



总装车间是最终进行整车装配的车间,大约有1000多的零件要在总装车间进行装配、拧紧等操作,其管理的复杂性可想而知。而生产执行信息系统在总装车间也是覆盖面最广,提供的功能最多。其中最核心的就是质量管理与控制和场内物流管理。
质量管理与控制包含力矩的记录与管理、零件的防错与追溯、过程质量监控以及基于质量管理的生产现场管控等。
场内物流管理除了包含车间内物料的流动,还应包含战略供应商(主要是JIT件和JIS件的供应商,这些供应商一般都坐落在整车厂的周边或者不远的地方,起码应该在一个城市)的供货管理。多种物流模式并存,且容器、运送方式的不同等因素都影响着物流管理的效率,因此总装的上线物流系统通常比较复杂,且因各大汽车整车制造企业的情况不同也有所不同,但大多数都是有信息系统作支持的,本节主要对总装车间的物流系统进行详细的分析。
1.物流模式设计
汽车整车厂的物流包括入场物流、整车物流、场内物流等。入场物流是指零部件采购的流程,即从供应商端将零件运送到整车厂物流仓库;整车物流是成品车发运到经销商的物流;而场内物流,也就是本节重点要讲的内容,是物料在场内流动的管理。焊装和涂装同样也有零件或者辅料的物流,涂装主要是油漆。由于总装的场内物流最复杂,最能代表物流管理系统的特点,因此本节着重从总装的场内物流开始,研究汽车整车厂的物流模式。
总装的上线物流管理主要有推式和拉式两种模式。
(1)推式 推式是指按照生产计划或者排产计划计算出各条线上各个物料落点(零件的上线位置)在一段时间内的需求量,并按照一定的规律将物料送到线边,并放到相应的位置上。
推式物流模式严格按照计划运送,这对生产线及生产部门的控制要求是相当高的。两点要求必须要达到:第一是要求计划一旦确定(一般是在前一天的下班前确定第二天的排产计划)就不能更改;第二点是要求生产线应当平稳运行,如果出现停线或者部分停线,那么线边的物料就有可能堆放不下,物流人员也会计算不准什么时候要将零件运送到线边。
信息系统可以提供一个功能,这个功能带有一个场内物流的布置图,如果输入当天的排产计划,就可以很快计算出各个落点的送料计划,计算的结果不一定完全准确,但起码能够控制在一定范围内。同时信息系统可以提供生产线运行的情况,比如可以告诉场内物流配送的班组,具体的停线时间及实际产量,辅助物流人员及时判断现场情况,根据情况适当调整。
