



在役φ250超高压试验釜检验
王 建
陕西省锅炉压力容器检验所
1 前 言
西安某厂有一台φ250超高压试验釜。该釜的作用是模拟地层高温高压条件,对石油勘探井下仪器进行高温高压质量检测和试验。1990年6月由第二重型机器厂设计制造,1993 年4月投入运行至今已经6a,累计运行2 200h,试验880次,其中高温高压试验120次,试验中被测工件在釜内突然破裂15次,对釜体造成了冲击,其中3次破裂工件的碎片对釜体中部和底部造成实体撞击。通过摄像机和工业电视监视器对釜体内部检查,发现距釜体底部7.6mm的釜体内表面有一划痕。为了验证超高压试验釜的安全状况,2003年3月对该釜进行了全面检验。
2 超高压试验釜的基本参数
该超高压试验釜基本参数见表1。
表1 超高压试验釜基本参数
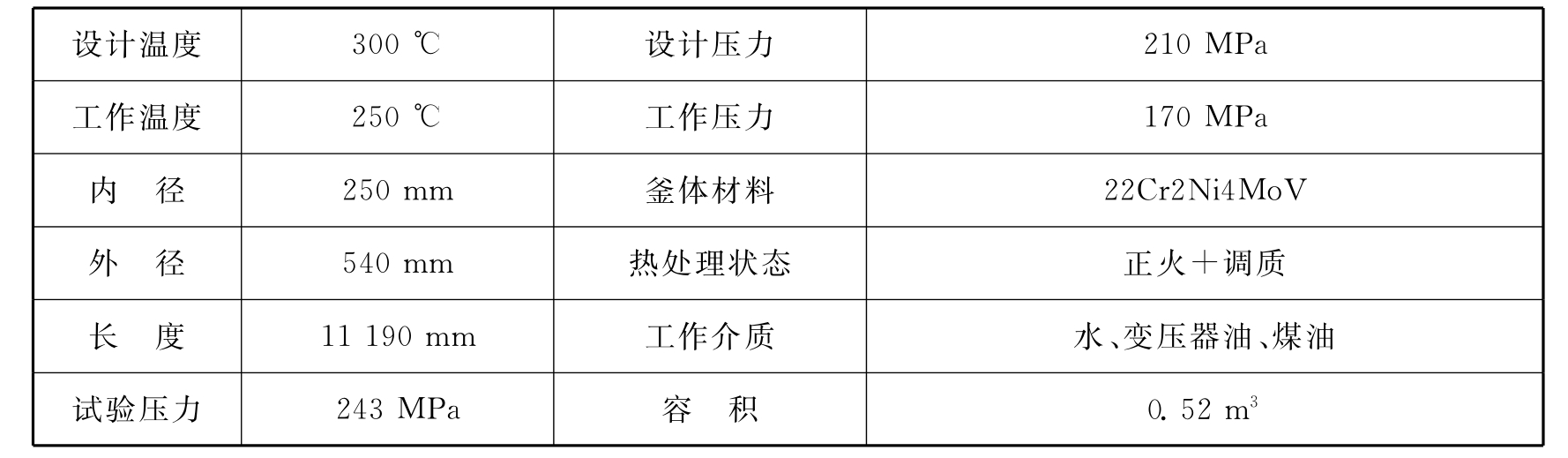
注:原定工作压力为200MPa,实际为170MPa
3 检验工艺项目的确定
科学的制定检验工艺是保证检验质量的关键。根据《超高压容器安全监察规程》、JB/ZQ4026-86《人造水晶高压釜》的规定,对φ250超高压实验釜的检验工艺项目确定如下:
3.1 资料审查
(1)主要审查超高压试验釜及加压管道的设计总图、产品合格证、产品质量证明书、产品安全质量监检证书、主要受压元件强度计算书、安装使用说明书及使用运行记录。
(2)审查的内容为:设计单位资格,设计总图上有关人员的签字和批准;制造单位资格,制造日期,产品主要受压元件使用材料、几何尺寸、无损检测、热处理、耐压试验及运行记录中出现的异常情况。
3.2 检验前的准备工作
(1)将釜内介质排净与系统隔离,清除釜内垢、锈、污。
(2)拆卸封头承压螺套后,在强光下检查釜内锈蚀情况。
(3)拆卸釜体接管、消除打磨釜体和管道外表面油污、氧化皮等。
3.3 外部检验
(1)目视检查釜体铭牌,外表面有无变形、鼓包、局部过热等。
(2)目视检查各管口密封部位有无泄漏,对该部位螺纹损伤情况用螺纹规进行进行检查,对螺纹根部进行磁粉或着色探伤。
(3)釜体测厚:从端头开始在釜体上每500mm分为一个断面,共分为22个断面。每个断面上每隔90°又按时钟钟点分为12点、3点、6点、9点共4个测厚点进行厚度测量。
(4)釜体分段内径、外径测量。
(5)检查安全附件是否齐全可靠。
3.4 内部宏观检查
(1)采用强光照明,用内窥镜、摄像机、工业电视监视器、望远镜等设备检查釜体内表面、开孔处及应力集中部位、特别是被冲击的釜体中部和底部区域。
(2)对封头、承压螺套、三通件、密封面和密封结构、尺寸、表面粗糙度进行检查。
3.5 表面硬度测定
