



论锅炉压力容器制造的节能降耗
程宇群 郑朋刚
陕西省锅炉压力容器检验所
1 前 言
节能降耗是实施可持续发展战略的重要措施。有人说,锅炉压力容器产品制造行业,有成套的设备工装,成熟的工艺,质量稳定的原材料,节能降耗无从谈起。笔者认为非也。传统行业的节能降耗,不能指望经一、二项技术革新,就可以看到非常明显的效果,取得巨大改善,而应从制定法规标准,优化产品设计等最基础的环节出发,从点滴做起,从每一道工序,每一个细节做起。最终落实在节省能源,节约原材料,尽量地少花钱多办事。笔者结合从事锅炉压力容器产品监督检验的经历,举例阐述自己的一些观点。
2 法规标准是实现节能降耗的基础
2.1 制定法规标准要结合国情
新颁布的GB/T9222-2008《水管锅炉受压元件强度计算》标准中允许“无氩弧焊打底的单面焊有坡口的对接焊缝”用于锅炉制造。而1999年的《压力容器安全技术监察规程》(以下简称《容规》)表3-5中将手工焊条电弧焊单面焊双面成形方法列入不属于“相当于全熔透的双面焊”的范围,即这种方法不能用于压力容器的对接焊缝的焊接。
相对于双面焊,因最初打底焊道,在背面清根时几乎被全部清除,焊缝质量容易保证。手工电弧焊单面焊双面成形的打底焊要求焊工既要考虑规范大可能造成打底余高超标甚至产生焊瘤,又要注意规范小可能产生未熔合、未焊透,操作不当还会产生根部凹陷,对焊工操作技能要求高。相对于氩弧焊,手工电弧焊具有设备简单,焊接效率高,成本低廉的特点。现行的《锅炉压力容器压力管道焊工考试与管理规定》中,都规定采用单面焊双面成形方法对手工电弧焊焊工进行考试。要求高,必然增加培训和考试成本,然而这种工艺方法却不能用于压力容器制造,显然是不合理的。笔者认为,法规、标准的制定既要鼓励采用先进的、节能的新技术,逐步淘汰落后的、耗能大的旧工艺,也应充分考虑国情。锅炉领域可以使用,压力容器领域一般也可以使用。就算是锅炉与压力容器有比较大的不同,也可以考虑有限制地允许在压力容器对接焊缝上使用手工焊条电弧焊,以节约制造成本。
2.2 法规标准应尽可能协调一致
蒸汽锅炉主蒸汽管道上使用的分汽缸,既可以按《蒸汽锅炉安全技术监察规程》(以下简称《蒸规》)的要求进行设计、制造,也可以按《容规》的要求设计、制造。国家质监局便字[1999]2155号文件规定:“……凡在锅炉房内的分汽(水)缸属锅炉系统内的部件,按《蒸规》的规定进行设计、制造、检验,对于工业装置系统内的分汽缸,按《容规》的规定进行设计、制造、检验”。锅炉房内的分汽缸可按锅炉部件制造,是为解决部分锅炉制造企业没有压力容器制造资格,用户在采购时设备配套不方便而提出的。但在设计制造过程中发现,不同的规范制造成本差异很大:比如,用Ф273/20钢管作筒身,设计压力1.0MPa的分汽缸,按《容规》和《蒸规》要求设计制造,主要区别见表1