(2)拉式 拉式的物流模式是丰田首先提出使用的,目的是实现及时送货。由于推式会有及时性和准确性不够的问题,因此要实现JIT送货,就需要将零件的实时消耗情况实时地反馈给物流部门,这样物流部门就能实现精确投料,将适当的零件在适当的时间配送到适当的地点。这样不仅可以应对多变的情况,实现物流配送的柔性,同时又可以减少一定安全库存成本。
丰田最先采用的一种手工模式,叫做物料看板(KANBAN)。在每个线边的料架上都会有一个看板,线边的工人会把物料的需求情况及时反映到看板上,物流人员会定期巡视物料看板,根据看板内容将物料送到线边,从而实现物料拉动。
在现在的汽车企业,信息系统已经取代了手工物料看板的信息收集工作,由信息系统通过多种方式,将物料需求信息实时地进行收集,实时反馈给物料准备区,准备区的物流配送人员可以及时地收到配送信息,再进行上线物流配送。
当今行业内总装车间的上线物流已经获得极大的发展,并不是完全意义上的拉式或推式,而是多种模式混合体。
1)推式物料运送模式主要应用于场内的标准件。例如螺钉、螺母、垫圈等,这些零件的特点是通用性强,在每台车上,甚至不同的车型上使用的零件都是同样的;另外一个特点是单箱收容数较大,一般都在1000个以上,而且每箱的数量都会有一些差异,因此这部分物料最好用推式。例如,当天整车计划产量500,每台车用4个螺栓,零件单箱收容数为2000,每天该零件只送一箱到线边即可满足要求。
2)拉式物料运送模式主要应用于标准件以外的所有零件。拉式物料配送还包含多种模式。
①JIS:JIS件是指排序件。产生该模式的原因是零件变种比较多,例如车身线束,每种车型可能有多达10几种的变种,但线边物理位置有限,不能同时堆放10种整箱的零件在线边,就需要采用先排序再送到线边的模式进行物料配送,现场装配工人按照顺序拿取物料进行装配。零件的排序是与线上生产的车序完全相同的。JIS件包含两种方式:
a)外部JIS:主要是指物料是就近的供应商进行提供,供应商距离总装车间较近,运送物料的牵引车往返一趟一般在30~40min。
