路与阴模A一样,将已经浇注好的阴模A连同另一面母模翻转过来,并将阴模A稳固地放置在工作台上,用筑模围的材料按照上一步介绍的方法沿着阴模A的边缘搭建新的型腔,注意模围与阴模A之间不能有任何间隙,可以捏制细的泥条塞紧。然后切割几块约70mm×30mm×30mm(图3-28)的泥条粘连在阴模A上,这将作为后期开启阴模A、B的扣手。为了方便后期准确地沿分模线开启阴模A、B,还需要用羊毛刷蘸取凡士林或者极浓稠的肥皂液在阴模A的表面薄薄地涂上两三遍(图3-29),注意不要涂得太湿,此时即可以按照制作阴模A的方法调和、浇注石膏浆。待阴模B固化以后,先去除模围,用小刀剔除泥条,露出扣手,用小刀沿着分模线的位置轻划几次,小心地使阴模A与阴模B分离,就得到了需要的一套阴模(图3-30)。对于特别复杂的形体可能需要制作多套阴模,但是具体的方法都一样。

图3-27 放置在阴模A上的泥坯

图3-28 泥条

图3-29 涂抹脱模剂

图3-30 一套阴模
第五步:脱母模。阴模制作完成以后,就可以去掉母模,使用雕塑刀从外向内刮掉泥土,刮泥动作要轻缓,不要刮伤阴模的内壁,内壁上凸起的地方要刮平,塌陷或有小洞的部分可以用毛笔蘸取熟石膏粉进行填补(图3-31),力求整个内壁光洁,待整个阴模基本固化以后,用清水和毛刷清洗干净。
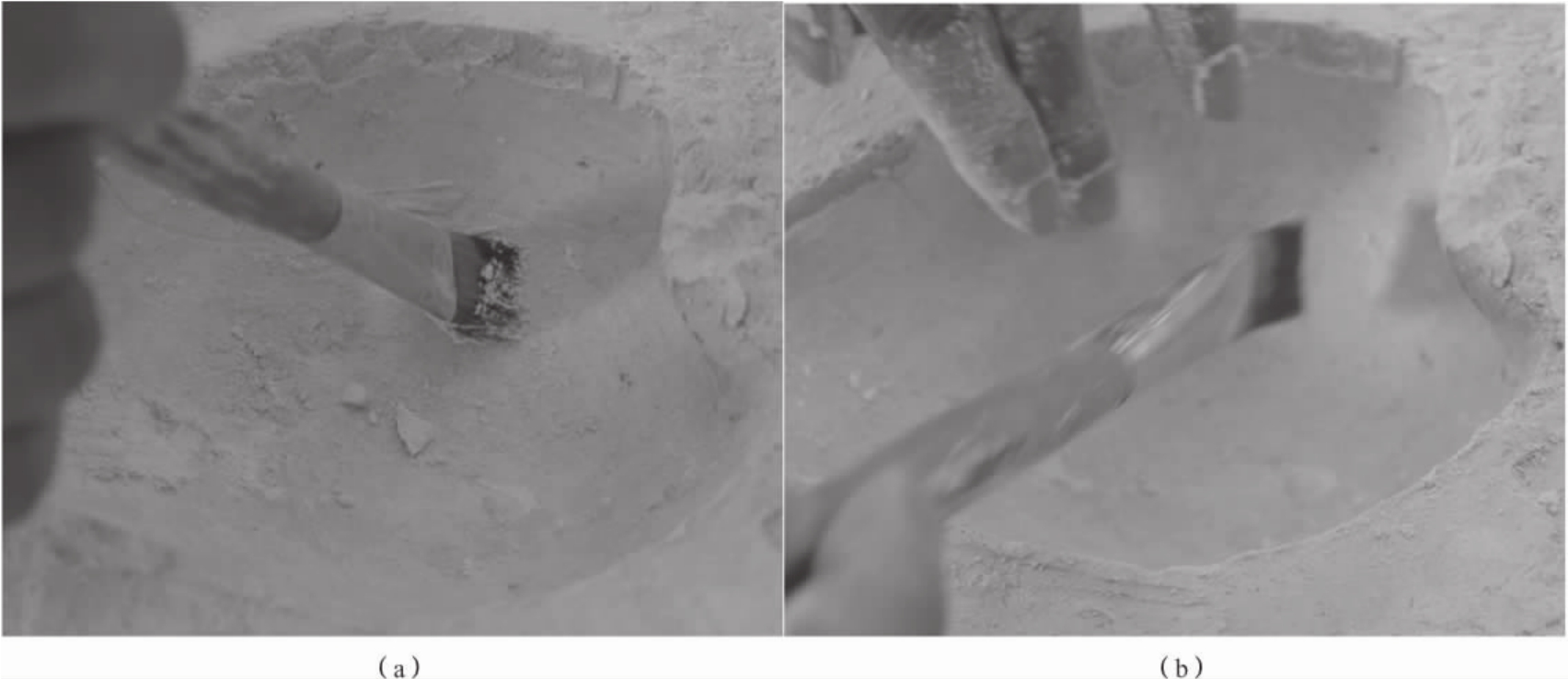
图3-31 填补阴模内壁
第六步:合模并浇注制作阳膜。为了使阴阳模完全脱开,此时需要再次用羊毛刷蘸取凡士林或者极浓稠的肥皂液涂在阴模A、B的内壁上(图3-32),沿着分模线将阴模A、B完全吻合,并用石膏、绳子或胶带将两者完全密封。注意:此时调和石膏浆时可加入一定的颜色,使其与阴、阳模的辨识度提高,便于后期拔模时快速寻找到分离线(图3-33),再将注浆口调至水平状态并放稳,并用石膏将分界线完全封住(图3-34),将调好的石膏浆注入阴模内,开始不要注入太多,摇晃阴模,帮助石膏浆均匀流至不容易进入的地方或部分,按照同样的方法,将整个阴模的内腔注满石膏浆(图3-35)。
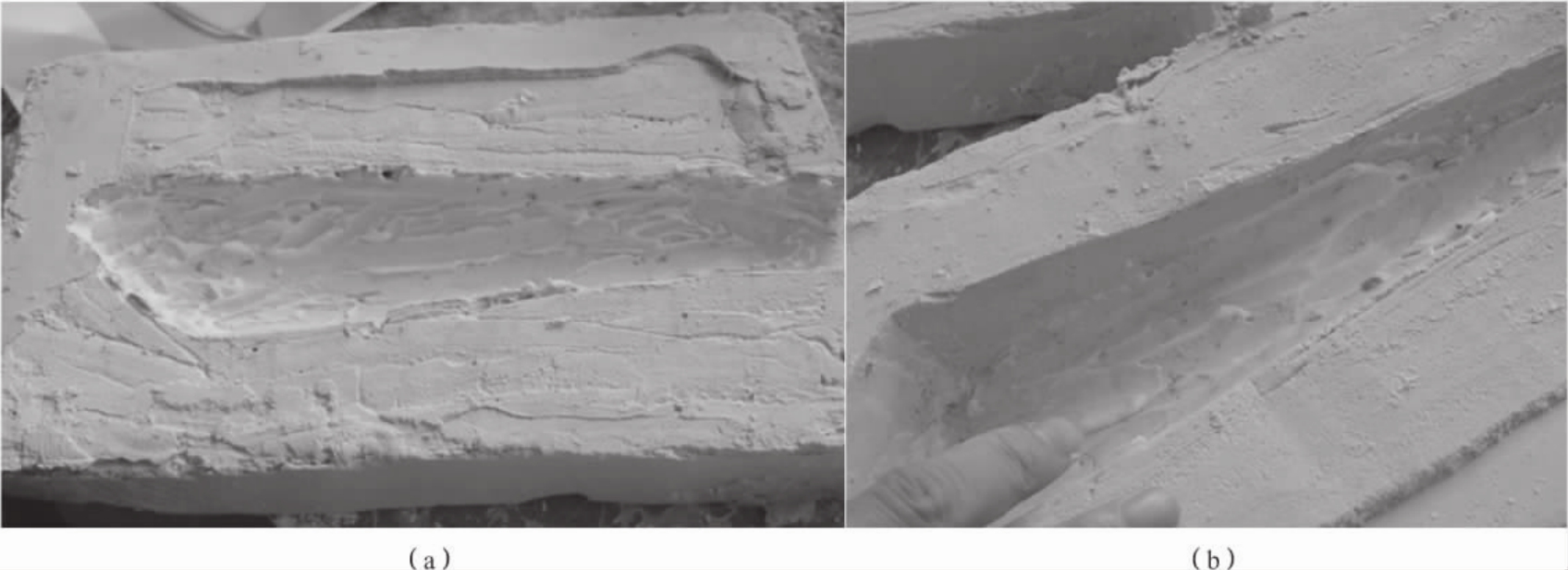
图3-32 再次将脱模剂涂于阴模内壁