表1 《容规》与《蒸规》比较
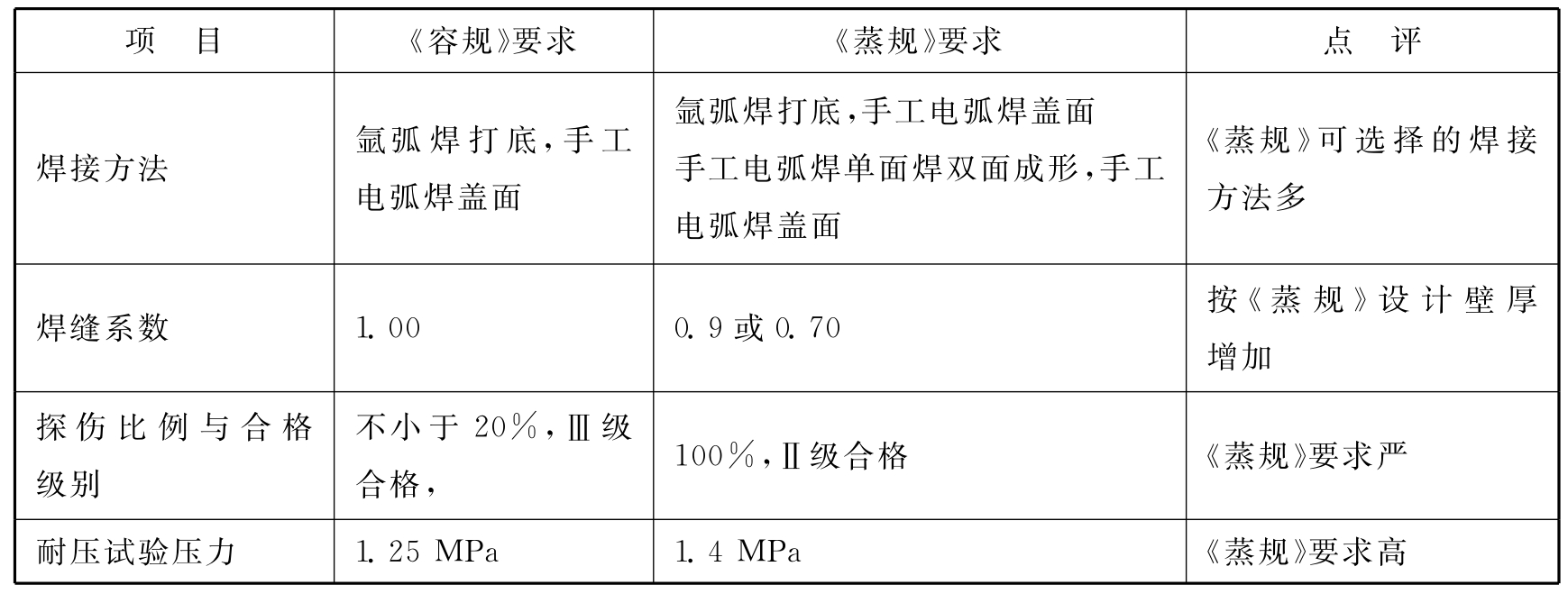
总体来讲,按《蒸规》设计制造较《容规》要求高。这还只限于用碳素钢,如使用16Mn之类的钢管,《蒸规》还要求做环焊缝的焊接试板,成本就更大了。设计和制造要求不一样,导致生产成本不一样,仅仅取决于设备是否安装在锅炉房内,理由不充分。笔者认为,像分汽缸这种既可按容器设计制造,又可按锅炉设计制造的设备,选用标准规范不应该差异太大,甚至可以规定就用一个标准,至于制造单位的制造资格,有其一就可以了。
2.3 为节能降耗献言献策
(1)通常一般的容器,采用常规设计方法设计。其基本理念就是在受压元件上找出最危险点,设法满足该点的强度条件,就能保证设备安全质量。容器的焊缝系数是根据焊缝接头形式和探伤比例选取,一台容器固定一个焊缝系数;锅炉的焊缝(减弱)系数只按焊缝形式选取,可以视不同部件选择不同的探伤比例。笔者认为锅炉强度计算的思路较容器科学。受内压的筒形容器,环向应力为轴向应力的2倍,如果我们按照等强的原则,不同位置的焊缝选用不同的焊缝系数,就可以在选择焊材和探伤比例以及探伤的合格级别上有更大的灵活性,有利于降低制造成本。
(2)一般而言,圆筒形元件环焊缝的长度比纵焊缝长得多,如一台φ1 800×3 500mm的圆筒,纵缝长度不足3 000mm,按20%比例探伤,拍片数量2张。3条环缝长度3×3.14×1 800≈17 000mm,拍片数量12张,直径越大环缝拍片数量越多。虽然环焊缝拍片比例与纵焊缝相同,但因环焊缝强度裕度远大于纵焊缝,缺陷危及安全运行的几率比纵焊缝小得多,因此建议可以根据制造企业焊接生产中的焊缝质量的稳定性,适当减少环焊缝探伤数量。
(3)生产实践中,常有选择大口径无缝钢管做较小直径容器筒体的情况,以提高生产效率,但壁厚裕度往往比较大。以设计压力为1MPa、内径250mm左右的分汽缸为例,计算壁厚不足1.2mm。如用Ф273mm的钢管制作,最小壁厚也在6.5mm以上,如此大的厚度裕量是否可以考虑恢复不射线探伤的环焊缝系数选0.6的规定呢(GB150-89曾有对不加垫板,不能进行射线探伤的环焊缝,焊缝系数选0.6的规定)?