b)内部JIS:是有些零件的供应商距离总装车间较远,零件是先送到配送中心,再由配送中心进行排序,再送到线边。
②JIT件:JIT件就是线边可以放下整箱物料的零件。该零件的拉动就是收集线边需求后,将需求发送物料备货区,然后再送到线边。
③KITTING:KITTING其实应该属于另一种排序件的方式,但是略有不同,KITTING也是按照车序进行备货,但是是一台车一个物料小车,小车中放置了对应车需要装配的零件,该车备好货以后,随着车体流动,方便线上工人拿取。
下面就几种总装车间的物流模式进行详细讲解。
2.JIS
JIS是按需进行的一种流水作业式的补料方法,适合于多品种混线的流水线生产方式。如图6-16所示,由于它是按需主动补料方式,因此对系统支持的要求较高。作为整车厂,可以根据它按与混线车辆投入顺序计划相一致的顺序领取各种零部件。例如,整车厂总装线上各种汽车的生产顺序计划为“A-B-A-B-A-B”,那么供应商的车轮的备货顺序计划就必须是“A-B-A-B-A-B”。
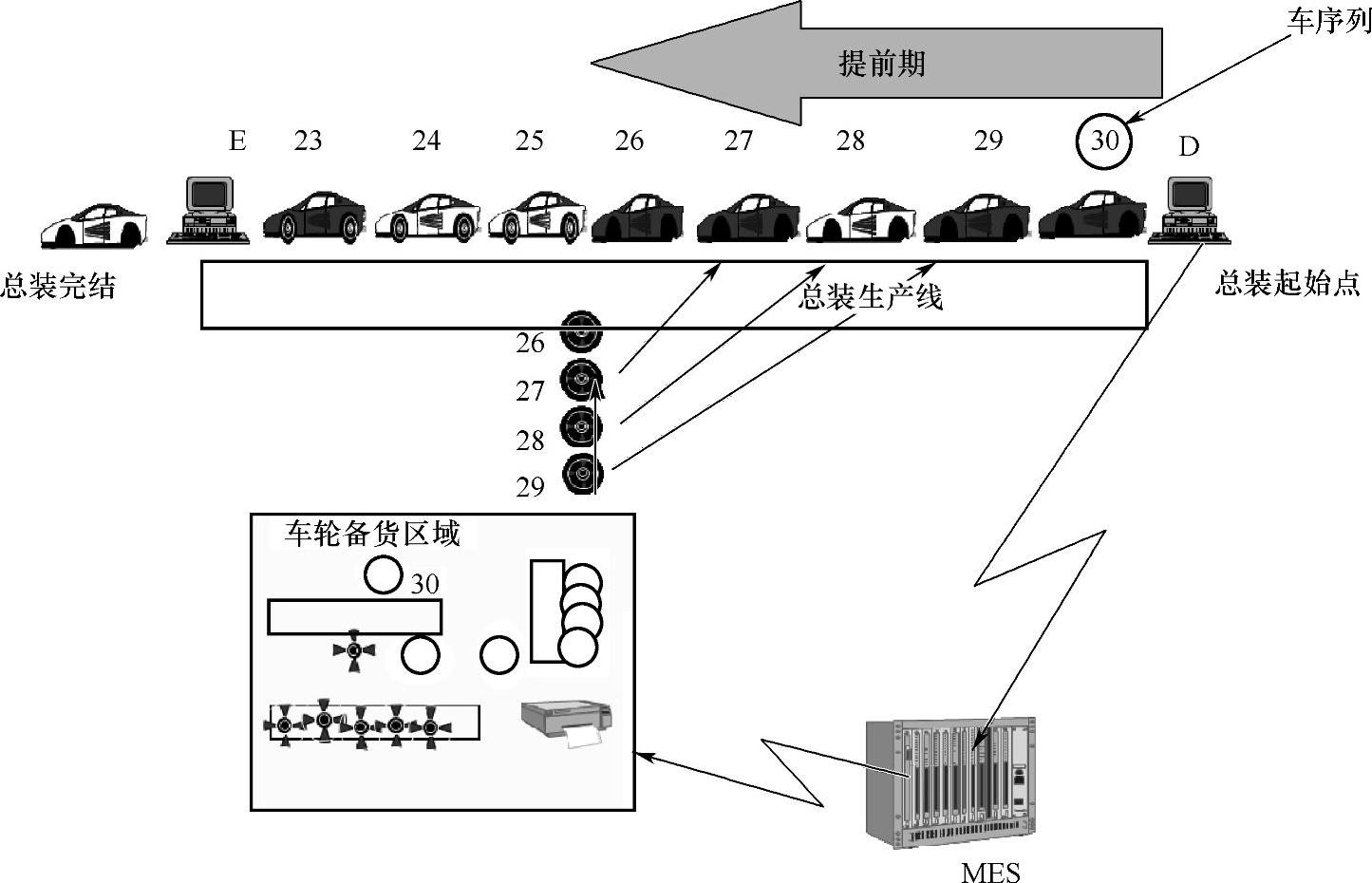
图6-16 JIS作业拉料模式示意图
不论是内部JIS或外部JIS,车序的起始点都是总装起始点。也就是说,一旦车身进入总装车间,在制的车序就不能被改变,只能按照现有顺序进行生产。JIS件的需求是通过起始点的终端收集车身通过起始点的信息,并且将车身通过的信息根据制造BOM转换成零件信息。例如车轮的JIS送货,当车身通过总装车间起始点时,实际上车轮备货区域收到的应该是每个车轮的零件号及数量信息,每个零件会显示对应车的信息,以便备货人员或者线边操作工人能够轻松识别该车轮对应的车是低配车型还是高配车型。
这里还有一个问题,就是当出现零件有组合的情况时,情况更复杂一些。例如,有些车的备胎与主胎是不同的,有可能尺寸和轮毂的类型都不同,那么每台车对应的零件可能有多个,这就给MES提出了非常高的要求,即要能处理零件组合的情况。
