



厚壁超高压釜超声波检测初探
陕西省锅炉压力容器检验所
辛义山 高少峰 寇 威
2008年初,某公司向我所申请,提出对其在用的φ250mm试验超高压釜进行定期检验。该釜为整体锻造盲孔式结构,材质22Cr2Ni4MoV,设计压力210MPa,最高工作压力200MP,最高工作温度280℃,规格φ250×145×11 190mm。由于该釜内外径之比为0.463,JB/T4730.3-2005《承压设备无损检测》第3部分超声检测附录C已不适用,又由于纯折射横波扫查不到釜体内壁,故也不适用于纯横波检测。我们对此问题进行了分析研究,提出了可行的优化的检测方案并附于实施,确保了检测质量。
1 超高压釜内部缺陷形成机理
釜体应先由铸钢锭在水压机上压制成毛坯,经过时效处理、粗加工、调质热处理、最后再经过精加工定型。釜体的金属组织由粗大地铸态转变为细小地、韧性较好地回火索氏体组织(其性能特点是在具有较高韧性的同时,强度也比较高)。釜体的内部一般会被挖掉,内部挖掉后,铸钢锭中最容易产生缺陷部位已经去掉(铸钢锭浇铸后,先从外周向中心凝固,杂质及易熔物也向中心聚集。根据以往的经验,铸钢锭中心和冒口端晶粒粗大、偏析、气孔、氧化物和硫化物较多)。钢锭在锻造过程中不断地被锻打拔长(锻压比≥3),钢锭中的杂质也将随着锻造金属延伸而延伸,绝大部分形成与外圆基本平行的面状或带状缺陷。在役缺陷主要为,超高压釜在有脉动载荷作用的高温高压下长期服役产生的失效破坏为应力腐蚀、疲劳破坏,而材质劣化是腐蚀疲劳开裂与破坏的开始。根据失效破坏的案例发现,最容易在釜体的内表面及其附近的,有先天缺陷的地方产生裂纹类缺陷,裂纹类缺陷的不断扩展和延伸,直至失效破坏。
2 超高压釜整体超声波检测总思路