按照壁厚测定时在釜体上所分的22个断面及每个断面上所分的4个点的位置进行硬度测定,对硬度异常部位,加倍进行复核。
3.6 无损检测(https://www.xing528.com)
(1)釜体外壁采用纵波100%、横波100%超声检测,100%磁粉或着色探伤。
(2)对于釜体上部退刀槽、密封槽及螺纹部位探伤,采用直探头纵波和斜探头横波相结合的方法。
(3)对釜体接管进行100%磁粉或着色探伤。
3.7 耐压试验
(1)上述6项检验合格后进行耐压试验。
(2)试验介质:水+煤油+变压器油。
(3)试验温度:24℃。
(4)试验压力:该釜运行6年来实际工作压力低于设计工作压力,在确定试验压力时按照该釜实际工作中的最高工作压力来确定试验压力。升压时每10min 40MPa为一级,缓慢升至243MPa,保压10min,然后缓慢降至170MPa,保压30min后进行检查。
3.8 复核性无损探伤和残余变形测定
耐压试验合格后,对上述各项检验中发现的缺陷可疑处,应力集中部位进行超声波探伤复查。对釜体的1/4、2/4、3/4部位进行残余变形测量,残余变形量应符合《超高压容器安全监察规程》的要求。
3.9 检验资料汇总、研究、出具检验报告
4 检验工艺的调整
(1)在超声波实际检验中发现8处超过φ3mm当量直径的单个缺陷和1处超过φ2mm当量直径的密集缺陷区,根据上述缺陷及时调整超声波检验工艺,对缺陷部位再用不同角度的斜探头从上、下、左、右四个方向进行100%的复查检验。
(2)增加螺纹定型取模测量分析。
釜体端部内螺纹(梯形齿)工作状态下承受超高压,是检查的重点,除采用螺纹规检验和齿顶硬度测量外,为了准确测量螺纹外形尺寸采用“藻酸盐印模材”对螺纹定型取模,然后对螺纹的形状、尺寸测量分析,认定螺纹状态良好,可保证安全运行。
5 检验结果及结论
各项检验结果如下:
(1)原始资料审查:缺零件图。
(2)内外表面检查:合格。
(3)壁厚测量:最小壁厚146.7mm,合格。
(4)硬度测定:最小硬度124(布氏)最大375(布氏),不合格。
(5)磁粉探伤:合格。
(6)渗透探伤:合格。
(7)超声波探伤:合格。
(8)耐压试验:合格。
(9)残余变形测定:合格。
结论:监控使用,工作压力P≤170MPa,温度t≤300℃,介质为水、变压器油、煤油。
6 结束语
超高压试验釜结构特殊,工作条件苛刻,检验中要综合考虑出现的各种情况,制定科学合理的检验工艺,对杜绝漏检、误检,保证超高压试验釜的安全运行是尤其重要的。
(注:该论文发表于《中国锅炉压力容器安全》2001年第6期)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。