



一台低温复合贮槽蒸发量测试及关于结构设计的建议
王 建
陕西省锅炉压力容器检验所
1 前 言
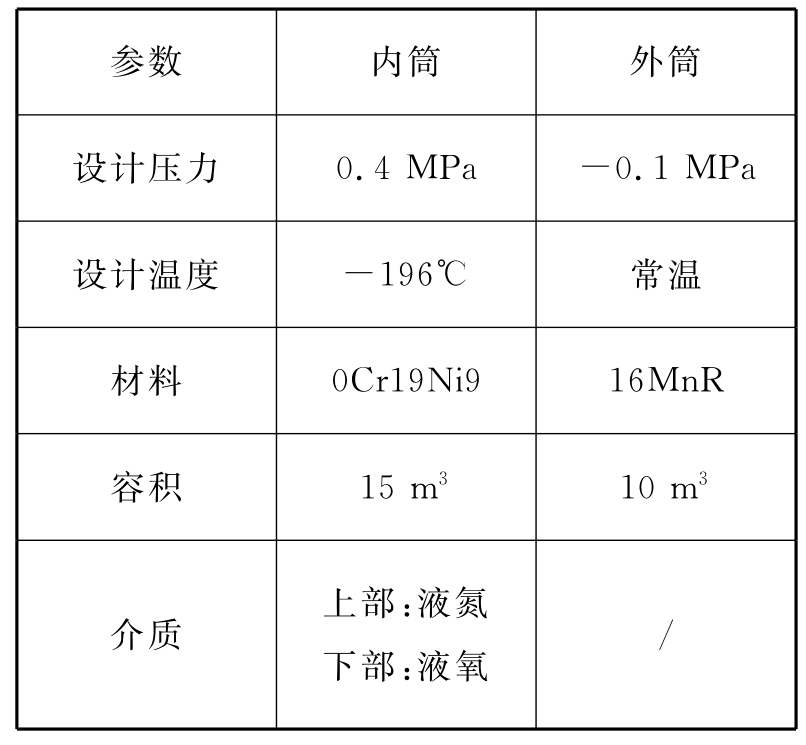
陕西某厂因生产需要购置安装了一台低温复合型贮槽,型号为FGC-S-25000/4型。贮槽的内筒为不锈钢,外筒为碳钢,内外筒之间为真空绝热层,内填珠光沙,容积25m3。贮槽内筒中下部用钢板封头相隔,形成两个小贮槽,上部贮槽容积15m3,用来贮存液氮,下部贮槽容积10m3,贮存液氧。该设备设计参数如表1所示。安装完成后投入使用,使用不到一星期,上部贮槽贮存的液氮全部挥发掉,影响了生产的正常进行,给使用单位造成很大损失,为此使用单位委托我所对这台复合贮槽的蒸发率进行了测试,对存在问题的原因进行了分析。
表1 设计参数
2 蒸发率测试
2.1 测试依据
(1)ZBJ76003-88《固定式真空粉末绝热低温液体贮槽》。
(2)ZBJ76006-88《低温液体容器性能试验方法》。
(3)FGC-S-25000/4型低温复合贮槽性能试验方法。
2.2 测试方法
测试用真空仪、压力表、温度计、液位计经计量部门检定合格。
首先用ZDO-1型真空仪对贮槽绝热层的真空度进行测试,经测试该贮槽绝热层的真空度为12Pa,符合规程要求,可以正常运行。
随后对复合贮槽在贮存液氮、液氧状态下的蒸发率,进行24h恒压测试,24h常压测试;最后对复合贮槽在单独贮存液氮状态下的蒸发量,进行24h常压测试。(https://www.xing528.com)
2.3 测试过程
笫一次测试,在贮存液氮、液氧状态下,对复合贮槽进行24h恒压状态下的蒸发量测试:测试前给上部贮槽充液氮6.2m3,下部贮槽原有液氧4.402m3,静置48h,充分冷置换后,在0.3MPa恒定压力下进行24h测试,每小时作一次记录,共记录24次。
笫二次测试,在贮存液氮、液氧状态下,对复合贮槽进行24h常压状态下的蒸发量测试:恒压测试完成后,上部贮槽内有液氮4.408m3。紧接着进行了24h常压测试(放空阀与大气相通,液氮压力为零),每小时作一次记录,共记录24次。
笫三次测试,常压下对上部贮槽单独贮存液氮状态下的蒸发量进行24h测试(下部液氧贮槽为空罐,放空阀与大气相通,液氮压力为零):测试前给上部贮槽内充有液氮6.5 m3,静置48h,充分冷置换后,在常压状态下进行测试,每小时作一次记录,共记录24次。
2.4 测试结果
笫一次在贮存液氮、液氧24h恒压状态下测试,蒸发量为478L。
笫二次在贮存液氮、液氧24h常压状态下测试,蒸发量为1 860L。
笫三次在对上部贮槽单独贮存液氮24h常压状态下测试,蒸发量为224L。
3 问题原因分析
根据测试结果,影响FGC-S-25000/4型低温复合贮槽使用性能的主要原因是该贮槽结构不合理。该贮槽上部贮存液氮,下部贮存液氧,中间用钢板封头相隔,没有真空绝热层,液氮沸点-196℃,液氧沸点-183℃,存在着13℃的温差,由此所产生的热量通过钢板封头导热,使上部贮槽内液氮温度升高,蒸发加剧,同时使上部贮槽内压力升高,为保证贮槽内压力不超过设计压力,只得打开放空阀泄压,从而使液氮蒸发率急剧超标。
4 对改进低温复合贮槽结构设计建议
(1)FGC-S-25000/4型低温复合贮槽,由钢板封头相隔,形成两个小贮槽,钢板封头只起隔离作用,不起绝热作用,由于液氧与液氮之间存在13℃的温差,所产生的热量通过钢板封头不断的传给上部液氮贮槽,使上部贮槽贮存的液氮不断挥发,最终全部损失掉。因此在设计时应将其封头设计成带真空绝热层的封头,以隔绝热量的传导,防止液氮的挥发。
(2)根据热空气向上,冷空气向下的原理,在设计复合贮槽时,应将其沸点高的液体放在上部贮槽,沸点低的液体放在下部贮槽,可减少热量的传导,降低液氮的挥发。
(3)各种介质由于组分不同,其沸点不相同,存在温差,当两种介质贮存在这个复合贮槽内,总会有热量的传导,为彻底解决这个问题,对这台低温复合型贮槽采取只装同一种介质的办法可避免蒸发率超标,保证正常使用。
(该论文为2006年11月“陕西省特种设备协会2006年学术年会”交流论文)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。