由于釜体结构原因,难于对其内表面进行外观检查及磁粉探伤,因此,对从外壁进行的超声波检测提出了更高的要求。必须根据釜体的截面分成不同的区域,用不同的探头和不同的对比试块进行检测,方能最大限度的发现各类缺陷,不使危险性缺陷漏掉。周向超声波横波探伤时,一般均以折射横波与釜体内表面相切来确定横波折射角,这样能够得到最大的横波折射角,以尽量使用纯横波进行探伤。一般来说,折射横波与釜体内表面相切时能够更为有效地检出内表面及其附近的裂纹类缺陷。根据该超高压釜结构尺寸的计算结果,该釜内外径之比为0.463,而当釜体内外径之比小于0.547时,就不能用纯横波探伤。因为纯折射横波扫查不到釜体内壁,所以釜体内表面重要区(距内表面50mm内)的裂纹等危害性缺陷将无法发现。采用非纯横波(同时存在纵波和横波)探伤已不可避免,所以,我们考虑设计小角度的非纯横波探头,与纯横波探头配合使用。
3 斜探头和对比试块的设计及选择
3.1 关于平行釜体内外表面内部缺陷的检测
使用2.5Pφ20或φ14mm直探头在釜体外表面进行扫查,重点检查与内外表面平行的周向缺陷,因为此时缺陷最大表面基本垂直超声波主声束,缺陷检出率最高。但是,此类缺陷以制造缺陷为主,缺陷性质以夹杂物较多,加上制造厂出厂前已进行过探伤,有超标缺陷的釜体应该不能出厂。另外,该类缺陷的位置和走向不是釜体的主应力方向,所以对釜体安全影响不是很大。缺陷灵敏度确定采用计算法,可直接在釜体外圆面调试或用AVG曲线法调节,灵敏度不得低于内表面处φ2mm平底孔当量直径。AVG曲线法调节当材质衰减系数大于4dB/m,应予以修正。AVG曲线法调节,当声程小于3N时,应依二次波来对缺陷进行定量。对盲孔式结构的釜体底部,应增加底部端面纵波100%扫查,如图1所示。
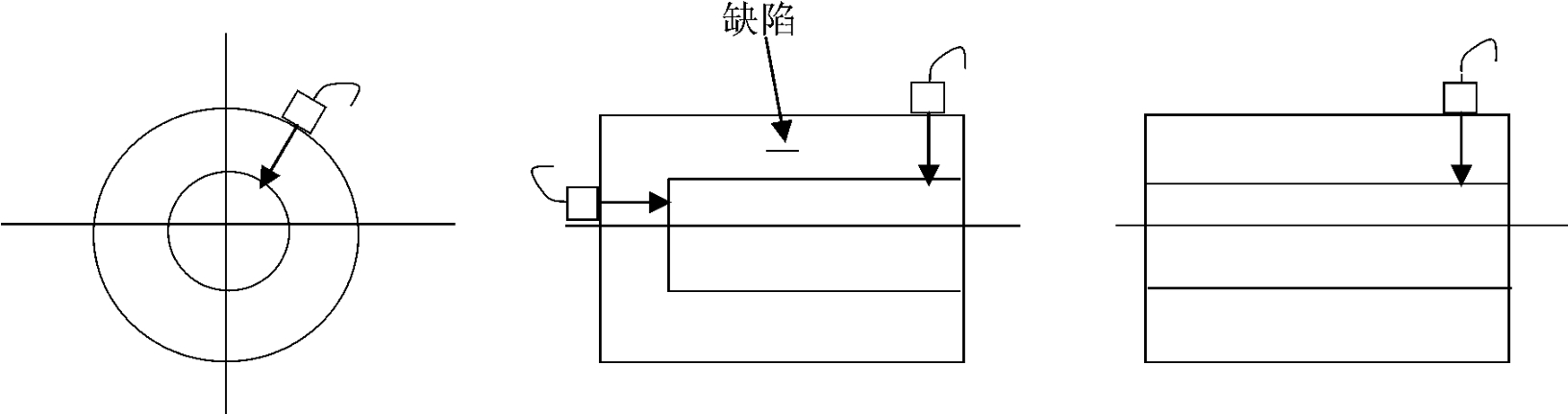
图1 用直探头检测平行釜体内外表面内部缺陷示意图