同时,系统还需要负责对应更复杂的状况。例如,采用混线生产时,不同的轮胎采用不同的供应商提供的产品,那么对应的JIS件需求就需要发送给不同的供应商,除了分发的信息以外,系统还要防止出错。一般车辆通过总装车间起始点时都会有序列码相对应,如果一个供应商中间发生跳号的情况(如17002,17004,中间少了一个),只在一个供应商的前提下就很容易发现中间丢了一台车的信息,但是如果两个供应商的时候,系统就需要能够自动分辨17003是在另一个供应商处,而非信息丢失。这些都是系统需要考虑的问题。
外部JIS与内部JIS的区别在于,外部JIS是供应商排序后送到线边,而内部JIS是车间内排序后零件上线。外部JIS物流模式如图6-17所示。
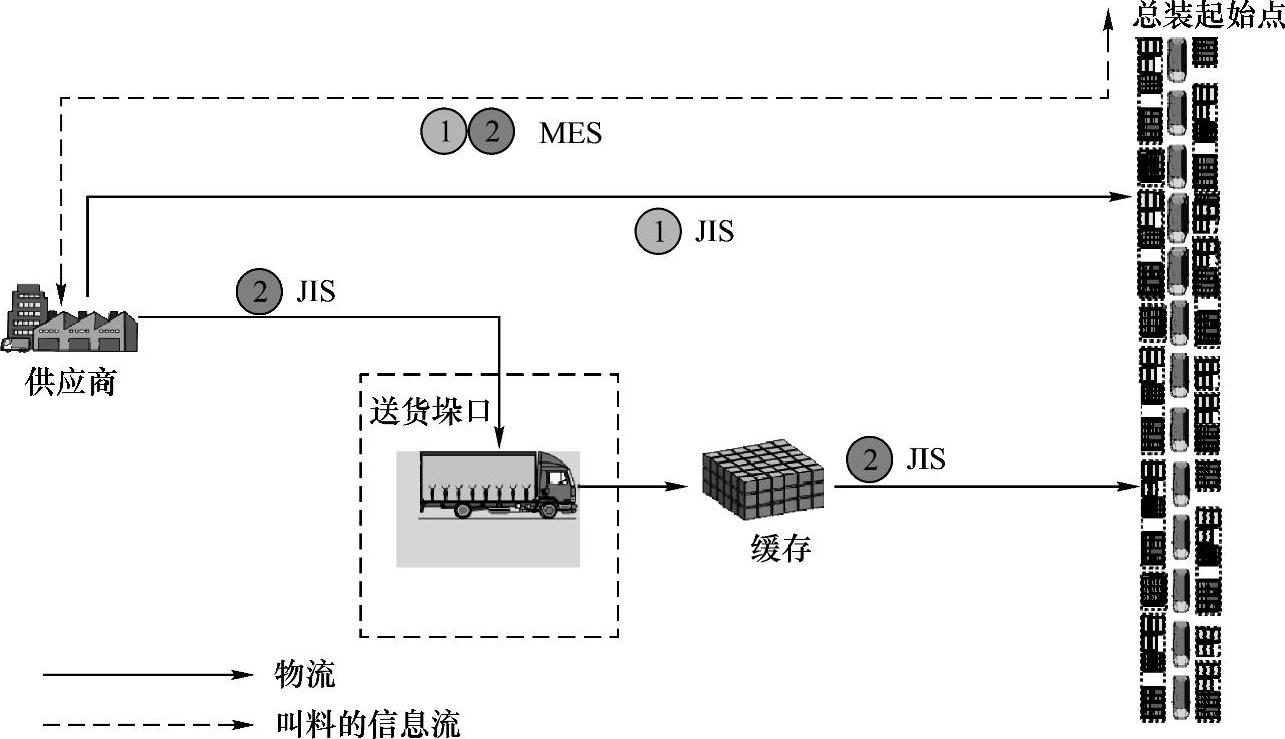
图6-17 外部JIS物流模式
外部JIS由于是供应商直接送货到线边,因此送货时间的控制就尤为重要。外部JIS零件确定的一个约束条件就是总装起始点到零件安装点的提前期是否符合物流实际排序送货时间的需要。例如,线上的车从总装起始点到零件安装工位需要2h,供应商排序备货0.5h,物流送货0.5h,“供应商排序备货时间+物流送货时间﹤从总装起始点到零件安装工位时间”,这样该零件就是符合实际情况的零件,可以作为外部JIS件处理。但是如果“供应商排序备货时间+物流送货时间>从总装起始点到零件安装工位时间”,那么该零件只能作为JIT或者内部JIS进行管理。
3.JIT
JIT物料拉动模式从丰田的物料看板的模式而来,虽然逻辑比较简单,但是由于容器的多样化、需求获取方式和物料运送方式不同,而使MES系统变得异常复杂,不仅要应对类似于JIS件的及时性需求,同时还要满足不同的模式所带来的变化,且每个环节都必须是可控的。
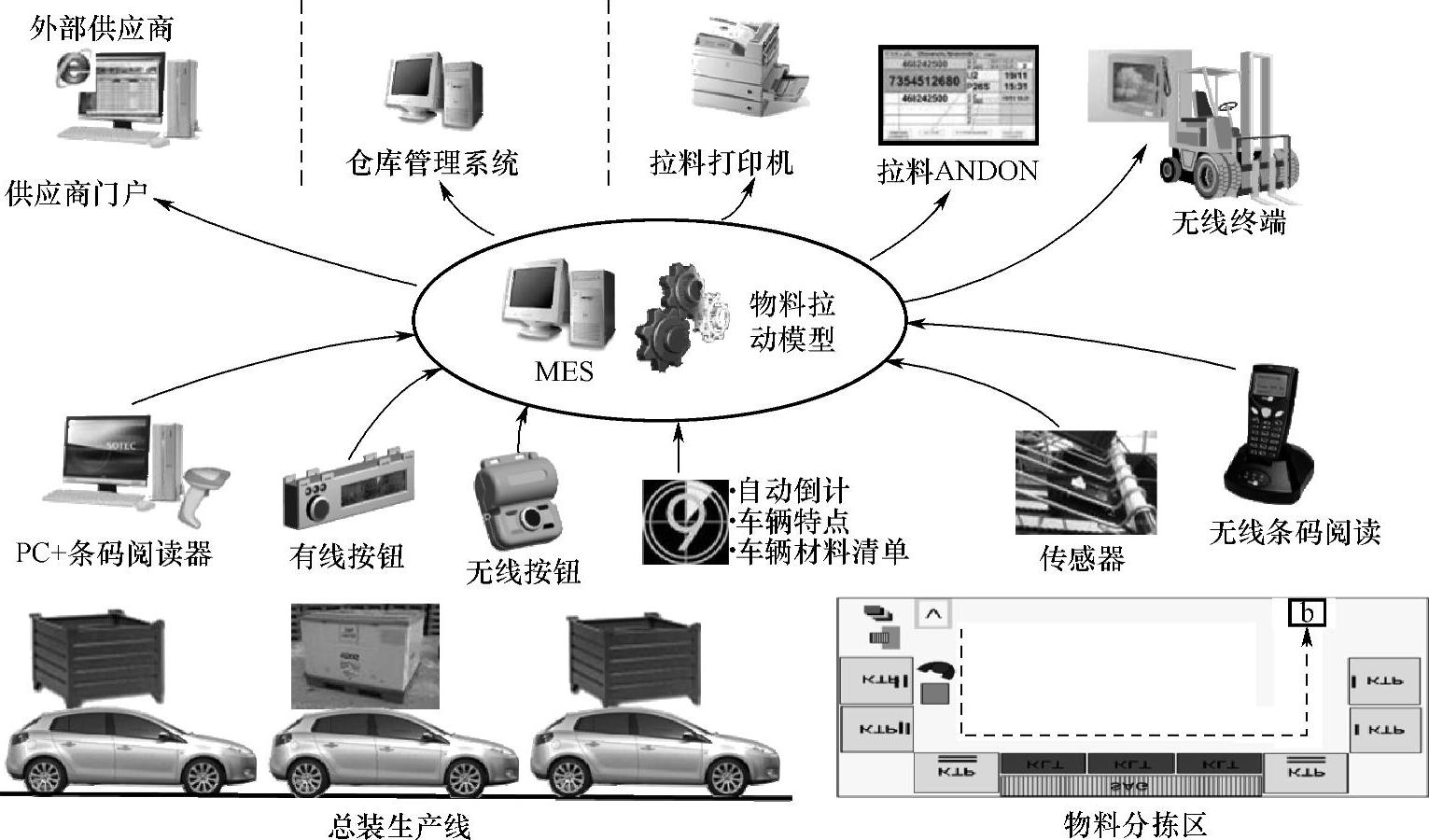
首先我们来列举一下叫料需求收集的方式方法,如图6-18所示。
下面就常用的几种模式进行介绍。
(1)PLC拉料 PLC是可编程序控制器的简称,它控制了整个生产线体的移动和所有自动化设备的生产动作。因此,可以从PLC中获取到实时的生产数据。例如,安装风窗玻璃的机械手臂,是受机器人控制的,机械手臂上都有工件的夹具,夹具上都有相应零件的传感器来辨识正在安装的是哪种零件。当机械手臂将玻璃夹紧时,启动玻璃涂胶的时刻,PLC就可以将该信号发送MES系统,MES系统会自动将该需求记录,待达到一定数量时发送备货区进行拉料。