3 优化设计是节能降耗的关键(https://www.xing528.com)
一台容器,可以设计的细长,也可以设计的短粗。增加容器的直径,容积相同时,长度可以减小,但为了保证强度要求,就要选择更加优质材料或增加材料厚度;为保证和提高设备的耐压强度,可以采取减小直径的方法获得,这时设备的长度就安增加,显而易见的,制造成本是不一样的。优化设计,就是在设备的安全性能和使用性能与制造成本之间选择最佳方案。
Ф1 800mm直径的低温容器,计算厚度14.91mm,选用名义厚度为18mm的16MnDR钢板制作。按照GB150附录C的规定,大于16mm的钢板,必须进行焊后热处理,减小直径到Ф1 600mm,就可选用名义厚度为16mm的16MnDR,避开厚度>16mm钢板必须进行热处理的规定,但整个筒体长度将增加,哪个方案更佳?需要设计人员进行优化设计。
额定压力为0.4MPa的电热热水锅炉,锅筒规格为φ800mm,根据强度计算,板厚选6mm,如果在前封头上布置人孔,就需要补强,如采用整体补强,前封头至少选用8mm的钢板。开设人孔,便于制造时最后一道环缝采用双面焊,同时方便以后对锅炉内部进行清洗和检查。《热水锅炉安全技术监察规程》对直径大于1 000mm的锅壳锅炉的筒体才规定设置人孔,φ800mm直径为什么要开人孔?如果最后一道环缝采用单面焊双面成型工艺,或采用单面焊也能满足强度要求,利用电热管管座作为检查孔、清洗孔,岂不是就可以减轻锅筒重量吗?
一台卧式储罐,椭圆形封头上焊有DN80mm接管,管座与筒体连接补强板补强,另一端焊接外径为200mm的平焊法兰,法兰密封面至封头开孔中心外表面距离80mm,要求双面全焊透。接管太短,接管与补强板焊缝,连看到都很困难,如何保证焊接质量?如果采用接管补强,加大接管长度,既改善受力状况,又便于焊接,何乐而不为呢?