3.2 关于与轴线垂直的径向缺陷的检测
使用2.5P13×13K1(折射角α=45°)的斜探头做轴向双向扫查,如图2所示,检查与轴线垂直的径向缺陷。设计并制作φ250超高压釜3mmV型槽对比试块,试块材料采用与超高压釜相同地22Cr2Ni4MoV钢,如图3所示。根据该专用试块、CSK-ⅠA、CSK-ⅢA标准试块调节距离——波幅曲线,φ1×6—6dB为基准灵敏度。
3.3 关于与轴线平行的距内圆表面附近的径向缺陷的检测
3.3.1 非纯横波斜探头的设计
该超高压釜内外径之比为0.463,当超高压釜内外径之比小于0.547时,就不能用纯横波探伤(见图4)。因为纯折射横波扫查不到釜体内壁,所以釜体内表面重要区(距内表面50
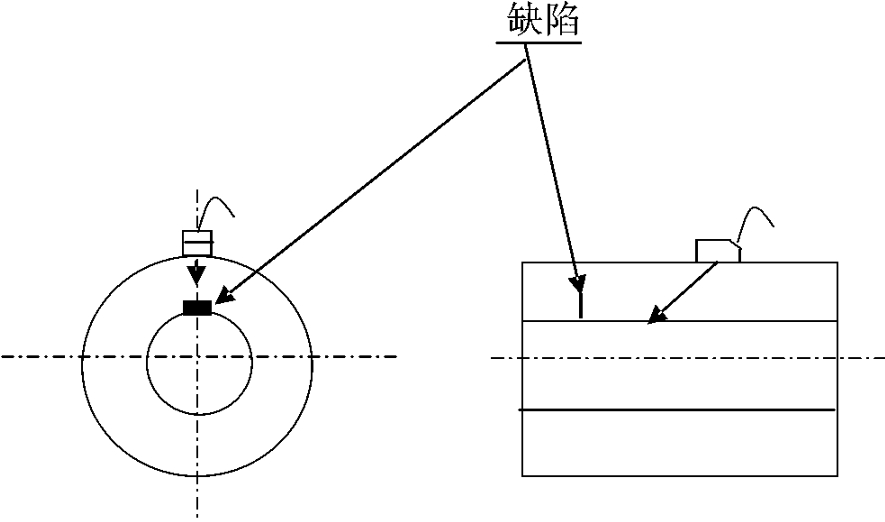
图2 检测与轴线垂直的径向缺陷示意图
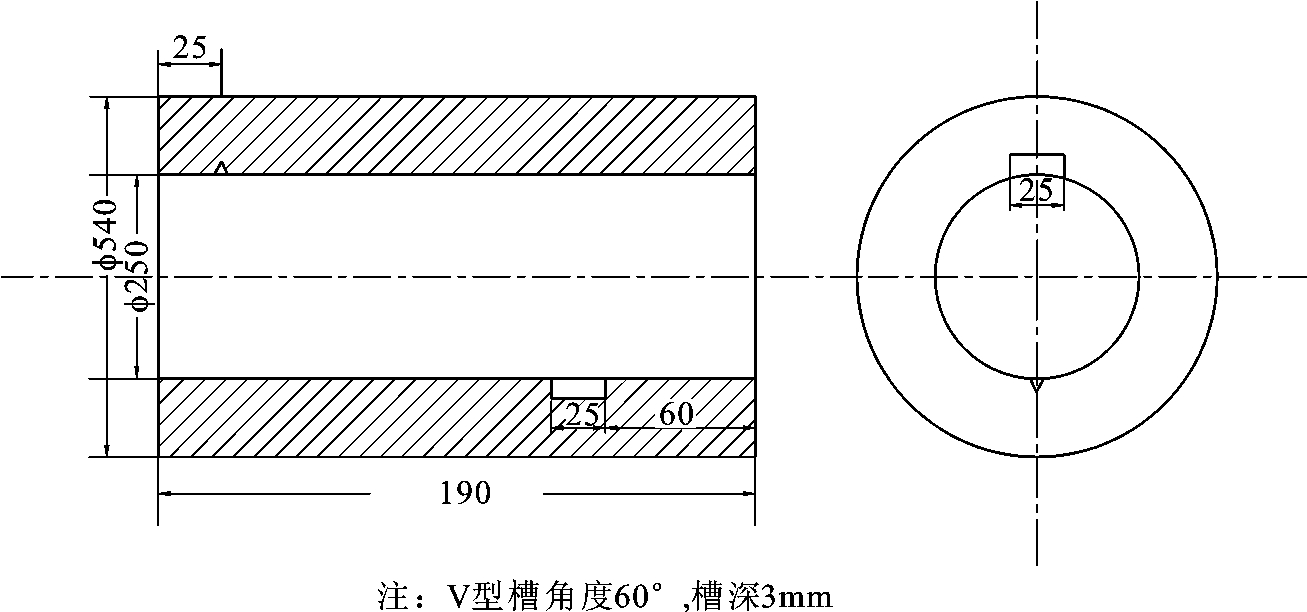
图3 φ250mm试验超高压釜超声波探伤对比试块示意图
mm内)的白点、裂纹等危害性缺陷将无法发现。因此,有必要选择小的入射角的斜探头。
探头几何临界角的确定:
![]()
式中:β为探头折射角;r为釜体内孔半径;R为釜体半径;D为釜体直径;T为釜体壁厚。由(1)式可知:
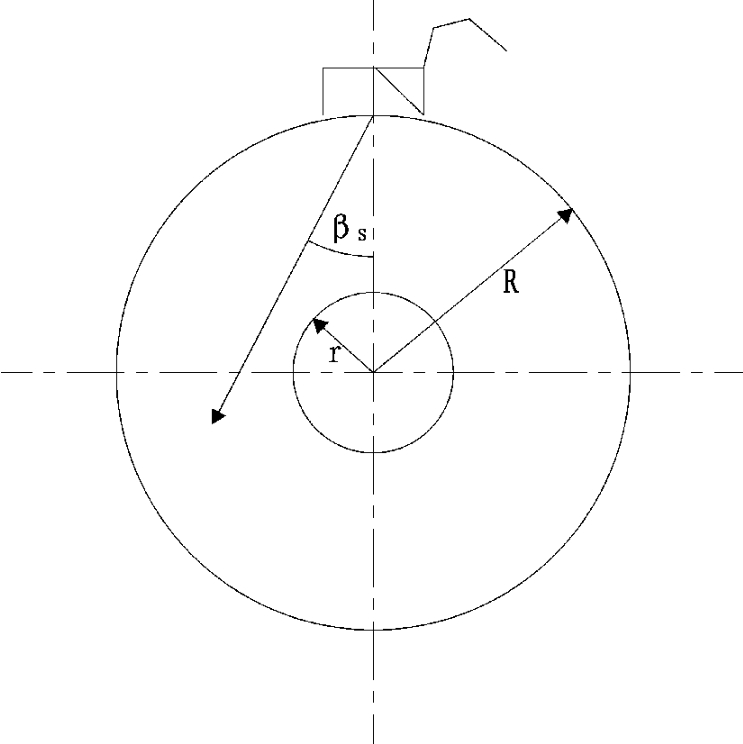
图4 横波探头最小折射角示意图
![]()
根据反射和折射定律可得:
![]()
设αL入射角αL=22.8°,β=27.5°
设αL入射角αL=20°,β=23.58°
确定选择K0.436(入射角α=20°,折射角β=23.58°)的斜探头,是因为它的检测厚度和发现裂纹类缺陷更优一些。当用有机玻璃横波斜探头探测钢制工件时,第一临界角(27.6°)、第二临界角(57.6°),如图5所示。常规确定的纯横波探头折射角大多在28°~57°之间,而该斜探头折射角β=23.58°,小于28°,属于非纯横波斜探头(釜体内同时存在折射纵波和折射横波)。