图3-33 将石膏着色

图3-34 用石膏封住分界处
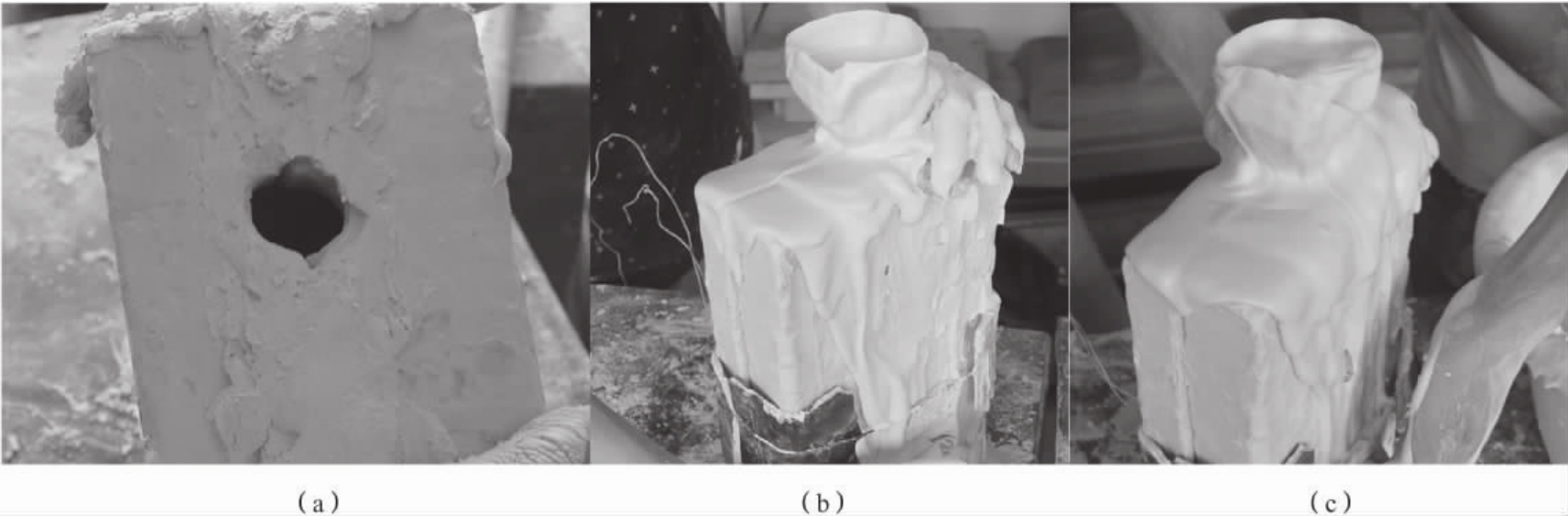
图3-35 注浆
第七步:脱阴模。浇注好的阳模静待15min左右,石膏就开始凝固发热,此时阴阳模之间会有些许的松动,此时是脱去阴模的最佳时机,用短木棍轻轻敲打阴模的外壁,用灰刀插入分模线的缝隙中轻轻撬动(图3-36),手指插入扣手慢慢松开阴模,如果感觉不易打开,不可强行拉拔,以免破坏阳模。

图3-36 脱去阴模
第八步:修补石膏模型。阴模分开直接获得的阳模,其表面效果通常不够光洁,与雕刻成型技法中的最后一步一样,同样需要处理,凹陷的部分可以使用白乳胶与石膏调和后填补,用蘸水的砂纸打磨表面,具体操作方式如图3-18、图3-19和图3-20所示。
3.2.2.3 旋转成型
要得到规整的圆柱、圆台等形状,单靠手工制作十分困难,比较好的方法是需要借助石膏车模机,车模机并非是全自动设备,操作过程中仍需要手工操作的配合。所以在操作前掌握一般的车削原理和基本操作方法十分必要,通常情况下,要比较自如地操作车模机还需要多次练习。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。