《容规》第54条规定了7种条件下,接管与筒体连接焊缝必须全焊透,监检中发现不论什么情况,设计图纸一律要求全焊透,应该摒弃这种不分青红皂白、不计成本的做法。
《容规》规定,设计压力不得低于最高工作压力,正常情况,两者数值应比较接近。笔者认为,一般的容器,设计压力顶多为1.05~1.1倍最高工作压力。监检中经常发现设计图纸上设计压力远高于最高工作压力的设备(在用设备除外),如设计压力1MPa工作压力0.4 MPa。我们知道容器强度计算的依据是设计压力,如果设计压力和工作压力接近,即避免设备出力不足的现象,又降低了制造成本,如果最高工作压力不足0.1MPa,按常压容器制造成本更是大大降低。
大容积的液化气体汽车罐车,多用球形封头代替原来的椭圆封头,板厚减少近 ,一般的筒体板厚14mm,封头选用10mm钢板,因板厚偏差>3mm,按照GB150的规定,必须对厚板削薄或在薄板上堆焊,如果设计采用中心线对齐就可不必对厚板削薄或在薄板上堆焊了(这与GB150的规定还是不一致的,但从GB150对允许错边的规定,笔者认为上述处理方法是可行的)。
,一般的筒体板厚14mm,封头选用10mm钢板,因板厚偏差>3mm,按照GB150的规定,必须对厚板削薄或在薄板上堆焊,如果设计采用中心线对齐就可不必对厚板削薄或在薄板上堆焊了(这与GB150的规定还是不一致的,但从GB150对允许错边的规定,笔者认为上述处理方法是可行的)。
4 制造过程中的节能降耗
4.1 认真组织图纸会审和技术交底
一台容器,人孔设在筒体鞍座截面(时钟)2~3点位置上。补强圈与支座垫板发生冲突,垫板可以裁去一个角,支座立板如何处理?如果事先企业技术人员能认真进行图纸会审,或许就能发现问题,将人孔向上或向内移动一些就不会出现这种问题。一批容器,设计要求选用某厂制造的法兰,这种要求是无法出现在设计图上的,只有通过技术交底才能交代清楚。因此说,下料前进行图纸会审和技术交底,可以最大程度消除设计缺陷,最大程度体现设计者的设计思想。
4.2 仔细编制制造工艺
必须认识到制造工艺是企业制造过程中各个工序都必须执行的“法律”文件。监检发现,要么是生产工人没有严格按工艺制造,想怎么干就怎么干,工艺规定双面手工电弧焊,实际采用氩弧焊打底,手工电弧焊填充、盖面;要么就是所有工艺千篇一律,根本没有体现产品的特点。没有排板图,焊缝位置不确定,工序间缺乏沟通,造成支座压焊缝而未在被覆盖焊缝处进行100%射线探伤,或者是接管无法避开焊缝,在接管附近不得不额外地增加探伤数量,造成制造成本提高。如果我们在编工艺时作出适当调整,尽量使开孔位置避开焊缝,就可以最大限度地减少焊缝射线探伤的数量。
一台立式锅炉,产品焊成后,发现锅筒与上封头连接焊缝因人无法进入锅筒内布片,无法用外透法探伤,双壁单投,因锅筒内还有炉胆,射线需要透过4层钢板(射线机放不进炉胆内),不但规程上不允许,设备能力也有限,假如我们能在编工艺时就发现,在锅筒的适当部位增加检查孔或手孔,这种情况就完全可以避免出现。
4.3 提倡尽量采用双面焊
为保证受压元件的焊缝质量,尽量采用双面焊,是最便捷的办法。
一台奥氏体不锈钢换热器,管箱筒节直径只有400mm。工艺规定采用手工氩弧焊打底,单面焊双面成形,手工焊条电弧焊填充盖面。焊完后发现氩弧焊打底有缺陷,工人又从内侧用手工焊条电弧焊补了一层,几乎完全覆盖了氩弧焊焊道。假如采用双面焊工艺,工人先从内侧用手工焊条电弧焊焊上一两道,外侧清根,用手工焊条电弧焊填满坡口,成本会低得多。
单面焊双面成形工艺,是因为存在最后一道环焊缝,人无法入内作业的情况,是一种不得已而为之的方法,但相对于双面焊,工艺复杂、效率低,对操作技能要求高,质量不容易保证。从保障工人身体健康的角度考虑,人在外操作,工作环境好一些,但如果单面焊质量无法保证,与其返修就不如直接双面焊了,况且本例中工人只需探身进去就能解决问题。
总之节能降耗是一个系统工程,需要各个环节综合考虑,密切合作,才能生产出质优价廉、使用性能好的产品。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。