(2)传感器 传感器主要应用于料箱的环境。料箱一般都是标准料箱,线边装载料箱的货架也是标准的,在这些货架的适当位置上,安装红外传感器,当该落点料箱达到适当位置的时候(比如正常可以放3箱,当料箱只剩一箱时),传感器触发叫料需求。
(3)BOM自动扣减 MES系统配合线体PLC,管理总装车间主线上所有车辆的行进数据,也就是之前我们所说的WIP。通过系统与生产线体的充分集成,做到完整意义上的车体追踪,在知道哪台车在哪个工位时,就可以配置相应的BOM信息,利用PLC传递的信号,MES自动将所需的零件扣减,达到一定数量时及时发送叫料信息。BOM自动扣减使用面比较广,因为总装是混线生产,派生件较多,几乎出现在大部分的工位中,利用车体的BOM数据进行派生件扣减,经实践证明其可靠性和及时性都可以得到充分的保障。
(4)人工扫描叫料 当生产线自动化程度不高,或者PLC没有能力与MES系统集成,或者一些分装线不具备条件时,可以应用这种叫料方式。人工扫描的原理是扫描空箱,例如一个工位某个零件在线边有3箱物料,当物流人员进行定期巡检时发现该处有空箱,就直接拿着空箱扫描该落点的零件信息,并输入空箱数量,这样系统就能收到空箱信息,物流巡检人员拿走空箱的同时,系统会在备货区出现两箱物料的叫料信息,提醒该送货人员需要补充两箱零件到相应的落点。这种方式依赖人工操作较多,对于人工定期巡检的周期性要求也较强,如果工人忘记巡检或者漏过空箱,那么线边将有缺料的风险。这种方式应该占有较少的比率。
JIT送料模式也有多种,主要的有3种(主要针对3种容器)。下面分析不同送料模式对应的MES系统功能。
(1)不带轮子的铁箱 不带轮子的铁箱主要应用于尺寸比较大的零件,以及长途运输的情况,这些箱子可以在货车中堆叠,并且不会随意摇晃,缺点是需要在车间内将其放到带轮子的平板车上,才能被线上所使用,如图6-19所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-18 总装车间拉料需求收集的方式示意图