图5 第一临界角、第二临界角示意图
3.3.2 折射纵波干扰的分辨计
采用小角度非纯横波检测时,必须将纵波的反射波与横波反射波区分开来,否则将影响检测结果的准确性。
根据反射和折射定律可得:(https://www.xing528.com)
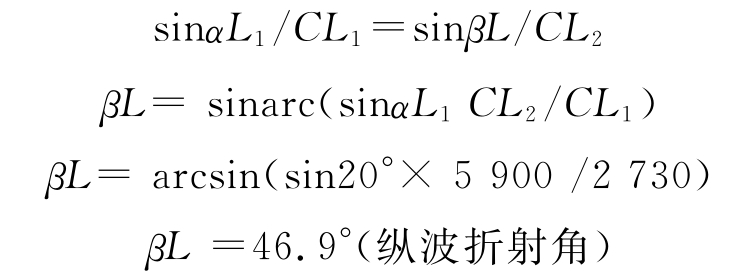
由(1)式可知T=(1-sinβL)D/2=(1-sin46.9°)540/2=72.9mm
经计算可知,使用2.5P13×13K0.436(入射角α=20°、折射角β=23.58°)的斜探头做周向双向扫查,釜体折射纵波的最大检测深度为72.9mm左右。所以,检查与轴线平行的距内圆表面附近的径向缺陷时。对于距外圆表面90mm以内的折射纵波反射波,先可记录下来,在下一步检测中可用K0.68的斜探头作进一步分析确认。
综上所述,使用2.5P13×13K0.436(入射角α=20°、折射角β=23.58°)的斜探头做周向双向扫查,如图6所示,检查与轴线平行的距内圆表面附近的径向缺陷(检测深度约90~145mm)。用该超高压釜3mmV型槽对比试块调节距离—波幅曲线,作为基准灵敏度。
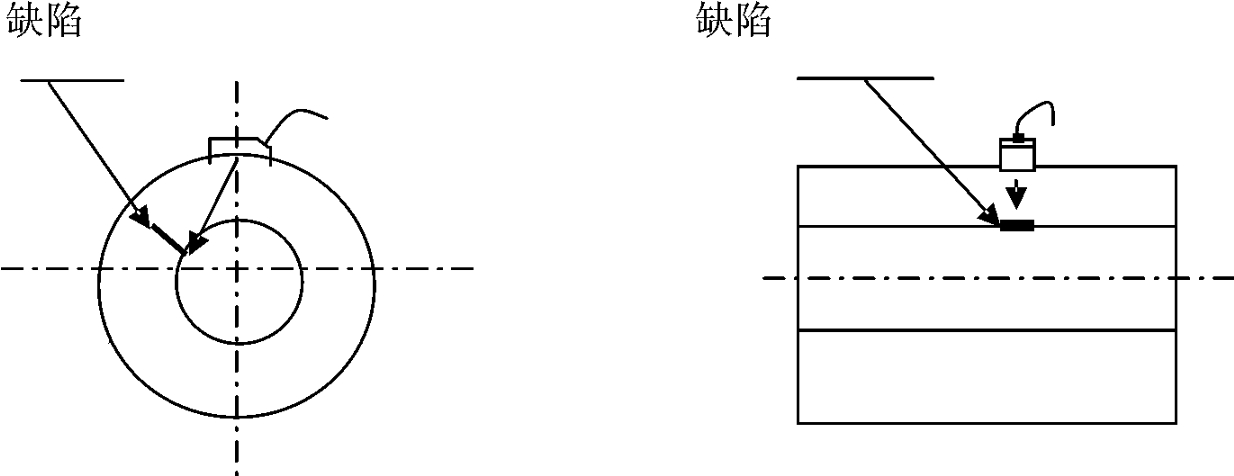
图6 检测与轴线平行的距内圆表面附近的径向缺陷示意图
3.4 关于与轴线平行的距外圆表面中上部的径向缺陷的检测
我们现有的2.5P13×13K0.68(入射角α=28.5°,折射角β=34.4°)的斜探头主要是用作检测人造水晶釜体的。人造水晶釜体壁厚一般为92mm左右,探头设计为K0.68横波斜探头,完全满足人造水晶釜检测要求。人造水晶釜检测对比试块材料选用和人造水晶釜体相同地PCrNi3MoVA钢,尺寸也大体相同。