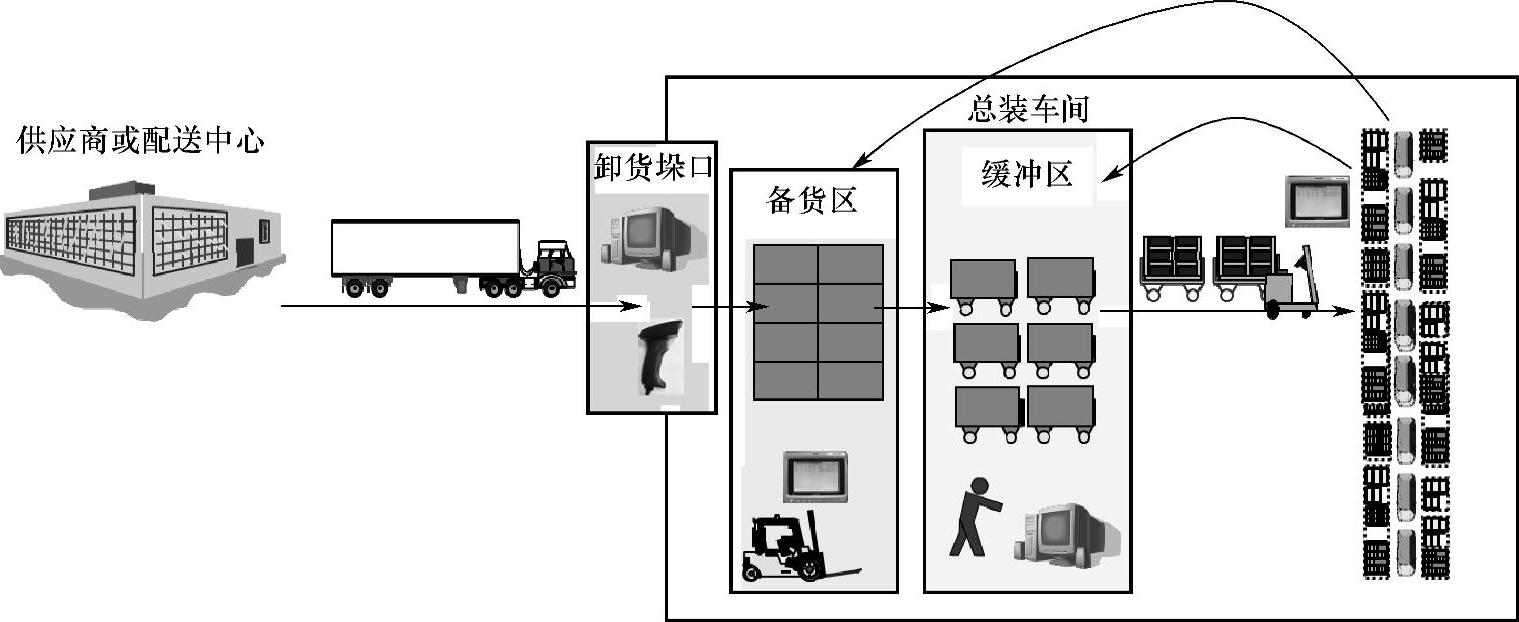
图6-19 不带轮子的铁箱物料运送方式
在物流拉料及送货时有4个环节需要管理:
1)供应商或配送中心(稍微近距离,一般是本市的供应商,如果再远的话就直接配送到配送中心)需要知道现场物料消耗情况,然后用货车运送到卸货垛口。在这里,供应商或者配送中心必须接到MES发送的送货指示,主要为零件和数量,还有目的地。
2)备货区主要由叉车来作业,将铁箱放在带轮子的平板车上。叉车驾驶人必须知道哪些货物先送达,哪些货物后送达,按照一定的顺序将铁箱放在平板车上,备货完毕之后必须通知缓冲区人员对小车排序。在这一过程,MES需要将更详细的备货信息发送到终端,以便叉车驾驶人进行方便的比对和备料。
3)缓冲区人员主要对铁箱进行排序,MES会在该区域的打印机上打印出备货清单,并且要安排送料的顺序,因为排序人员需要知晓哪些物料先送达,哪些后送达,以便送料人员不至于耽误工时从中间的铁箱拿出来放到线边。备好货之后同样也需要通知送料人员物料已经准备好。
4)送料人员接到送料指令后,信息会显示在牵引车的无线终端上。到相应的缓冲区取货后,将物料送到线边,再通知MES系统物料已经送到。至此,拉料闭环才算结束。
(2)带轮子的铁箱 带轮子的铁箱一般存在于附近供应商,铁箱没有堆叠要求,且近距离运输,时间较短。这种方式如图6-20所示。
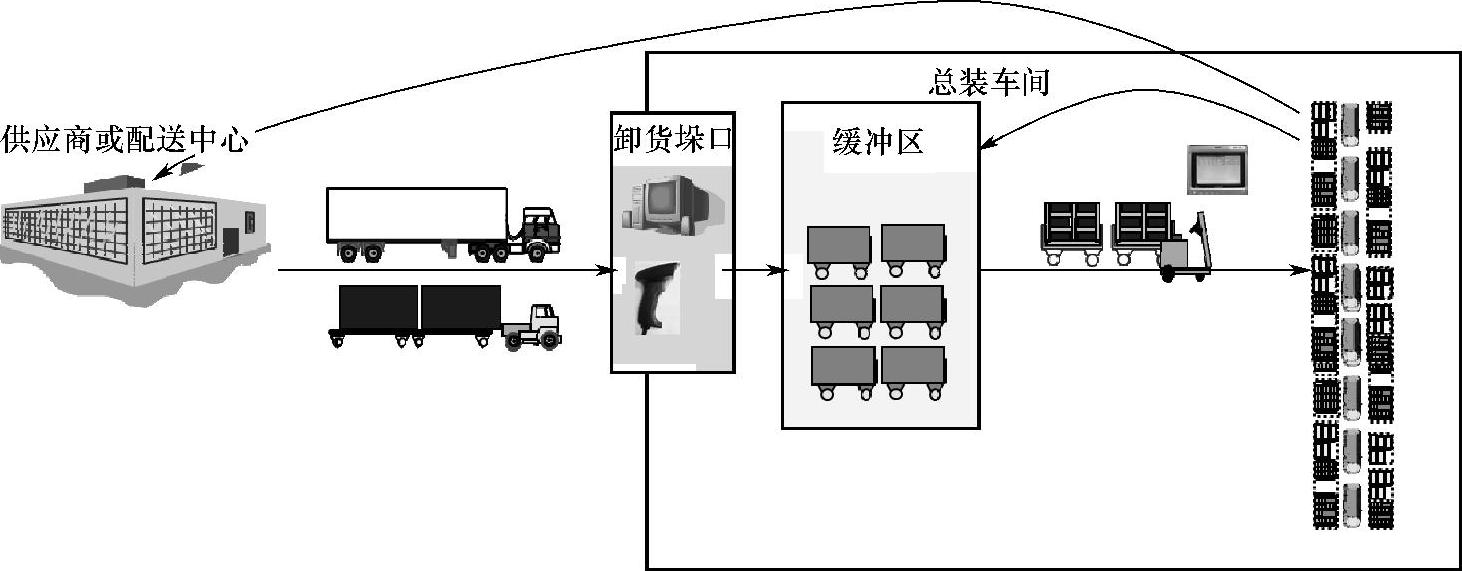
图6-20 带轮子的铁箱物料运送方式
它与第一种方式的区别有两点:
1)运送的不一定是货车,有可能是牵引车,这样MES系统主导打印的单据需要考虑不同运输工具所造成的容器数量不一致的情况。
2)缓冲区可以不需要专门人员进行配货,一般的做法是线体将需求直接发送送料人员,由送料人员自行到缓冲区去拿相应的物料。这样的做法更简便,更高效。
(3)胶箱 胶箱比第二种方式稍微复杂一些,在缓冲区是需要人员进行备货的,MES也需要具有相对应的功能,能够将相关的胶箱信息显示给备货人员。在有些工厂的总装车间,胶箱需要放在台车上,哪些胶箱放在哪些台车上,MES也需要根据一定的规则给予指示并打印相关单据,以便备料人员和送料人员都清楚台车上到底有哪些料,并且相同的零件要放在一起。胶箱物料运送方式如图6-21所示。
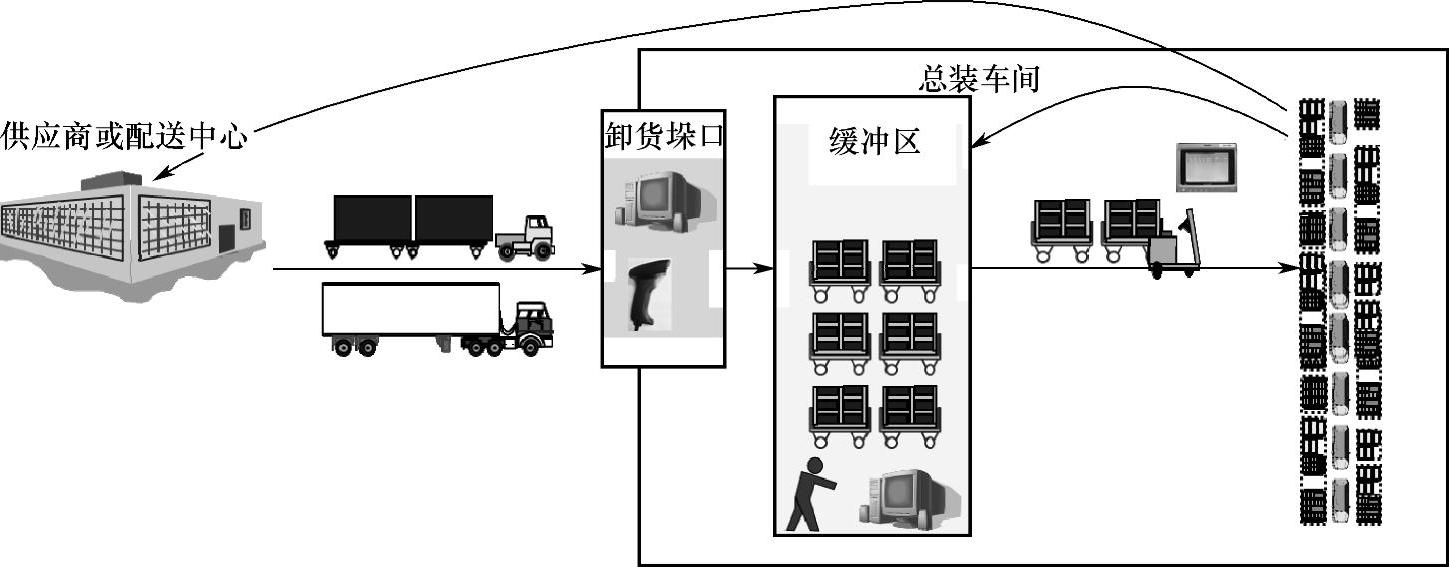
图6-21 胶箱物料运送方式
4.小车物流(KITTING)
小车物流是整车制造总装车间必不可少的物料管理方式,优点是节省线边的物流空间、节省线上操作人员工时、减少线上工人装配错误等。但是相应的就需要一定的管理手段作为该模式的支撑。
小车物流业务模式示意图如图6-22所示。
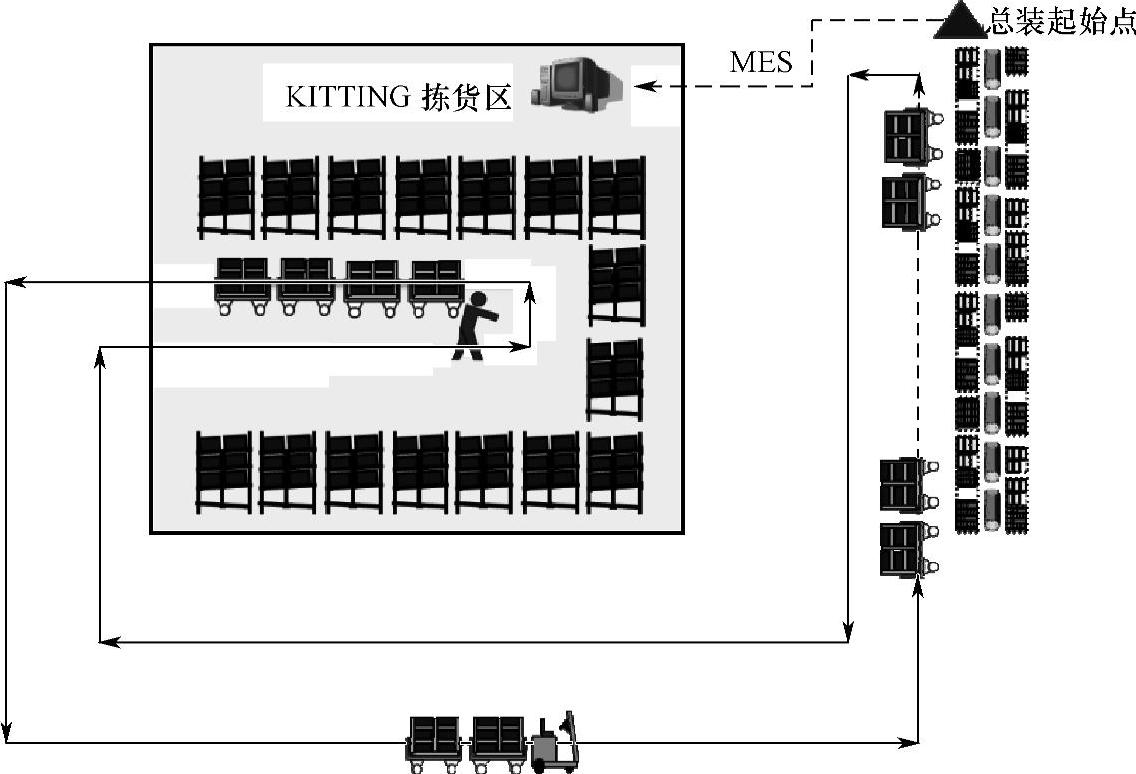
图6-22 小车物流业务模式示意图
KITTING区的信息是由总装起始点触发,由MES系统根据BOM展开后进行打印处理的。每个KITTING区都会有不同的配置,例如仪表线的配货单和车门分装线的配货单在业务上会有不同,仪表线配货单一台仪表一张单据,但是车门分装线需要一张配货单,需要打印前一台车的后车门和后一台车的前车门,因为KITTING小车是放在两台车车门中间的。
KITTING小车送到线边的方式大部分会采用自动小车,小车按照固定轨道循环行进,把装配有零件的小车送到线边,把空车带回KITTING配货区进行再次配货。自动小车可以节省人力,同时还可以很好地控制线边和配货区停留小车的数量,也就是很好地控制配货的提前期,因此被众多的整车厂所采用。
5.自动配载
(1)人工配载存在的问题 之前所说的众多拉料需求以及系统自动计算出来的推送的物料需求,60%~70%都会汇总到配送中心,剩下的需求也会到达较近的战略合作供应商端,物流人员或者供应商需要进行备货以及对物料进行装载。这个装载的过程是极其复杂的,尤其是在配送中心,几百点零件同时进行配载使得工作量呈指数增长,如果由人工进行手动配载,就会出现以下几个问题:
1)不能对所有的容器和物料有一个统筹的安排。例如,一个空间既可以放置铁质台车,也可以放置胶箱的轮车,到底放置哪种物料或容器才能使运输工具具有较高的容载率(例如,货车的容载率越高,就越能充分利用货车的运力,节省成本)?