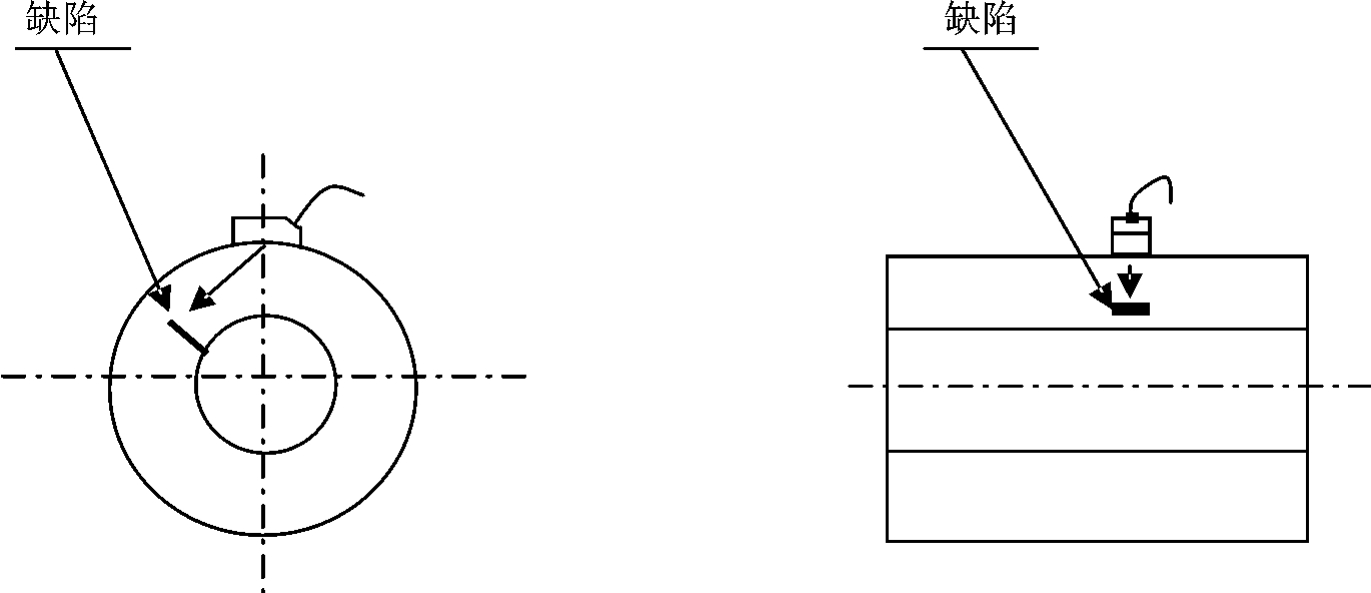
图7 检测与轴线平行的距外圆表面中上部的径向缺陷示意图
当纵波入射角为27.6°~57.6°之间时,工件中只存在折射横波,不存在折射纵波,因此,纵波入射角=28.5°符合单一横波探伤条件。由(1)式可知
![]()
由此可见,理论上该斜探头在釜体壁厚上最大探测厚度为117.7mm。我们确定检测范围为90~145mm。
综上所述,使用2.5P13×13K0.68(入射角α=28.5°、折射角β=34.4°)的斜探头做周向双向扫查,如图7所示,检查与轴线平行的距外圆表面的中上部径向缺陷(釜体距外壁深度110mm内)。用超高压水晶釜1mmV型槽对比试块调节距离—波幅曲线,作为基准灵敏度。
4 检测要求与验收条件
4.1 检测一般要求
(1)耦合补偿:以釜体表面与试块表面实测差值进行补偿。直探头纵波检测直接在釜体外圆面调试可不用补偿。
(2)釜体表面:检测面应经打磨除锈、氧化皮及污物处理,粗糙度Ra≤6.3μm。
(3)检测时,应尽量扫查到釜体整个被检区域,每次扫查覆盖率应大于探头直径的20%。
(4)探头的扫查速度不应超过100mm/s。
(5)扫查灵敏度应比基准灵敏度高6dB。
(6)对发现的缺陷应由其他Ⅱ级以上人员复验或采用其他方法检测确认。
4.2 缺陷记录
(1)周向检测:超过距离—波幅曲线一半的缺陷反射波和缺陷当量。
(2)轴向检测:超过φ1×6—6dB的线性缺陷及位置,或超过距离—波幅曲线一半的缺陷反射波和缺陷当量。
(3)纵波检测:采用计算法或AVG曲线法缺陷当量,当材质衰减系数大于4dB/m,应予以修正。当量直径≥φ2mm的单个缺陷及位置、φ2mm当量直径的密集缺陷区。