2)手工管理难以管控零件送货的及时性。手工是利用单据来进行管理的,正常的拉料需求会直接转换成打印出来的单据,然后由人工手动分配零件的装载。过程中有可能人为的疏忽需要先运送的零件,甚至丢单,而导致零件延迟配送。
3)手工工作量巨大,耗时且容易出错。如果按照每天500台产量计算,每天配送中心的拉料单大约有1400~1500张,这么大的量,工人每天都要付出200%的努力来对单子进行分拣、汇总、扫描和跟踪,工作负荷很大。
4)数据难以统计。例如,每台车的容载率(货车装货的空间利用率)难以统计,运送零件的数量难以统计,有无未配送的零件难以统计等。
(2)自动配载需考虑的问题 信息系统可以减少人工工作,并且利用一些优化算法可以将众多拉料需求,非常合理地且非常迅速地对货车进行配载。自动配载有以下几个难点需要考虑:
1)容器多种多样。包括无轮子的铁质台车、有轮子的台车、胶箱等,每种容器都有很多种规格,且有可能容器和容器之间还存在装载关系,例如胶箱应该装载在一种多层带轮子的容器中。
2)运送工具多种多样。有货车、牵引车等,运送工具的尺寸不同,而且还需要考虑配送时货车运力是否充足。情况是动态变化的,系统需要适应多种情况发生。
3)容器装载的多样性。某些容器可以堆叠,某些容器需要横装或竖装,货车容载率不同,需要优化算法。
4)计算配送提前期。每个物料拉料都会有不同的送料需求。由于总装车间缓冲区都会有一些零件的库存,就会给配送中心和供应商提供比较缓和的送货要求,但配送时间必须考虑,尽量安排紧急的零件和优先级较高的零件。
5)物料还需要考虑备货区域不同以及送货目的地不同,需要对零件进行分类汇总。
6)供应商处还需要考虑多点取货,有可能货车一次要到两个供应商处取货,然后送往总装车间的一个卸货垛口。
7)胶箱需要考虑物料的重量。由于胶箱需要放置在多层小车上,要考虑重的放在中间层,因为放在上层会导致小车重心不稳,放低了会导致工人操作比较困难。
信息系统架构比较简单,包括输入、输出以及中间算法3部分。配载算法是难点,需要考虑众多因素,同时也要考虑多种条件的输入以及变化。例如,增加一种新的容器,或者增加一种新的运输工具等。本节主要讨论系统层面需要考虑的问题,具体算法在不同的企业会有不同的考虑。例如,可以将不带轮子的铁质台车规定只能用飞翼车进行运输,在运输方式固定的前提下,算法可能会简单一些,具体算法在本节不予详细分析和举例。
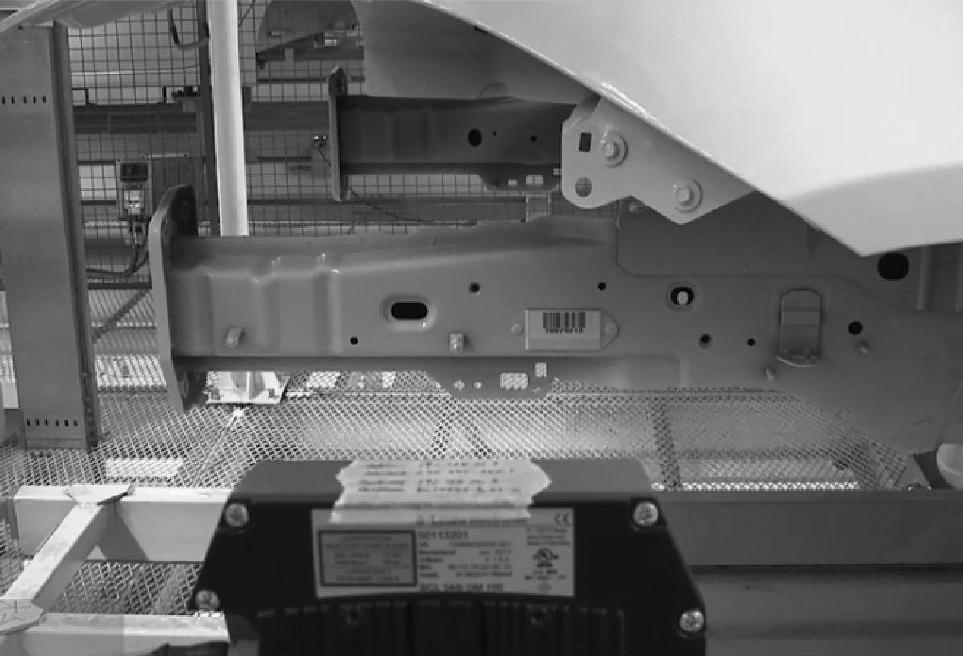
图6-23 车身条码扫描
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。