4.3 验收条件
(1)周向检测:①釜体内表面30mm范围内,不允许存在3mmV型槽当量的缺陷及白点、裂纹和其他危害性缺陷;②釜体内表面30mm起至外表面,不允许存在1mmV+10dB型槽当量的缺陷及白点、裂纹和其他危害性缺陷。
(2)轴向检测:①釜体内表面30mm范围内,不允许存在3mmV型槽当量缺陷及白点、裂纹和其他危害性缺陷;②釜体内表面30mm起至外表面,不允许存在φ1×6dB型槽当量的缺陷及白点、裂纹和其他危害性缺陷。
(3)纵波检测:①不允许存在φ3mm当量直径的单个缺陷或超过φ2mm当量直径的密集缺陷区及白点、裂纹和其他危害性缺陷;②内壁和开孔部位沿边缘50mm厚度范围内,不允许存在φ2mm当量直径的单个缺陷及白点、裂纹和其他危害性缺陷。
5 结束语
实践表明,对于厚壁超高压容器,当壁厚不适用于纯横波检测是,采取小角度的非纯横波探头与纯横波探头配合使用的方法是可行的。在折射纵波扫查厚度范围内,我们完全可以辨别荧光屏上反射波的性质。纵波及其反射波有以下特点:①由于纵波折射角度大,所以探头移动范围较大时,反射波依然存在;②纵波能量高、往复透射率大,反射波较高;③对同一反射体,继纵波检测到之后,横波也能检测到,只是反射波高不同。
参考文献
[1]TSGR0002-2005《超高压容器安全技术监察规程》
[2]GB/T 6402-1991《钢锻件超声波检验方法》
[3]JB/T4730.3—2005《承压设备无损检测》第3部分:超声检测
[4]JB/T4730.1—2005《承压设备无损检测》第1部分:通用要求
[5]ASME第V卷《无损检测》
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。